Вам также может понравиться
- Lecture # 4 Investment CastingДокумент53 страницыLecture # 4 Investment CastingAbdulRehman Ahmed SoomroОценок пока нет
- Investment Casting: Workshop ProjectДокумент25 страницInvestment Casting: Workshop Project2K20CH39 Kshitij ShubhamОценок пока нет
- Casting Processes: DR Ajay BatishДокумент46 страницCasting Processes: DR Ajay BatishAlisha GuptaОценок пока нет
- Special CastingДокумент24 страницыSpecial CastingManohara ErlaОценок пока нет
- Metal Casting Process Types & Design GuidelinesДокумент71 страницаMetal Casting Process Types & Design GuidelinesVijay Pawar100% (2)
- Investment Casting ProcessesДокумент10 страницInvestment Casting ProcessesPragyan Kumar PradhanОценок пока нет
- Manufacturing Engine BlockДокумент41 страницаManufacturing Engine BlockAahana KhannaОценок пока нет
- Different Casting Methods ExplainedДокумент14 страницDifferent Casting Methods ExplainedRamoji Aditya Chary100% (1)
- Manufacturing ProcessesДокумент16 страницManufacturing ProcessesAnn MutisyaОценок пока нет
- Investment Casting Guide: Process, Advantages & Applications /TITLEДокумент88 страницInvestment Casting Guide: Process, Advantages & Applications /TITLEraymon sharmaОценок пока нет
- Manufacturing Processes Manufacturing Processes ME ME - 222 222Документ66 страницManufacturing Processes Manufacturing Processes ME ME - 222 222shahnawaz875Оценок пока нет
- Casting Process Guide for Manufacturing PartsДокумент3 страницыCasting Process Guide for Manufacturing Partskrishna tejaОценок пока нет
- INVESTMENT CASTING (Shiv)Документ12 страницINVESTMENT CASTING (Shiv)2K20CH39 Kshitij ShubhamОценок пока нет
- Casting DefectДокумент5 страницCasting DefectSaurabhОценок пока нет
- BTM4723 - Lect 2 Adv CastingДокумент46 страницBTM4723 - Lect 2 Adv CastingMas Ayu HassanОценок пока нет
- Ningbo Yinzhou Ke Ming Machinery Manufacturing Co., Ltd.Документ5 страницNingbo Yinzhou Ke Ming Machinery Manufacturing Co., Ltd.kemingОценок пока нет
- Producing Metal CastingsДокумент8 страницProducing Metal CastingsPradeep Pandurang JadhavОценок пока нет
- Types of Casting and InspectionДокумент5 страницTypes of Casting and InspectionSahal T YousephОценок пока нет
- Unit-V Investment Casting of SuperalloysДокумент36 страницUnit-V Investment Casting of SuperalloysJ JhansibaiОценок пока нет
- ME 664 Lecture on Investment Casting and Microcasting ProcessesДокумент21 страницаME 664 Lecture on Investment Casting and Microcasting ProcessesMayank GaurОценок пока нет
- Wikipedia - FoundaryДокумент7 страницWikipedia - Foundaryshovit singh100% (1)
- BMP Report G6Документ3 страницыBMP Report G6Damage SinghОценок пока нет
- Castingitstypes 140222031231 Phpapp02Документ85 страницCastingitstypes 140222031231 Phpapp02Harmain Ahmed CMОценок пока нет
- ME 330 Manufacturing Processes Casting Processes (Cont.)Документ39 страницME 330 Manufacturing Processes Casting Processes (Cont.)Sibu SibuОценок пока нет
- Pengecoran Khusus Pertemuan 5 Dan 6Документ64 страницыPengecoran Khusus Pertemuan 5 Dan 6Laurensius JoshuaОценок пока нет
- Casting Its TypesДокумент84 страницыCasting Its Typesanmanjunath086Оценок пока нет
- MM Experiment ReportДокумент10 страницMM Experiment ReportAbdullah ArshadОценок пока нет
