Вам также может понравиться
- Operations Management (ME-601) UNIT 2,3: Prof. S. N. VarmaДокумент256 страницOperations Management (ME-601) UNIT 2,3: Prof. S. N. Varmaanimesh650866Оценок пока нет
- Improving 3D Printing Laboratory Operations: A Case Study of Lean Six Sigma ImplementationДокумент10 страницImproving 3D Printing Laboratory Operations: A Case Study of Lean Six Sigma ImplementationBOHR International Journal of Operations Management Research and Practices (BIJOMRP)Оценок пока нет
- Plant LayoutДокумент34 страницыPlant Layoutshivakumar N100% (2)
- JIT Kaizen 1666650411Документ300 страницJIT Kaizen 1666650411You ElОценок пока нет
- The Probalance Mixed Model Line BalancingДокумент2 страницыThe Probalance Mixed Model Line BalancingsagarbolisettiОценок пока нет
- Accelerating Industry 4.0Документ39 страницAccelerating Industry 4.0Mary JosephineОценок пока нет
- Design of Production SystemДокумент31 страницаDesign of Production Systemglynis_rocks7145Оценок пока нет
- SRE - Week - 2 - RE Process & Levels of RequirementsДокумент29 страницSRE - Week - 2 - RE Process & Levels of RequirementsHamzaa MohsinОценок пока нет
- Inventory MGMTДокумент35 страницInventory MGMTPawan Vintu71% (7)
- MSE-415 Lecture 9 Chapter 9 and 11 - 2007Документ57 страницMSE-415 Lecture 9 Chapter 9 and 11 - 2007Koe Chien ThongОценок пока нет
- Agile Supply ChainДокумент22 страницыAgile Supply ChainkokojerryОценок пока нет
- Types of Layout and Discrete ManufacturingДокумент27 страницTypes of Layout and Discrete ManufacturingVicky Singh100% (1)
- Lean Manufacturing PrinciplesДокумент141 страницаLean Manufacturing PrinciplesNarendrakumar100% (9)
- Digital Manufacturing and Assembly Systems in Industry 4.0Документ177 страницDigital Manufacturing and Assembly Systems in Industry 4.0Adrin Ramdana RaufОценок пока нет
- Assignment 1Документ7 страницAssignment 1Ann Coleen KayОценок пока нет
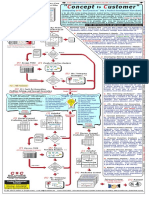
- " Oncept Ustomer": SolutionsДокумент1 страница" Oncept Ustomer": SolutionsJac DОценок пока нет
- Lean Management: Principles, Tools, and Techniques: #TqmforbetterfutureДокумент33 страницыLean Management: Principles, Tools, and Techniques: #Tqmforbetterfuturenasif andriantoОценок пока нет
- List of Manufacturing MethodsДокумент4 страницыList of Manufacturing MethodsibraОценок пока нет
- System Engineering A Management PerspectiveДокумент22 страницыSystem Engineering A Management Perspectivejohnrock2010100% (1)
- Eliminating Waste & Variance with PMTДокумент161 страницаEliminating Waste & Variance with PMTSundar Narayanan100% (1)
- Concurrent EngineeringДокумент42 страницыConcurrent EngineeringAnonymous p8bHAAxОценок пока нет
- Lean Case StudiesДокумент8 страницLean Case StudiesTengku SmyОценок пока нет
- Opm-Bba-Wk 1-2013Документ29 страницOpm-Bba-Wk 1-2013afzaalkhnОценок пока нет
- JIT Operations Management Week 14Документ37 страницJIT Operations Management Week 14Muhammad Arsalan ChouhanОценок пока нет
- Lean Vs Six SigmaДокумент23 страницыLean Vs Six SigmabowbeforeallahОценок пока нет
- Maintain Continuous Improvement SystemДокумент76 страницMaintain Continuous Improvement SystemJaleto sunkemoОценок пока нет
- Systematic Layout PlanningДокумент9 страницSystematic Layout PlanningchirpynikОценок пока нет
