Вам также может понравиться
- Plant Layout: Submitted By: Lalit MagoДокумент18 страницPlant Layout: Submitted By: Lalit MagoAngelina WattssОценок пока нет
- Chapter-3 PlantlayoutДокумент68 страницChapter-3 PlantlayoutsrikantushaОценок пока нет
- Plant-Layout NotesДокумент17 страницPlant-Layout NotesRahul DesaiОценок пока нет
- Chapter 3 - Plant Location, Layout Line Balancing (Part 1)Документ29 страницChapter 3 - Plant Location, Layout Line Balancing (Part 1)shirleyna saraОценок пока нет
- Facilities Layout (Plant Layout)Документ8 страницFacilities Layout (Plant Layout)Kunwar Sa Amit SinghОценок пока нет
- 05facility LayoutДокумент31 страница05facility LayoutDivya ShindeОценок пока нет
- Plant Layout (Ch-3)Документ57 страницPlant Layout (Ch-3)ajit88akОценок пока нет
- Unit-2 Plant Location and Facility PlanningДокумент12 страницUnit-2 Plant Location and Facility Planninghifarod266Оценок пока нет
- 02-2 Plant Layout & Piping SystemДокумент10 страниц02-2 Plant Layout & Piping SystemLady Abegail AbraoОценок пока нет
- Plant Location & Layout DesignДокумент26 страницPlant Location & Layout DesignAli MahmoudОценок пока нет
- What Is A Plant LayoutДокумент5 страницWhat Is A Plant LayoutVIVEK KUMAR SINGH 13Оценок пока нет
- 02-2 Plant Layout & Piping SystemДокумент10 страниц02-2 Plant Layout & Piping SystemJhoann CastroОценок пока нет
- Placement of Plant AND Layout EquipmentДокумент18 страницPlacement of Plant AND Layout EquipmentschaОценок пока нет
- LayoutДокумент18 страницLayoutD Nitins SharmaОценок пока нет
- Operations Management: Layout and Flow Designs INДокумент24 страницыOperations Management: Layout and Flow Designs INIsaac OwusuОценок пока нет
- PLant Location - JegadeesanДокумент17 страницPLant Location - JegadeesanShuaib AktharОценок пока нет
- Basic Layout Types: 1. Product Layouts 2. Process Layouts 3. Fixed-Position Layout 4. Hybrid/Combination LayoutsДокумент16 страницBasic Layout Types: 1. Product Layouts 2. Process Layouts 3. Fixed-Position Layout 4. Hybrid/Combination LayoutsAnaya MalikОценок пока нет
- Operations Management Lecture - 4Документ6 страницOperations Management Lecture - 4tusharОценок пока нет
- Types of LayoutsДокумент3 страницыTypes of LayoutsMohit aswalОценок пока нет
- Facility Location & LayoutДокумент22 страницыFacility Location & LayoutHeavy Gunner86% (7)
- Plant LayoutДокумент5 страницPlant LayoutMuhibullah MuhibОценок пока нет
- Facility Layout NotesДокумент6 страницFacility Layout NotesOckouri BarnesОценок пока нет
- Plant Layout TelsangДокумент10 страницPlant Layout TelsangKhushi SalgaonkarОценок пока нет
- Organization of WorkshopДокумент8 страницOrganization of WorkshopkjОценок пока нет
- Production Management Unit 3Документ51 страницаProduction Management Unit 3Meghna PurohitОценок пока нет
- Types of Layout-PPCДокумент14 страницTypes of Layout-PPCPrajwal RahangdaleОценок пока нет
- IEM Unit 1Документ21 страницаIEM Unit 1M.suresh SureshОценок пока нет
- Plant Layout: Concept, Objectives, Principles and TypesДокумент6 страницPlant Layout: Concept, Objectives, Principles and Typesbernabas100% (1)
- Plant/Facility LayoutДокумент6 страницPlant/Facility Layoutsourav736eeОценок пока нет
- Operation Management RoughДокумент9 страницOperation Management RoughRashi virkudОценок пока нет
- Kombolcha Institute of Technology Department of Industrial EngineeringДокумент41 страницаKombolcha Institute of Technology Department of Industrial EngineeringFakihat MohammedОценок пока нет
- POM Unit 2 FДокумент19 страницPOM Unit 2 FRitikshankar YadavОценок пока нет
- Plant Layout Operation ManagementДокумент7 страницPlant Layout Operation ManagementKAPIL VARSHNEYОценок пока нет
- Facility LayoutДокумент34 страницыFacility LayoutTabi AlamОценок пока нет
- Iare PLMHДокумент145 страницIare PLMHMuhammad Talha KhanОценок пока нет
- 20201019-Plant Layout and Material HandlingДокумент78 страниц20201019-Plant Layout and Material HandlingRavi KumarОценок пока нет