- Investment Casting: Design GuidebookДокумент9 страницInvestment Casting: Design GuidebookPaing PhyoeОценок пока нет
- Casting and Welding GuideДокумент27 страницCasting and Welding GuidePavaniОценок пока нет
- Dr. Babasaheb Ambedkar Technological University, LonereДокумент36 страницDr. Babasaheb Ambedkar Technological University, LonereNikhil PawarОценок пока нет
- Special CastingДокумент71 страницаSpecial CastingPawan RathiОценок пока нет
- Dr. Chaitanya Sharma Phd. Iit RoorkeeДокумент40 страницDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeОценок пока нет
- Ae15301-Aircraft Materials and Manufacturing Technology PDFДокумент115 страницAe15301-Aircraft Materials and Manufacturing Technology PDFDurai Raj Kumar100% (1)
- Long AnswerДокумент3 страницыLong AnswerVarinder MouryaОценок пока нет
- Ae15301 AMMTДокумент98 страницAe15301 AMMTDurai Raj KumarОценок пока нет
- MP-I-Lecture No. 15-16Документ27 страницMP-I-Lecture No. 15-16Osaid AhmadОценок пока нет
- Internship Report: Heavy Industries TaxilaДокумент49 страницInternship Report: Heavy Industries TaxilaSyed Waqas HussainОценок пока нет
- TDFC Global Engineering Solutions CompanyДокумент189 страницTDFC Global Engineering Solutions CompanyplanningОценок пока нет
- Basic Mechanical & MechanismДокумент56 страницBasic Mechanical & MechanismAdian SivaОценок пока нет
- Metal Casting, Mechanical EngineeringДокумент36 страницMetal Casting, Mechanical Engineering19-172 kritartha SarmaОценок пока нет
- Investment Casting Process and ApplicationsДокумент28 страницInvestment Casting Process and ApplicationsKristin Louise Agbulos100% (1)
- Die Casting ResearchДокумент10 страницDie Casting Researchمحمد الخالديОценок пока нет
- Final Assignment AMPДокумент9 страницFinal Assignment AMPMebrahtom LuelОценок пока нет
- Sp. Casting ProcessesДокумент71 страницаSp. Casting Processesakshatkumargarg 2K20PE09Оценок пока нет
- CH 1-Foundry Plant Lay OutДокумент29 страницCH 1-Foundry Plant Lay Outgosaye desalegn60% (5)
- Foundry Hand ToolsДокумент83 страницыFoundry Hand ToolsKiran MunavalliОценок пока нет
- Piston ManufacturingДокумент41 страницаPiston ManufacturingDima AlinОценок пока нет
- Manufacturing ProcessДокумент6 страницManufacturing ProcessRk RanaОценок пока нет
- Metal Casting Methods and ApplicationsДокумент31 страницаMetal Casting Methods and ApplicationsKelvin KVОценок пока нет
- Metal CastingДокумент40 страницMetal CastingFahmi Sanji AlexanderОценок пока нет
- THE INVESTMENT PROCESS EXPLAINEDДокумент10 страницTHE INVESTMENT PROCESS EXPLAINEDStefanescu BogdanОценок пока нет
- Chapter 4 - Casting ProcessesДокумент40 страницChapter 4 - Casting ProcessesErnawati ZailiОценок пока нет
- Basics of ManufacturingДокумент28 страницBasics of ManufacturingAmmarОценок пока нет
- Conventional CastingДокумент7 страницConventional CastingEmyl SantosОценок пока нет
- Manufacturing Process: I Semester ES-119Документ170 страницManufacturing Process: I Semester ES-119sayan halderОценок пока нет
- Learn Critical Aspects of Pattern and Mould Making in FoundryОт EverandLearn Critical Aspects of Pattern and Mould Making in FoundryОценок пока нет
- Spot Welding Interview Success: An Introduction to Spot WeldingОт EverandSpot Welding Interview Success: An Introduction to Spot WeldingОценок пока нет