- Value Stream Mapping: Management Is EssentialДокумент26 страницValue Stream Mapping: Management Is Essentialjohn2307Оценок пока нет
- SMLC Smart ManufacturingДокумент36 страницSMLC Smart ManufacturingKhalil SoumahoroОценок пока нет
- CRC® The Customer-Driven Organization - Employing The Kano Model 2015 PDFДокумент116 страницCRC® The Customer-Driven Organization - Employing The Kano Model 2015 PDFMuFengОценок пока нет
- SCHEDULINGДокумент29 страницSCHEDULINGkishoreОценок пока нет
- Literature review on theories of agility and lean managementДокумент21 страницаLiterature review on theories of agility and lean managementSundar Ranju0% (1)
- Process Management: ISBN 978-953-307-085-8Документ356 страницProcess Management: ISBN 978-953-307-085-8RAUL EDUARDO GUTIERREZ COITIÑOОценок пока нет
- 1 2-WritingBetterRequirementsДокумент23 страницы1 2-WritingBetterRequirementsBoris KoroveshОценок пока нет
- System Infrastructure Assessment Template Group 1Документ5 страницSystem Infrastructure Assessment Template Group 1api-315915714Оценок пока нет
- Benchmarking, Quality Costs, and Performance ManagementДокумент35 страницBenchmarking, Quality Costs, and Performance Managementbj3326Оценок пока нет
- Managing Emerging Tech for Business SuccessДокумент17 страницManaging Emerging Tech for Business Successfaith ola100% (1)
- Six Sigma Lecture NotesДокумент84 страницыSix Sigma Lecture NotesRyan Jeffrey Padua Curbano100% (1)
- Design and ManufacturingДокумент49 страницDesign and ManufacturingThulasi Doss100% (2)
- Value Analysis & Value Engineering - Kaizen WorkshopДокумент2 страницыValue Analysis & Value Engineering - Kaizen WorkshopLOKESH KUMAR SINHAОценок пока нет
- Operations ManagementДокумент50 страницOperations ManagementyknidОценок пока нет
- The Supply Chain Manager'S Handbook: A Practical Guide To The Management of Health CommoditiesДокумент105 страницThe Supply Chain Manager'S Handbook: A Practical Guide To The Management of Health CommoditiesDIEM LE THI NGOCОценок пока нет
- Session01 - Introduction To Material ManagementДокумент45 страницSession01 - Introduction To Material Managementnikhil_rayasam100% (2)
- IT For ManufacturingДокумент191 страницаIT For ManufacturingSwastik MishraОценок пока нет
- Enterprise Dynamics TutorialДокумент66 страницEnterprise Dynamics TutorialBaracОценок пока нет
- Value Stream Mapping - TQMДокумент27 страницValue Stream Mapping - TQMyashar2500Оценок пока нет
- D3 - CT TreeДокумент14 страницD3 - CT Treeanjo0225Оценок пока нет
- A Kano Model Based Computer System For Respondents Determination: Customer Needs Analysis For Product Development AspectsДокумент5 страницA Kano Model Based Computer System For Respondents Determination: Customer Needs Analysis For Product Development AspectsDr. Engr. Md Mamunur RashidОценок пока нет
- Hardware in The LoopДокумент13 страницHardware in The LoopsebarbapapaОценок пока нет
- AMS - Hollier MehodsДокумент78 страницAMS - Hollier MehodsKapil MittalОценок пока нет
- CAD/CAM and CIM ScopeДокумент21 страницаCAD/CAM and CIM ScopeusamaumerОценок пока нет
- A Review of CPS 5 Components Architecture For Manufacturing Based On StandardsДокумент6 страницA Review of CPS 5 Components Architecture For Manufacturing Based On StandardsMathew ChackoОценок пока нет
