Вам также может понравиться
- Class Participation 9 E7-18: Last Name - First Name - IDДокумент2 страницыClass Participation 9 E7-18: Last Name - First Name - IDaj singhОценок пока нет
- Number SystemДокумент13 страницNumber SystemSreedev SureshbabuОценок пока нет
- NounДокумент14 страницNounDhanraj L100% (2)
- Ssc-Je: General Intelligence & ReasoningДокумент20 страницSsc-Je: General Intelligence & ReasoningAkhilОценок пока нет
- Salumber ProjectДокумент103 страницыSalumber ProjectVandhana RajasekaranОценок пока нет
- Reasoning Book 2018Документ40 страницReasoning Book 2018PrakashChouhanОценок пока нет
- Big Data Hadoop Certification Training CourseДокумент12 страницBig Data Hadoop Certification Training Courseprema vОценок пока нет
- Series 90 100cc Pump Parts ManualДокумент152 страницыSeries 90 100cc Pump Parts ManualHernan Garcia67% (3)
- Position PaperДокумент9 страницPosition PaperRoel PalmairaОценок пока нет
- IBPS Clerk SetДокумент25 страницIBPS Clerk SetRavi KumarОценок пока нет
- InequalitiesДокумент44 страницыInequalitiesEmm KОценок пока нет
- PDS Air CompressorДокумент1 страницаPDS Air Compressordhavalesh1Оценок пока нет
- MSA & Destructive TestДокумент4 страницыMSA & Destructive Testanon_902607157100% (1)
- Is Valid Only With Original Photo ID: Railway Recruitment BoardДокумент3 страницыIs Valid Only With Original Photo ID: Railway Recruitment Boardvivek0% (1)
- Most Important Computer QuestionsДокумент63 страницыMost Important Computer QuestionsShubham SharmaОценок пока нет
- Computer For SSC CGL Part-2.Документ12 страницComputer For SSC CGL Part-2.James JosephОценок пока нет
- Computer Proficiency Certification Test (CPCT) Rule Book For ExamineesДокумент14 страницComputer Proficiency Certification Test (CPCT) Rule Book For ExamineesGYANENDER SHARMAОценок пока нет
- Registration Number: SecunderabadДокумент2 страницыRegistration Number: SecunderabadMaDhu ChiNnaОценок пока нет
- Computer Knowledge Bolt FinalДокумент65 страницComputer Knowledge Bolt FinalkavipriyaОценок пока нет
- Registration Number Registration NumberДокумент2 страницыRegistration Number Registration NumberMansi TomarОценок пока нет
- SSC CGL 2012 Tier II Solved Paper I EnglishДокумент7 страницSSC CGL 2012 Tier II Solved Paper I EnglishKhushal GuptaОценок пока нет
- MCQs On Computer by Dr. Alok KumarДокумент151 страницаMCQs On Computer by Dr. Alok KumarGtxpreetОценок пока нет
- Railway Curves 11Документ16 страницRailway Curves 11vpmohammedОценок пока нет
- EE Objective Paper 1 1008Документ57 страницEE Objective Paper 1 1008KartikPatidarОценок пока нет
- Balapur MapДокумент1 страницаBalapur MapManav Khanda100% (3)
- Collected & Edited By: Musfik Alam: (804 MCQ Questions With Answer)Документ80 страницCollected & Edited By: Musfik Alam: (804 MCQ Questions With Answer)আদনান স্বজনОценок пока нет
- PDFДокумент182 страницыPDFNavin KumarОценок пока нет
- Quantitative Aptitude Bank Clerk PDF Set 1Документ39 страницQuantitative Aptitude Bank Clerk PDF Set 1vinayreddy SABBELLAОценок пока нет
- History by Bipin Chandra in Hindi PDFДокумент48 страницHistory by Bipin Chandra in Hindi PDFsanket100% (1)
- Gktoday 16 31 October 2021Документ130 страницGktoday 16 31 October 2021deepakОценок пока нет
- Assignment I Scanning Electron Microscopy: Submitted ByДокумент21 страницаAssignment I Scanning Electron Microscopy: Submitted ByRituvallabha DasОценок пока нет
