Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- 20 HVACR Troubleshooting Problems Volume 2 PDFДокумент63 страницы20 HVACR Troubleshooting Problems Volume 2 PDFWaseem MuhammadОценок пока нет
- 32 Samss 021Документ41 страница32 Samss 021naruto256Оценок пока нет
- Chilled Water PumpsДокумент6 страницChilled Water PumpsNghiaОценок пока нет
- Introduction To Rolling ProcessДокумент2 страницыIntroduction To Rolling ProcessdevtorОценок пока нет
- Generator Protection GuideДокумент71 страницаGenerator Protection GuideWrya Saeed100% (1)
- Circulation of BoilerДокумент5 страницCirculation of BoilerMuralikrishna ArigondaОценок пока нет
- Doha Clinic-Revised (7 Months)Документ4 страницыDoha Clinic-Revised (7 Months)DU A NEОценок пока нет
- AMERONДокумент343 страницыAMERONrajeshn1100% (1)
- Snap-Fit Design ManualДокумент21 страницаSnap-Fit Design ManualAxel DominiqueОценок пока нет
- Intralox in Catalog PDFДокумент346 страницIntralox in Catalog PDFMohammad Bataineh67% (3)
- CEP PresentatioДокумент14 страницCEP PresentatioVinod Mahajan100% (1)
- Project Standards and Specifications Design of Furnace Systems Rev01Документ10 страницProject Standards and Specifications Design of Furnace Systems Rev01Jay LawsonОценок пока нет
- Supercritical PMIДокумент76 страницSupercritical PMIVinod Mahajan100% (1)
- Boilers and Thermic Fluid HeatersДокумент54 страницыBoilers and Thermic Fluid HeatersMathivanan AnbazhaganОценок пока нет
- Steam Tables and ChartsДокумент9 страницSteam Tables and ChartsjpnaveenОценок пока нет
- Presentation Spray-Type Deaerator: StartДокумент26 страницPresentation Spray-Type Deaerator: StartVinod MahajanОценок пока нет
- EED Ater Eaters: Prepared by Arjun Thakur, Referred From Wikipedia & P.K NagДокумент17 страницEED Ater Eaters: Prepared by Arjun Thakur, Referred From Wikipedia & P.K NagVinod MahajanОценок пока нет
- EED Ater Eaters: Prepared by Arjun Thakur, Referred From Wikipedia & P.K NagДокумент17 страницEED Ater Eaters: Prepared by Arjun Thakur, Referred From Wikipedia & P.K NagVinod MahajanОценок пока нет
- Steam Tables and ChartsДокумент9 страницSteam Tables and ChartsjpnaveenОценок пока нет
- Water Chemistry by Brad PDFДокумент30 страницWater Chemistry by Brad PDFVinod MahajanОценок пока нет
- 3.S Couplings SVTLДокумент17 страниц3.S Couplings SVTLVinod MahajanОценок пока нет
- EED Ater Eaters: Prepared by Arjun Thakur, Referred From Wikipedia & P.K NagДокумент17 страницEED Ater Eaters: Prepared by Arjun Thakur, Referred From Wikipedia & P.K NagVinod MahajanОценок пока нет
- EmersonДокумент60 страницEmersonVinod MahajanОценок пока нет
- ALIGNMENT PresentationДокумент27 страницALIGNMENT PresentationVinod MahajanОценок пока нет
- Water Chemistry by Brad PDFДокумент30 страницWater Chemistry by Brad PDFVinod MahajanОценок пока нет
- 3.S Couplings SVTLДокумент17 страниц3.S Couplings SVTLVinod MahajanОценок пока нет
- Energy and WorkДокумент21 страницаEnergy and WorkVinod MahajanОценок пока нет
- Presentation Spray-Type Deaerator: StartДокумент26 страницPresentation Spray-Type Deaerator: StartVinod MahajanОценок пока нет
- 1.fundamentals CouplingДокумент33 страницы1.fundamentals CouplingVinod MahajanОценок пока нет
- Trouble ShootingДокумент12 страницTrouble ShootingVinod MahajanОценок пока нет
- EED Ater Eaters: Prepared by Arjun Thakur, Referred From Wikipedia & P.K NagДокумент17 страницEED Ater Eaters: Prepared by Arjun Thakur, Referred From Wikipedia & P.K NagVinod MahajanОценок пока нет
- Combustion TheoryДокумент12 страницCombustion TheoryAbdus Saboor KhalidОценок пока нет