- VSMДокумент22 страницыVSMஅன்பு ஜோயல்Оценок пока нет
- Lean Principles: Being Fast, Flexible, Economic Author: DR Rhys Rowland-JonesДокумент20 страницLean Principles: Being Fast, Flexible, Economic Author: DR Rhys Rowland-JonesVijeshVijuОценок пока нет
- Six Sigma Basics: Latest ArticlesДокумент2 страницыSix Sigma Basics: Latest ArticlesSabbirHasanОценок пока нет
- Value AnalysisДокумент88 страницValue AnalysisPandula MaddumageОценок пока нет
- Work Systems Groover PDF DnisterbizДокумент5 страницWork Systems Groover PDF DnisterbizFelipe OliverosОценок пока нет
- Productivity and Reliability-Based Maintenance Management, Second EditionОт EverandProductivity and Reliability-Based Maintenance Management, Second EditionОценок пока нет
- Contoh Tugas EPLДокумент14 страницContoh Tugas EPLNur ShiyaamОценок пока нет
- Introduction of SchemasДокумент36 страницIntroduction of SchemasNur ShiyaamОценок пока нет
- As-Shahihah - Syaikh Al-AlbaniДокумент120 страницAs-Shahihah - Syaikh Al-AlbaniNur ShiyaamОценок пока нет
- Org All PDFДокумент237 страницOrg All PDFNur ShiyaamОценок пока нет
- W1 - Introduction To System Modelling and SimulationДокумент17 страницW1 - Introduction To System Modelling and SimulationNur ShiyaamОценок пока нет
- Targeting Attractive Market SegmentsДокумент20 страницTargeting Attractive Market SegmentsNur Shiyaam100% (1)
- Organizational StructureДокумент28 страницOrganizational StructureNur ShiyaamОценок пока нет
- Jffis: H LN (X. - CC - TQ T Ffi, FДокумент13 страницJffis: H LN (X. - CC - TQ T Ffi, FNur ShiyaamОценок пока нет
- Training Principles for Performance and Injury PreventionДокумент14 страницTraining Principles for Performance and Injury PreventionabavoОценок пока нет
- LPDP Presentation SlidesДокумент48 страницLPDP Presentation SlidesNur ShiyaamОценок пока нет
- Mba 532 CH12Документ21 страницаMba 532 CH12Nur ShiyaamОценок пока нет
- Consumer MarketsДокумент25 страницConsumer MarketsNur ShiyaamОценок пока нет
- Training Principles for Performance and Injury PreventionДокумент14 страницTraining Principles for Performance and Injury PreventionabavoОценок пока нет
- Training Principles for Performance and Injury PreventionДокумент14 страницTraining Principles for Performance and Injury PreventionabavoОценок пока нет
- 4 What Is MarketedДокумент5 страниц4 What Is MarketedNur ShiyaamОценок пока нет
- The Marketing Environment PDFДокумент3 страницыThe Marketing Environment PDFzzkhanhОценок пока нет
- Decision SciencesДокумент25 страницDecision SciencesNur ShiyaamОценок пока нет
- Cause and Effect+DiagramДокумент17 страницCause and Effect+DiagramNazirul MubinОценок пока нет
- SMBB Telkom 2009 - Bahasa InggrisДокумент3 страницыSMBB Telkom 2009 - Bahasa InggrisNur ShiyaamОценок пока нет
- Transition SignalsДокумент2 страницыTransition SignalsNur ShiyaamОценок пока нет
- (Open This Document in 'Page Layout' View!) : TABLE 15: Cumulative Binomial Distribution - 1Документ8 страниц(Open This Document in 'Page Layout' View!) : TABLE 15: Cumulative Binomial Distribution - 1Sathan RamasamyОценок пока нет
- PtableДокумент10 страницPtableNur ShiyaamОценок пока нет
