Вам также может понравиться
- 5 Ferrous and Non FerrousДокумент63 страницы5 Ferrous and Non FerrousKiran ThunuguntlaОценок пока нет
- Engineering Materials 27-29Документ40 страницEngineering Materials 27-29Sanu SouravОценок пока нет
- Heat TreatmentДокумент179 страницHeat TreatmentDebye101100% (1)
- Assignment 3 PMTДокумент2 страницыAssignment 3 PMTDewi Lestari Natalia MarpaungОценок пока нет
- Materials Technology OverviewДокумент235 страницMaterials Technology Overviewdatnguyen789jОценок пока нет
- Alloy Steels and Cast IronДокумент6 страницAlloy Steels and Cast IronMurugan RajaОценок пока нет
- Wrought IronДокумент32 страницыWrought IronHicham KorichiОценок пока нет
- Steel: CE 2330 Jul - Nov 2017 IIT TirupatiДокумент32 страницыSteel: CE 2330 Jul - Nov 2017 IIT TirupatiUmar AlamОценок пока нет
- WHY STUDY Applications and Processing of Metal Alloy?Документ24 страницыWHY STUDY Applications and Processing of Metal Alloy?hanizznabОценок пока нет
- Cast Iron SolidificationДокумент8 страницCast Iron SolidificationMostafa OthmanОценок пока нет
- Cast Iron Properties and Types in 40 CharactersДокумент34 страницыCast Iron Properties and Types in 40 CharactersMKPashaPasha100% (1)
- Fe CdiagramДокумент36 страницFe CdiagramGeorge SingerОценок пока нет
- Classification of Engineering Materials: by - A.R. GiriДокумент20 страницClassification of Engineering Materials: by - A.R. Giriabhinavgiri17Оценок пока нет
- MergedpptДокумент61 страницаMergedpptErnesto Mike Cristobal Deniega IIIОценок пока нет
- What Is PearliteДокумент4 страницыWhat Is Pearliteardy cornettoОценок пока нет
- Cast Iron: Fe/C Ve Fe/Fe C Faz DiyagramıДокумент20 страницCast Iron: Fe/C Ve Fe/Fe C Faz DiyagramıMartin PetricОценок пока нет
- Relation between CE, structure, propertiesДокумент5 страницRelation between CE, structure, propertiesMurugananthamParamasivamОценок пока нет
- Metallurgy of Grey Cast IronДокумент15 страницMetallurgy of Grey Cast IronAmit PathakОценок пока нет
- Ch13 Materials ApplicationsДокумент63 страницыCh13 Materials ApplicationsThefairman UnkownОценок пока нет
- Heat Treatment of SteelДокумент51 страницаHeat Treatment of SteelRAMA BAGAS ADITYA TM 2DОценок пока нет
- 9 - Cast IronДокумент13 страниц9 - Cast IronABDELRHMAN ALIОценок пока нет
- Lecture 7 Cast Iron 1Документ29 страницLecture 7 Cast Iron 1Md.Rashid ShahriarОценок пока нет
- Question 1 SteelДокумент2 страницыQuestion 1 SteelMohd HafizОценок пока нет
- Cast Iron (C.I) : A-StructureДокумент3 страницыCast Iron (C.I) : A-Structureحسين كاظم ياسينОценок пока нет
- Lab 1 Material (Results & References)Документ5 страницLab 1 Material (Results & References)Muhammad Nur ArifОценок пока нет
- Metallurgy - Chapter (5) - Steels and Cast IronsДокумент79 страницMetallurgy - Chapter (5) - Steels and Cast IronsKarim Mamdouh100% (1)
- 9-Chapter - 17 - Thermal Processing of AlloysДокумент31 страница9-Chapter - 17 - Thermal Processing of AlloysZain FarhanОценок пока нет
- Introduction-Iron Carbon Phase DiagramДокумент31 страницаIntroduction-Iron Carbon Phase DiagramTHE BBEASTОценок пока нет
- M. Tech. (FFT) Technology of Ferrous Casting Phase DiagramДокумент7 страницM. Tech. (FFT) Technology of Ferrous Casting Phase DiagramRajulapati Sunil KumarОценок пока нет