- The Ultimate Guide To Crack Banking ExamДокумент47 страницThe Ultimate Guide To Crack Banking ExamDhiraj YadavОценок пока нет
- Computer AwarenessДокумент64 страницыComputer Awarenessgauravgupta_pusa365Оценок пока нет
- Project Report On: University of MumbaiДокумент51 страницаProject Report On: University of MumbaiPrasad R. BhambaleОценок пока нет
- Shankar InterviewДокумент53 страницыShankar InterviewMathi KumaranОценок пока нет
- Assignment - 1 Introduction of Machines and Mechanisms: TheoryДокумент23 страницыAssignment - 1 Introduction of Machines and Mechanisms: TheoryAman AmanОценок пока нет
- GK Today MAY PDFДокумент131 страницаGK Today MAY PDFshuklaОценок пока нет
- Registration Number: ChandigarhДокумент2 страницыRegistration Number: Chandigarhbhupesh bholaОценок пока нет
- NTM Module 1Документ10 страницNTM Module 1Sahil GaudeОценок пока нет
- Lab Manual - EG-2021-22 Even (Sem 2)Документ56 страницLab Manual - EG-2021-22 Even (Sem 2)dasdadОценок пока нет
- English Language: Top 100 Most Important Error Detection Questions For SBI CLERK-2018Документ9 страницEnglish Language: Top 100 Most Important Error Detection Questions For SBI CLERK-2018Pankaj MundotiyaОценок пока нет
- Aptitude FormulaДокумент31 страницаAptitude FormulaMerlin James33% (3)
- M. J. Shaikh'S: English Institute, PuneДокумент20 страницM. J. Shaikh'S: English Institute, PuneVRInfinite100% (1)
- Computer AwarenessДокумент82 страницыComputer AwarenesshacknaОценок пока нет
- Viruses and Antivirus ReportДокумент30 страницViruses and Antivirus ReportSoumen GhoseОценок пока нет
- Geometry Capsule For SSC Railway Exams Watermark - PDF 70Документ13 страницGeometry Capsule For SSC Railway Exams Watermark - PDF 70Tapas SwainОценок пока нет
- English QuestionsДокумент156 страницEnglish QuestionsGauriОценок пока нет
- Speed Distance, Time, Boats, Streams & TrainsДокумент8 страницSpeed Distance, Time, Boats, Streams & TrainsDilip PokharelОценок пока нет
- HidДокумент88 страницHid8099125050Оценок пока нет
- CAD Using CatiaДокумент3 страницыCAD Using CatiakarthipriyaОценок пока нет
- Input Output - K Kundan-2 PDFДокумент49 страницInput Output - K Kundan-2 PDFsachingaur_knpОценок пока нет
- Ignou Bright Future For YouДокумент19 страницIgnou Bright Future For YouAnshooman RayОценок пока нет
- Magical Book On Puzzles by K Kundan Free PDFДокумент3 страницыMagical Book On Puzzles by K Kundan Free PDFradhika29% (7)
- English Slang ContractionsДокумент8 страницEnglish Slang ContractionsJayshri HuddarОценок пока нет
- Magical Book On Puzzle PDFДокумент97 страницMagical Book On Puzzle PDFNavSharmasОценок пока нет
- PreviewДокумент43 страницыPreviewianОценок пока нет
- Dynamics of Machinery Notes - Mechanical Engineering Semester V (CBCGS) Mumbai UniversityДокумент221 страницаDynamics of Machinery Notes - Mechanical Engineering Semester V (CBCGS) Mumbai UniversitysakibssОценок пока нет
- Sbi Po Prelims Quant Memory Based MockДокумент3 страницыSbi Po Prelims Quant Memory Based Mockmkmanojdevil0% (1)
- 14 99 188 242:8080:jspui:bitstream:123456789:13894:1:17VFSB7007Документ96 страниц14 99 188 242:8080:jspui:bitstream:123456789:13894:1:17VFSB7007sagarОценок пока нет
- 2 - Tense Common Error - PMD (8) 20201028093840Документ23 страницы2 - Tense Common Error - PMD (8) 20201028093840Roshan kumarОценок пока нет
- Number Series 100 QuestionsДокумент16 страницNumber Series 100 QuestionsDivyanshu guptaОценок пока нет
- IC Engine Component DesignДокумент23 страницыIC Engine Component DesignSanket Patel33% (3)