- Jurnal SkripsiДокумент20 страницJurnal SkripsiRahma AzizahОценок пока нет
- ERP II - in Automotive IndustryДокумент4 страницыERP II - in Automotive IndustryKiranОценок пока нет
- 25 Essential Lean Tools ExplainedДокумент3 страницы25 Essential Lean Tools ExplainedsansagithОценок пока нет
- 121 ASTM ISO StandardsДокумент3 страницы121 ASTM ISO StandardsHestu Adi WicaksonoОценок пока нет
- Cimatron - CAD/CAM Solution For Die MakingДокумент20 страницCimatron - CAD/CAM Solution For Die MakingMrLanternОценок пока нет
- Plant Layout and Location DecisionsДокумент52 страницыPlant Layout and Location DecisionsAEHYUN YENVYОценок пока нет
- IME 481 - Achieving The Future State The Future StateДокумент8 страницIME 481 - Achieving The Future State The Future StateRaghavendra KalyanОценок пока нет
- Process Planning and Cost EstimatingДокумент19 страницProcess Planning and Cost EstimatingNihalRanjanОценок пока нет
- Wal-Mart's Supply Chain: A Business SuccessДокумент23 страницыWal-Mart's Supply Chain: A Business SuccessMahmud JubaerОценок пока нет
- CAM Lab Manual Expereiment - 10-13 - CAMДокумент9 страницCAM Lab Manual Expereiment - 10-13 - CAMmilanmottaОценок пока нет
- OpsДокумент32 страницыOpsShivani SaxenaОценок пока нет
- Remedial 2Документ6 страницRemedial 2Jelwin Enchong BautistaОценок пока нет
- FMEA SampleДокумент9 страницFMEA Samplebmyertekin100% (1)
- SPX PDFДокумент4 страницыSPX PDFgabriel_127971761Оценок пока нет
- A Study of Supply Chain Management Performs in Indian MRO Paper Mill ProblemДокумент3 страницыA Study of Supply Chain Management Performs in Indian MRO Paper Mill ProblemerpublicationОценок пока нет
- The Manufacturing Process of Ballpoint PensДокумент3 страницыThe Manufacturing Process of Ballpoint PensGopalakrishnan Kuppuswamy100% (1)
- CH 11Документ25 страницCH 11Emmanuel TeoОценок пока нет
- Chapter 2Документ58 страницChapter 2addweb08Оценок пока нет
- Product Costing NotesДокумент8 страницProduct Costing NotesThirunavukkarasu SelvarajОценок пока нет
- Bill of Material: Kelompok 2 (Nilam Dan Winanda)Документ1 страницаBill of Material: Kelompok 2 (Nilam Dan Winanda)rizki silvianaОценок пока нет
- Value Stream MappingДокумент296 страницValue Stream MappingKawadasan100% (9)
- Practical Solid Modeling For 3d Printing With Openscad 2013-09-25Документ140 страницPractical Solid Modeling For 3d Printing With Openscad 2013-09-25tesla-dax100% (1)
- Multiple Choice Questions on Total Quality Management and Lean ConceptsДокумент29 страницMultiple Choice Questions on Total Quality Management and Lean ConceptsFaisal khanОценок пока нет
- Basics of SAP Standard Cost Estimate - Understan 1... - SCNДокумент15 страницBasics of SAP Standard Cost Estimate - Understan 1... - SCNDionisis PanagopoulosОценок пока нет
- 01 02 Intro To SQAДокумент57 страниц01 02 Intro To SQAafzhussainОценок пока нет
- CMMS and APMДокумент20 страницCMMS and APMKannan Palanisamy100% (1)
- R 1000 Per VehiclesДокумент7 страницR 1000 Per VehiclesJanОценок пока нет
- Kia Sephia Clutch & Planetary GearsДокумент11 страницKia Sephia Clutch & Planetary GearsJose PichinteОценок пока нет
- Inovasi: Manajemen Inovasi Dan TeknologiДокумент17 страницInovasi: Manajemen Inovasi Dan TeknologiruriОценок пока нет