- Water Chemistry by Brad PDFДокумент30 страницWater Chemistry by Brad PDFVinod MahajanОценок пока нет
- 2.S Couplings FunctionДокумент6 страниц2.S Couplings FunctionVinod MahajanОценок пока нет
- 4.maintenance & Trouble Shooting 1Документ26 страниц4.maintenance & Trouble Shooting 1Vinod MahajanОценок пока нет
- 3.S Couplings SVTLДокумент17 страниц3.S Couplings SVTLVinod MahajanОценок пока нет
- 1.fundamentals CouplingДокумент33 страницы1.fundamentals CouplingVinod MahajanОценок пока нет
- Chapter 3.7 Cooling TowerДокумент17 страницChapter 3.7 Cooling TowerDeep DasОценок пока нет
- CFBCДокумент3 страницыCFBCVinod MahajanОценок пока нет
- Various Infill Patterns and Their Effect in 3D Printable MaterialsДокумент5 страницVarious Infill Patterns and Their Effect in 3D Printable MaterialsInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- 50 Exercises - Extruded Boss - BaseДокумент6 страниц50 Exercises - Extruded Boss - BasengocОценок пока нет
- Im Mckxa McquayДокумент64 страницыIm Mckxa Mcquaydom007thyОценок пока нет
- Ventilation CowlsДокумент12 страницVentilation CowlsShahadatuliskandar RosliОценок пока нет
- Shri G.S. Institute of Technology & Science, Indore-452003 (An Autonomous Institute, Established in 1952)Документ59 страницShri G.S. Institute of Technology & Science, Indore-452003 (An Autonomous Institute, Established in 1952)MUKUL SURYAVANSHI gs2017060Оценок пока нет
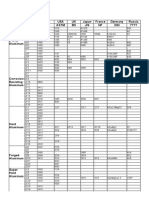
- China (GB) USA UK Japan France Germany Russia Old New Astm BS JIS NF DIN ????Документ2 страницыChina (GB) USA UK Japan France Germany Russia Old New Astm BS JIS NF DIN ????payara111Оценок пока нет
- Avida Centralis PVC Technical EvaluationДокумент2 страницыAvida Centralis PVC Technical EvaluationJovenal TuplanoОценок пока нет
- Formulas Vigas Iso Static As 1Документ4 страницыFormulas Vigas Iso Static As 1Jorge Galván GodoyОценок пока нет
- High Pressure X-Ray Diffraction Studies On Nanocrystalline MaterialsДокумент25 страницHigh Pressure X-Ray Diffraction Studies On Nanocrystalline Materialsbelahmer riham hatimОценок пока нет
- BOMA BESt Questionnaire Light IndustrialДокумент43 страницыBOMA BESt Questionnaire Light IndustrialJulio RicardoОценок пока нет
- AG Spec SheetДокумент1 страницаAG Spec SheetGonzalo AlvarezОценок пока нет
- 01-Samss-039 18122016Документ14 страниц01-Samss-039 18122016ELNA83Оценок пока нет
- Test Certificate DetailsДокумент2 страницыTest Certificate Detailsshrikant bhirudОценок пока нет
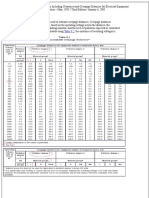
- UL 840 Third Edition January 2005 Section 9 Creepage DistancesДокумент4 страницыUL 840 Third Edition January 2005 Section 9 Creepage DistancesRobert LegaultОценок пока нет
- Steel Wire, High Tensile Strength, Cold Drawn: Standard Specification ForДокумент4 страницыSteel Wire, High Tensile Strength, Cold Drawn: Standard Specification Forsantiago gonzalezОценок пока нет
- Kunkle OverviewДокумент8 страницKunkle Overviewsamix999Оценок пока нет
- FormingPotential EN PDFДокумент28 страницFormingPotential EN PDFNhan LeОценок пока нет
- Behavior of Reinforced Concrete Wide Concealed-Beam PDFДокумент12 страницBehavior of Reinforced Concrete Wide Concealed-Beam PDFMarimuthu KaliyamoorthyОценок пока нет
- PipeWrap BTДокумент2 страницыPipeWrap BTPrashantBaruaОценок пока нет
- Design and Fabrication of Thermoelectric CoolerДокумент12 страницDesign and Fabrication of Thermoelectric CoolerwalkerОценок пока нет
- Polytechnic University of the Philippines Fluid Machinery ExamДокумент4 страницыPolytechnic University of the Philippines Fluid Machinery ExamJohn David AnunciacionОценок пока нет