- Lecture n.9 Cast IronДокумент25 страницLecture n.9 Cast IronMOHAMMAD JAWAD QASIMОценок пока нет
- 금속재료 중간고사 기출문제 (2006-2016)Документ10 страниц금속재료 중간고사 기출문제 (2006-2016)Li Ken LokОценок пока нет
- Cast IronДокумент12 страницCast IronSurendra SonayeОценок пока нет
- Debre Berhan UniversityДокумент2 страницыDebre Berhan UniversityBelayneh GettaОценок пока нет
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XДокумент9 страницMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07Оценок пока нет
- Heat Treatment of Cast IronsДокумент4 страницыHeat Treatment of Cast IronshamidrezachamaniОценок пока нет
- KMTL Cast Iron Turning Guide 32 65Документ34 страницыKMTL Cast Iron Turning Guide 32 65cristian111111Оценок пока нет
- Callister 8th Edition - Chapter 11 - Applications and Processing of Metal AlloysДокумент35 страницCallister 8th Edition - Chapter 11 - Applications and Processing of Metal AlloysRini ArtikaОценок пока нет
- Cast Iron: Alloys of Iron and Carbon With More Than 2.11% Carbon Are Called Cast IronsДокумент24 страницыCast Iron: Alloys of Iron and Carbon With More Than 2.11% Carbon Are Called Cast IronsArun Bongale100% (1)
- Materials Science MetalsДокумент35 страницMaterials Science MetalsPelajar IndonesiaОценок пока нет
- Iron Carbon Diagram (ChE Handbook)Документ21 страницаIron Carbon Diagram (ChE Handbook)Mohamed Ismail100% (1)
- Cast Irons: MSE 206-Materials Characterization I Lecture-6Документ21 страницаCast Irons: MSE 206-Materials Characterization I Lecture-6Jose Luis Valin RiveraОценок пока нет
- Memorandum Assignment 3Документ2 страницыMemorandum Assignment 3Michael G ErasmusОценок пока нет
- Iron and SteelДокумент22 страницыIron and SteelAmarendra Hassan100% (3)
- Cast IronДокумент25 страницCast IronsuhailОценок пока нет
- Heat Treatment of SteelsДокумент41 страницаHeat Treatment of Steelsyaswanth1992Оценок пока нет
- Zubair Ahmad United Gulf SteelДокумент33 страницыZubair Ahmad United Gulf Steelvenkateshyadav2116Оценок пока нет
- Baja Karbon (Carbon Steels)Документ25 страницBaja Karbon (Carbon Steels)Mochammad Fajri MuharamОценок пока нет
- Heat Treatment Lecture NotesДокумент24 страницыHeat Treatment Lecture Notestbmari100% (5)
- Chapter 11: Metal Alloys Applications and Processing: Issues To Address..Документ17 страницChapter 11: Metal Alloys Applications and Processing: Issues To Address..nurinsarahОценок пока нет
- Classification of Steels-1Документ85 страницClassification of Steels-1Saptarshi SenguptaОценок пока нет
- Maraging Steel: 1. Introduction and General CharacteristicsДокумент12 страницMaraging Steel: 1. Introduction and General CharacteristicsMubash Abd100% (1)
- Properties and Application of MetalsДокумент15 страницProperties and Application of MetalsPikaОценок пока нет
- Introduction To MaterialsДокумент20 страницIntroduction To Materialsabhinavgiri17Оценок пока нет
- Iron Carbon DiagramДокумент10 страницIron Carbon DiagramsivakumarОценок пока нет
- Phase Diagrams - 040823Документ23 страницыPhase Diagrams - 040823Anthony MubangaОценок пока нет
- Fec DiagramДокумент15 страницFec DiagramShankarОценок пока нет
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelОт EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelОценок пока нет