- Plant LayoutДокумент51 страницаPlant Layoutعبدالله عمرОценок пока нет
- Week - 5 LAQ - Operations ManagementДокумент5 страницWeek - 5 LAQ - Operations Managementbabitha76260Оценок пока нет
- Plant Layout & Forecasting & Price PolicyДокумент28 страницPlant Layout & Forecasting & Price PolicyKaran DesaiОценок пока нет
- MP Safety & LayoutДокумент11 страницMP Safety & LayoutM IRFANОценок пока нет
- 3 LayoutДокумент5 страниц3 LayoutcontactdevilhereОценок пока нет
- Ingenieria Industrial Administracion de Operaciones Ii: Tema: Production and Inventory Management Environment MaestroДокумент26 страницIngenieria Industrial Administracion de Operaciones Ii: Tema: Production and Inventory Management Environment MaestroMartin CastroОценок пока нет
- Classification and Advantages of Plant LayoutДокумент6 страницClassification and Advantages of Plant LayoutKrishna big fan of maheshbabuОценок пока нет
- PLMH NotesДокумент78 страницPLMH NotesbagumaОценок пока нет
- PLMH Notes PDFДокумент78 страницPLMH Notes PDFRossi AghdaОценок пока нет
- Facility Layout: Objectives of A Good LayoutДокумент31 страницаFacility Layout: Objectives of A Good LayoutpandalocalОценок пока нет
- Process SelectionДокумент30 страницProcess Selectionjaspreet444100% (1)
- Facility LayoutДокумент24 страницыFacility LayoutShahenaОценок пока нет
- MP Manual 12-11-2020Документ86 страницMP Manual 12-11-2020Uzair NaeemОценок пока нет
- PPC-Lec-4-Plant LayoutДокумент6 страницPPC-Lec-4-Plant LayoutRakib100% (1)
- 8 Plant Layout Additional Material For StudentsДокумент99 страниц8 Plant Layout Additional Material For StudentsLakshay anandОценок пока нет
- Plantlayout 111109213112 Phpapp02Документ18 страницPlantlayout 111109213112 Phpapp02Bala KumaranОценок пока нет
- Plant LayoutДокумент30 страницPlant LayoutRashi MehraОценок пока нет
- Layout DesignДокумент5 страницLayout DesignJessie Radaza Tutor0% (1)
- Plant and Workshop LayoutДокумент45 страницPlant and Workshop LayoutNyan HtetwinОценок пока нет
- Plant LayoutДокумент8 страницPlant LayoutDaman KaurОценок пока нет
- Om Print OutДокумент19 страницOm Print OutAbinsAnthrewKunjadanОценок пока нет
- Plant LocationДокумент18 страницPlant LocationAshish KesarwaniОценок пока нет
- Presentation On Plant LayoutДокумент20 страницPresentation On Plant LayoutSahil NayyarОценок пока нет
- SMED – How to Do a Quick Changeover?: Toyota Production System ConceptsОт EverandSMED – How to Do a Quick Changeover?: Toyota Production System ConceptsРейтинг: 4.5 из 5 звезд4.5/5 (2)
- The Complete Sherlock Holmes: Arthur Conan DoyleДокумент987 страницThe Complete Sherlock Holmes: Arthur Conan DoylekirandatarОценок пока нет
- Sap QuestionnaireДокумент2 страницыSap QuestionnairekirandatarОценок пока нет
- SAP MRP Strategy Made Easy PDFДокумент172 страницыSAP MRP Strategy Made Easy PDFraky0369100% (4)
- Introduction To Operations ResearchДокумент14 страницIntroduction To Operations ResearchPardeep Sharma SОценок пока нет
- Innovation's Nine Critical Success Factors:: by Prof. Vijay GovindarajanДокумент10 страницInnovation's Nine Critical Success Factors:: by Prof. Vijay GovindarajankirandatarОценок пока нет
- The Factories ActДокумент17 страницThe Factories ActkirandatarОценок пока нет
- Reebok Ipl Case StudyДокумент7 страницReebok Ipl Case StudyInMobiОценок пока нет
- Financial Formulas - Ratios (Sheet)Документ3 страницыFinancial Formulas - Ratios (Sheet)carmo-netoОценок пока нет
- Sample - Principle of Management MCQsДокумент4 страницыSample - Principle of Management MCQsAsad Ali100% (2)
- Dbms BasicДокумент31 страницаDbms BasickirandatarОценок пока нет
- Operating SystemДокумент12 страницOperating SystemkirandatarОценок пока нет
- Modern Micro Economic AnalysisДокумент366 страницModern Micro Economic AnalysisGatorTutoringОценок пока нет