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkОт EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkОценок пока нет
- Massey Ferguson MF 3050 TRACTOR Service Parts Catalogue Manual (Part Number 1637170)Документ17 страницMassey Ferguson MF 3050 TRACTOR Service Parts Catalogue Manual (Part Number 1637170)qlb898316Оценок пока нет
- Sheet Metal DesignДокумент71 страницаSheet Metal DesignParag JaiswalОценок пока нет
- Maryland MetricsДокумент16 страницMaryland MetricsSupriatnaAgusОценок пока нет
- 1 Casting IntroДокумент15 страниц1 Casting IntroMayank SharmaОценок пока нет
- Metric Fine ThreadДокумент3 страницыMetric Fine ThreadBrendan CreanerОценок пока нет
- TC AcmeThreadformsДокумент3 страницыTC AcmeThreadformsdbaldricaОценок пока нет
- iso3408-4-2006_standard5105-ballscrewДокумент26 страницiso3408-4-2006_standard5105-ballscrewsomenameОценок пока нет
- That Thread: HydraulicsДокумент3 страницыThat Thread: HydraulicsMorteza ShakerienОценок пока нет
- Enme 331-Fundamentals of CastingДокумент48 страницEnme 331-Fundamentals of CastingAhmed AbdulrhmanОценок пока нет
- Dehaye CatalogДокумент544 страницыDehaye CatalogRogier van der HeideОценок пока нет
- Ambica Steel's ProductДокумент5 страницAmbica Steel's Productkuldeep SinghОценок пока нет
- Basics of Sheet Metal WorkingДокумент12 страницBasics of Sheet Metal WorkingTooba100% (1)
- ASME Y14.6-2001 (R2007), Screw Thread RepresentationДокумент27 страницASME Y14.6-2001 (R2007), Screw Thread RepresentationDerekОценок пока нет
- Echo Standard Thread ChartДокумент2 страницыEcho Standard Thread ChartMaximiliano Vandee C. MitakdaОценок пока нет
- Casting Tools and EquipmentДокумент6 страницCasting Tools and EquipmentFEAR OoОценок пока нет
- FORGINGДокумент42 страницыFORGINGHarkirat SinghОценок пока нет
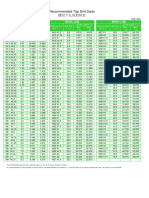
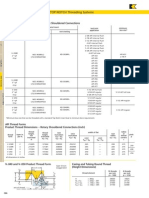
- Recommended Tap Drill SizesДокумент4 страницыRecommended Tap Drill SizesJason-chungОценок пока нет
- Ficha Tecnica Pija Punta BrocaДокумент1 страницаFicha Tecnica Pija Punta BrocajulioОценок пока нет
- BSP Thread ChartДокумент4 страницыBSP Thread ChartSaidas sekaran70% (10)
- Vargus Mini Pro Catalog MetricДокумент52 страницыVargus Mini Pro Catalog MetricDedik HandokoОценок пока нет
- Tabel Filete EMUGEДокумент1 страницаTabel Filete EMUGEgiorgio_gex4758100% (1)
- Sheet Metal Cutting (Shearing)Документ7 страницSheet Metal Cutting (Shearing)Sachin PatelОценок пока нет
- API v-.038 Thread Tech DetailsДокумент1 страницаAPI v-.038 Thread Tech DetailsabhijitrathiОценок пока нет
- Acme Thread 29 Formulas Depth 0.5/N+0.01Документ6 страницAcme Thread 29 Formulas Depth 0.5/N+0.01Dhanraj VasanthОценок пока нет
- Blow Moulding1Документ54 страницыBlow Moulding1M PraveenОценок пока нет
- Internal Thread Dimensions For UNC Screw Thread 2016Документ1 страницаInternal Thread Dimensions For UNC Screw Thread 2016J. Fabián MenaОценок пока нет
- Selecting Manufacturing ProcessДокумент57 страницSelecting Manufacturing ProcessKamal ThummarОценок пока нет
- 14 Chandan Deep SinghДокумент8 страниц14 Chandan Deep SinghVinod ChandranОценок пока нет
- Riser DesignДокумент9 страницRiser DesignAbhipray SharmaОценок пока нет
- Dead Trigger 2Документ10 страницDead Trigger 2ϟϟ YOSHIDA WAFFEN ϟϟОценок пока нет