- The Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred Experiments Performed with Simple, Home-made ApparatusОт EverandThe Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred Experiments Performed with Simple, Home-made ApparatusОценок пока нет
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelОт EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelРейтинг: 5 из 5 звезд5/5 (4)
- "Soldering and Brazing" Diffusion Bonding, Hot Pressing, and Solid Phase BondingДокумент83 страницы"Soldering and Brazing" Diffusion Bonding, Hot Pressing, and Solid Phase BondingaunginternetОценок пока нет
- "Soldering and Brazing" Diffusion Bonding, Hot Pressing, and Solid Phase BondingДокумент83 страницы"Soldering and Brazing" Diffusion Bonding, Hot Pressing, and Solid Phase BondingaunginternetОценок пока нет
- Welding of Heat-Resisting SteelДокумент43 страницыWelding of Heat-Resisting SteelaunginternetОценок пока нет
- Jica2010 BДокумент15 страницJica2010 BaunginternetОценок пока нет
- 2010 HeatДокумент9 страниц2010 HeataunginternetОценок пока нет
- 2010 MicroДокумент13 страниц2010 MicroaunginternetОценок пока нет
- 2010 CastДокумент3 страницы2010 CastaunginternetОценок пока нет
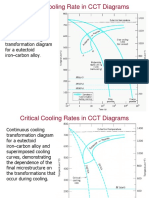
- Continuous Cooling Transforming DiagramДокумент26 страницContinuous Cooling Transforming DiagramaunginternetОценок пока нет
- Structure of Welded Joint and Cracking Phenomena in Steel WeldДокумент27 страницStructure of Welded Joint and Cracking Phenomena in Steel WeldaunginternetОценок пока нет
- 2010 HeatДокумент9 страниц2010 HeataunginternetОценок пока нет
- Instructiuni La SuduraДокумент36 страницInstructiuni La SuduraAntohi CatalinОценок пока нет
- 2010 CastДокумент3 страницы2010 CastaunginternetОценок пока нет
- Welding MetallurgyДокумент87 страницWelding MetallurgyaunginternetОценок пока нет
- Welding MetallurgyДокумент87 страницWelding MetallurgyaunginternetОценок пока нет
- Welding Jigs and PositionersДокумент10 страницWelding Jigs and PositionersaunginternetОценок пока нет
- Principle of Welded StructuresДокумент64 страницыPrinciple of Welded StructuresaunginternetОценок пока нет
- Steel: Steel Is An Alloy of Iron and Carbon, and Sometimes Other Elements. Because of Its HighДокумент15 страницSteel: Steel Is An Alloy of Iron and Carbon, and Sometimes Other Elements. Because of Its HighRam TejaОценок пока нет
- Metal Casting Principles and TechniquesДокумент6 страницMetal Casting Principles and TechniquesChandra Wahyu SetiawanОценок пока нет
- Forms of Corrosion: CHE-545-172 DR Ime B.ObotДокумент17 страницForms of Corrosion: CHE-545-172 DR Ime B.ObotAnonymous NxpnI6jCОценок пока нет
- Lista de Revestimentos - Ford Standard Parts - Finish GuidelinesДокумент15 страницLista de Revestimentos - Ford Standard Parts - Finish GuidelineshkatzerОценок пока нет
- LABSHEET 2 Heat Treatment Edit 2Документ5 страницLABSHEET 2 Heat Treatment Edit 2tulasi baskaranОценок пока нет
- Microstructure Study of Ferrous and Non Ferrous Alloys Under Various Compositions and Heat Treatment Conditions Lab ReportДокумент7 страницMicrostructure Study of Ferrous and Non Ferrous Alloys Under Various Compositions and Heat Treatment Conditions Lab Reportzrro50% (4)
- TT NOTES - ENGLISH VERSIONДокумент27 страницTT NOTES - ENGLISH VERSIONpanimalarjail123Оценок пока нет