- Improving Nutrition Through Home GardeningДокумент49 страницImproving Nutrition Through Home GardeningkirandatarОценок пока нет
- Secrets To Boost Your Brain Power: Brought To You By: Michael Lee, Self-Help Specialist Author ofДокумент43 страницыSecrets To Boost Your Brain Power: Brought To You By: Michael Lee, Self-Help Specialist Author ofkirandatarОценок пока нет
- Hot Rod Deluxe - November 2018Документ84 страницыHot Rod Deluxe - November 2018Friedrich NietzscheОценок пока нет
- A Project On Impact of Post Sales Service On Customer Satisfaction at HERO HONDAДокумент68 страницA Project On Impact of Post Sales Service On Customer Satisfaction at HERO HONDABabasab Patil (Karrisatte)100% (1)
- CP EOQ CalculationДокумент3 страницыCP EOQ CalculationSaidi GwauОценок пока нет
- Company Profile.31202338Документ9 страницCompany Profile.31202338saurabh agrawalОценок пока нет
- Bharat Forge PresentationДокумент18 страницBharat Forge PresentationAniket AkhОценок пока нет
- Open Innovation in EVs - A Case Study of Tesla MotorsДокумент32 страницыOpen Innovation in EVs - A Case Study of Tesla MotorsMarco Arturo Cueva MoralesОценок пока нет
- Mercedes BenzДокумент16 страницMercedes BenzRahul Bansal100% (1)
- Case Studies in Strategy (Catalogue III)Документ130 страницCase Studies in Strategy (Catalogue III)TahseenRanaОценок пока нет
- Dando Dual Mast TerrierДокумент5 страницDando Dual Mast Terrierapi-105789617Оценок пока нет
- Mitsubishi Rosa PDFДокумент262 страницыMitsubishi Rosa PDFjuan80% (15)
- RedBus TicketsdfghjДокумент1 страницаRedBus TicketsdfghjPraveen Kumar0% (1)
- Henry Ford BiographyДокумент3 страницыHenry Ford BiographyAlena JosephОценок пока нет
- VARROC 21 14001 Subcertificate 06Документ1 страницаVARROC 21 14001 Subcertificate 06khadijaОценок пока нет
- Walkie Pallet Trucks PDFДокумент22 страницыWalkie Pallet Trucks PDFForklift Systems Incorporated100% (1)
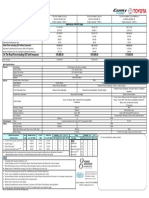
- Camry - PricelistДокумент1 страницаCamry - PricelistIdris AhmadОценок пока нет
- 31-03-2021-1617189096-6-.-2. Engg - Inventory Control of Tyres Tubes & Batteries - TTB - and Lubricants of Veheqpt Plants A Practical Approach For All User Units of Border Roads OrganisationДокумент22 страницы31-03-2021-1617189096-6-.-2. Engg - Inventory Control of Tyres Tubes & Batteries - TTB - and Lubricants of Veheqpt Plants A Practical Approach For All User Units of Border Roads OrganisationImpact JournalsОценок пока нет
- Eje 110/120Документ119 страницEje 110/120As Salaf Hartanto100% (1)
- Feasibility StudyДокумент7 страницFeasibility Studythirsty liquidОценок пока нет
- Units.: AutomobileДокумент13 страницUnits.: AutomobileNiraj ThakurОценок пока нет
- TransportationДокумент57 страницTransportationNeal Castillo100% (1)
- How To Replace X20xev CambeltДокумент5 страницHow To Replace X20xev CambeltRanopiОценок пока нет
- Basic Container Terminal OperationsДокумент5 страницBasic Container Terminal OperationsLeJanx100% (2)
- Save Liddell Road - Open LetterДокумент5 страницSave Liddell Road - Open LetterWHampsteadОценок пока нет
- Case Study On Toyota's Globalization StrategiesДокумент5 страницCase Study On Toyota's Globalization StrategiesPranav SehgalОценок пока нет
- Cooling Tower Longevity Solutions: AftermarketservicesandpartsДокумент16 страницCooling Tower Longevity Solutions: AftermarketservicesandpartsanescuveronicaОценок пока нет
- 208 0950 D Grieg LotusДокумент23 страницы208 0950 D Grieg Lotussharky67Оценок пока нет
- Industry Automotive IFRS AnalysisДокумент11 страницIndustry Automotive IFRS AnalysisHafeel MohamedОценок пока нет
- Sample Safe System of WorkДокумент13 страницSample Safe System of WorkHossamKandil50% (4)
- The Ultimate Preowned 996 Buying GuideДокумент6 страницThe Ultimate Preowned 996 Buying GuideturbobrikОценок пока нет
- GE - Beam Pump Lufkin - Pumping - Units - BR PDFДокумент12 страницGE - Beam Pump Lufkin - Pumping - Units - BR PDFeko wibowoОценок пока нет