- Expected Number System For SSC Tier I Level ExamsДокумент14 страницExpected Number System For SSC Tier I Level ExamsShobhit MohtaОценок пока нет
- Preps 5-0 Pro UserGuide enДокумент372 страницыPreps 5-0 Pro UserGuide enapi-3832072100% (2)
- Adaptive Control System in MachiningДокумент13 страницAdaptive Control System in MachiningSamy OrabyОценок пока нет
- On The Knowledge and Experience of ProgrammerДокумент21 страницаOn The Knowledge and Experience of ProgrammerVijay KumarОценок пока нет
- Goal of The Firm PDFДокумент4 страницыGoal of The Firm PDFSandyОценок пока нет
- Method Statement: Vetotop XT539Документ4 страницыMethod Statement: Vetotop XT539محمد عزتОценок пока нет
- Orange Stripe # 57 EnglishДокумент2 страницыOrange Stripe # 57 EnglishShahid RazaОценок пока нет
- Asia-Pacific/Arab Gulf Marketscan: Volume 39 / Issue 65 / April 2, 2020Документ21 страницаAsia-Pacific/Arab Gulf Marketscan: Volume 39 / Issue 65 / April 2, 2020Donnie HavierОценок пока нет
- Arab Open University B326: Advanced Financial Accounting TMA - Spring 2022-2023 V2Документ7 страницArab Open University B326: Advanced Financial Accounting TMA - Spring 2022-2023 V2samiaОценок пока нет
- VMC Ballscrew 32mm Horizontal Plane ReplacementДокумент11 страницVMC Ballscrew 32mm Horizontal Plane ReplacementMarlon GeronimoОценок пока нет
- INTERFACING LCD WITH 8051 MIROCONTROLLER With CodeДокумент14 страницINTERFACING LCD WITH 8051 MIROCONTROLLER With CodeRajagiri CollegeОценок пока нет
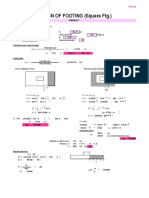
- Design of Footing (Square FTG.) : M Say, L 3.75Документ2 страницыDesign of Footing (Square FTG.) : M Say, L 3.75victoriaОценок пока нет
- BCCA Semester New Syllabus Direction 2016-17 PDFДокумент76 страницBCCA Semester New Syllabus Direction 2016-17 PDFChetana Gorakh100% (1)
- AbДокумент8 страницAbSehar BanoОценок пока нет
- Determination of The Amount of Hardness in Water Using Soap SolutionДокумент3 страницыDetermination of The Amount of Hardness in Water Using Soap SolutionlokeshjoshimjОценок пока нет
- Centaur Profile PDFДокумент5 страницCentaur Profile PDFChandra MohanОценок пока нет
- Resume 202309040934Документ5 страницResume 202309040934dubai eyeОценок пока нет
- Termsconditions of JionetДокумент3 страницыTermsconditions of JionetskОценок пока нет
- Legal Framework of Industrial RelationsДокумент18 страницLegal Framework of Industrial Relationsdeepu0787Оценок пока нет
- Feasibility QuestionnaireДокумент1 страницаFeasibility QuestionnaireIvy Rose Torres100% (1)
- Webdynpro ResumeДокумент4 страницыWebdynpro ResumeAmarnath ReddyОценок пока нет
- Roasted and Ground Coffee Manufacturing Industry Feasibility StudyДокумент22 страницыRoasted and Ground Coffee Manufacturing Industry Feasibility StudyGhirmaye AbebeОценок пока нет
- Video Case 1.1 Burke: Learning and Growing Through Marketing ResearchДокумент3 страницыVideo Case 1.1 Burke: Learning and Growing Through Marketing ResearchAdeeba 1Оценок пока нет
- Republic vs. CA (G.R. No. 139592, October 5, 2000)Документ11 страницRepublic vs. CA (G.R. No. 139592, October 5, 2000)Alexandra Mae GenorgaОценок пока нет
- Katalog Bonnier BooksДокумент45 страницKatalog Bonnier BooksghitahirataОценок пока нет
- Natures CandyДокумент19 страницNatures CandyFanejegОценок пока нет
- Estimating Capital Costs From An Equipment List: A Case StudyДокумент8 страницEstimating Capital Costs From An Equipment List: A Case StudyWatsonnОценок пока нет