- Tubular Construction Solutions For Structural ApplicationsДокумент18 страницTubular Construction Solutions For Structural Applicationsaan alfianОценок пока нет
- Using of Calsium Magnesium Aluminate Flux With High MgO Content To Improve Secondary Steel Ladle LifetimeДокумент6 страницUsing of Calsium Magnesium Aluminate Flux With High MgO Content To Improve Secondary Steel Ladle LifetimeBagas Prasetyawan Adi NugrohoОценок пока нет
- ANSI-AGMA 2004-B89-Gear Materials and Heat Treatment ManualДокумент79 страницANSI-AGMA 2004-B89-Gear Materials and Heat Treatment ManualMarcelo Crestani100% (3)
- Failure Analysis of An Oil Tanker MV Kurdistan: Presented By: MD - Irfan Khan - Student ID: 201311032Документ21 страницаFailure Analysis of An Oil Tanker MV Kurdistan: Presented By: MD - Irfan Khan - Student ID: 201311032Saquib Bin HabibОценок пока нет
- Soft Annealing Heat Treatment PDFДокумент6 страницSoft Annealing Heat Treatment PDFsivajirao70Оценок пока нет
- Ferrous and Nonferrous Alloys Technical UpdateДокумент8 страницFerrous and Nonferrous Alloys Technical Updateatfrost4638Оценок пока нет
- 3-The-Lead-Zinc-Industry-in-Canada-–-1961-to-2011Документ14 страниц3-The-Lead-Zinc-Industry-in-Canada-–-1961-to-2011Mehdi AğayiОценок пока нет
- Double Coated Electrode Tenacito Oerlikon - en PDFДокумент12 страницDouble Coated Electrode Tenacito Oerlikon - en PDFAlonso XhdОценок пока нет
- Tempering BainiteДокумент26 страницTempering Bainitewasatiah05Оценок пока нет
- Cathodic Protection Corrosion Control and PreventionДокумент67 страницCathodic Protection Corrosion Control and PreventionRully KurniawanОценок пока нет
- Metallurgical Exams Reveal Clues in Criminal CasesДокумент30 страницMetallurgical Exams Reveal Clues in Criminal CasesMonkey DragonОценок пока нет
- Astm A 182-2021Документ17 страницAstm A 182-2021Mohammed AliОценок пока нет
- TGN PE 01 Hardness Testing of WeldsДокумент7 страницTGN PE 01 Hardness Testing of WeldsadelОценок пока нет
- Basic Concepts in Engineering Metallurgy - Gate Mechanical Concepts - Mechanical Engineering World - Project Ideas - Seminar Topics - E-Books (PDF) - New TrendsДокумент4 страницыBasic Concepts in Engineering Metallurgy - Gate Mechanical Concepts - Mechanical Engineering World - Project Ideas - Seminar Topics - E-Books (PDF) - New TrendsSandeep PrajapatiОценок пока нет
- Core Galvanize It Course - Hot Dip GalvanizingДокумент2 страницыCore Galvanize It Course - Hot Dip GalvanizingPeteОценок пока нет
- D 819Документ56 страницD 819ksvinyk7193Оценок пока нет
- PB Uddeholm Calmax EnglishДокумент12 страницPB Uddeholm Calmax EnglishxulubОценок пока нет
- Basics Ferrule Paper Metallurgy 9 07Документ6 страницBasics Ferrule Paper Metallurgy 9 07sumant.c.singh1694Оценок пока нет
- Durg Factories ListДокумент27 страницDurg Factories ListHead copper78% (9)
- Sertifikat Guest LectureДокумент50 страницSertifikat Guest LecturelalaОценок пока нет
- ME Manufacturing Engineering CBCS SyllabusДокумент67 страницME Manufacturing Engineering CBCS Syllabusrahul singhОценок пока нет
- European Steel and Alloy Grades: S235JRG2 (1.0038)Документ2 страницыEuropean Steel and Alloy Grades: S235JRG2 (1.0038)farshid KarpasandОценок пока нет
- 6-79-0013 Rev 2Документ6 страниц6-79-0013 Rev 2MONER MANUSОценок пока нет