Вам также может понравиться
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Corrosion Control FundamentalsДокумент32 страницыCorrosion Control FundamentalsPrakashVeerasekarОценок пока нет
- TC VerificationДокумент33 страницыTC VerificationmaheshОценок пока нет
- Astm A514 GR SДокумент9 страницAstm A514 GR SMario GaytanОценок пока нет
- Elbow TrimДокумент4 страницыElbow TrimSeptori GumayОценок пока нет
- AMOДокумент6 страницAMOKirankumar MutnaliОценок пока нет
- Note 7 - Welder Test - Mechanical Test and X-RayДокумент29 страницNote 7 - Welder Test - Mechanical Test and X-RayMohamad Yusuf HelmiОценок пока нет
- ASME SEC VIII DIV I VESSEL DESIGN CODE SUMMARYДокумент2 страницыASME SEC VIII DIV I VESSEL DESIGN CODE SUMMARYpankaj242424Оценок пока нет
- SAIW Course Prospectus 2017Документ76 страницSAIW Course Prospectus 2017Anonymous ejnktktkY7Оценок пока нет
- Drawing B BS 499 Part. 2Документ10 страницDrawing B BS 499 Part. 2محمد اظهرОценок пока нет
- Effects of Welding Variables PDFДокумент1 страницаEffects of Welding Variables PDFfito_sОценок пока нет
- Reflected in WPS If Accepted: FCC BCC HCP FCC Ductile BCC FCC TightДокумент3 страницыReflected in WPS If Accepted: FCC BCC HCP FCC Ductile BCC FCC TightAnonymous DMdGdsOEОценок пока нет
- Asme Ix - Welder Id Rev.2Документ5 страницAsme Ix - Welder Id Rev.2Joseph Peter100% (1)
- Hidden Defects in FittingsДокумент3 страницыHidden Defects in FittingsFerlie IndrapatiОценок пока нет
- STEEL PIPE SCHEDULE CHARTДокумент2 страницыSTEEL PIPE SCHEDULE CHARTSonaliОценок пока нет
- Dimensions and Dimensional Tolerances of Long Radius Elbows 45 and 90 Degrees and 3D Elbows, NPS 1 - 2 To NPS 48, ASME B16.9Документ3 страницыDimensions and Dimensional Tolerances of Long Radius Elbows 45 and 90 Degrees and 3D Elbows, NPS 1 - 2 To NPS 48, ASME B16.9sennimalaiОценок пока нет
- Answer Key For The Inspector's Calc's ExercisesДокумент4 страницыAnswer Key For The Inspector's Calc's ExercisesHeartyscorpionОценок пока нет
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Документ68 страницTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistОценок пока нет
- Timetables and Distance TablesДокумент11 страницTimetables and Distance TablesJoel GrayОценок пока нет
- Welding ProcessДокумент6 страницWelding ProcessRENGANATHAN PОценок пока нет
- SF188 Rev 1 - Welder Qualification Test CertificateДокумент1 страницаSF188 Rev 1 - Welder Qualification Test CertificateMike BoyesОценок пока нет
- Asme Section Ix-Welding - Practice Quest PDFДокумент3 страницыAsme Section Ix-Welding - Practice Quest PDFRajesh KumarОценок пока нет
- HCF N LCM Aptitude QuestionsДокумент10 страницHCF N LCM Aptitude QuestionsavОценок пока нет
- Pipe Fitting - WikipediaДокумент5 страницPipe Fitting - Wikipediaramthecharm_46098467Оценок пока нет
- Trigonometry PDFДокумент18 страницTrigonometry PDFearthwoОценок пока нет
- MSL National Level Category 1 Test 1Документ83 страницыMSL National Level Category 1 Test 1pgОценок пока нет
- Chapter 02: States of Matter (Gases and Liquids)Документ2 страницыChapter 02: States of Matter (Gases and Liquids)Ipshita PathakОценок пока нет
- PWHTДокумент25 страницPWHTBruce leeОценок пока нет
- Appendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Документ24 страницыAppendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Tahir AliОценок пока нет
- What Is Peening?: Frequently Asked QuestionsДокумент2 страницыWhat Is Peening?: Frequently Asked QuestionstuanОценок пока нет
- Welding Consumable GuideДокумент26 страницWelding Consumable Guidebrianpham007100% (1)
- 88 Kangaroo PK 2005 BenjaminДокумент4 страницы88 Kangaroo PK 2005 BenjaminSJK(C) THUNG HONОценок пока нет
- Comparison TableДокумент6 страницComparison TablePand AemonaEonОценок пока нет
- A. Determine A Radius of Riser: To Calculate Welding Length On TKY Joint Please Follow Below InstructionДокумент3 страницыA. Determine A Radius of Riser: To Calculate Welding Length On TKY Joint Please Follow Below InstructionBHARANIОценок пока нет
- ANSI-ASNT CP-105 (2016 Edition)Документ129 страницANSI-ASNT CP-105 (2016 Edition)aun.muhd2100% (1)
- Modul Tambahan Kualifikasi Las (KL)Документ27 страницModul Tambahan Kualifikasi Las (KL)Nurhamsyah Susianto0% (1)
- 2001Gauss7Solution PDFДокумент10 страниц2001Gauss7Solution PDFkarpeoОценок пока нет
- Welding PresentationДокумент65 страницWelding PresentationVasil YordanovОценок пока нет
- Class 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced FlangesДокумент1 страницаClass 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced Flanges║║ Joe Beca ║║Оценок пока нет
- Pipe Schedule Reference ChartДокумент10 страницPipe Schedule Reference ChartRamadossK100% (1)
- DDHB Riveted JointsДокумент7 страницDDHB Riveted JointsranjithkrajОценок пока нет
- Basic Types of Welded JointsДокумент21 страницаBasic Types of Welded JointstranngОценок пока нет
- Armstech Training Division Brochure NewДокумент12 страницArmstech Training Division Brochure NewAnoop ChandranОценок пока нет
- Hydro Aluminium - AlSi7Mg0.6Документ2 страницыHydro Aluminium - AlSi7Mg0.6Raj PrasanthОценок пока нет
- Essential weld gauges for inspectorsДокумент15 страницEssential weld gauges for inspectorssojeckОценок пока нет
- CSWIP3 2 (Lev3)Документ1 страницаCSWIP3 2 (Lev3)walid_megahed100% (1)
- ASME Section IX WPS questions on welding procedure qualificationsДокумент35 страницASME Section IX WPS questions on welding procedure qualificationsdhasdj100% (1)
- Alignment Methods in Rotating EquipmentДокумент6 страницAlignment Methods in Rotating EquipmentInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Corrosion and Cathodic Protection in PipelinesДокумент3 страницыCorrosion and Cathodic Protection in PipelinesPavan_yoyoОценок пока нет
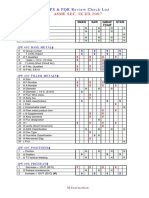
- WPS & PQR Review Check List: Asme Sec. Ix Ed.2007Документ2 страницыWPS & PQR Review Check List: Asme Sec. Ix Ed.2007KyОценок пока нет
- QA vs QC vs INSPECTION: The Key DifferencesДокумент138 страницQA vs QC vs INSPECTION: The Key DifferencesMohd SharainiОценок пока нет
- WeldДокумент3 страницыWeldSenthil SubramanianОценок пока нет
- Welding Bevel Design 3.1 Bevels For Other Than GTAW Root PassДокумент2 страницыWelding Bevel Design 3.1 Bevels For Other Than GTAW Root PassaezeadОценок пока нет
- Dgca Paper-2. Feb. Jun. Oct. Session 2001Документ17 страницDgca Paper-2. Feb. Jun. Oct. Session 2001Pritamjit RoutОценок пока нет
- Welding-Training & InspectionДокумент46 страницWelding-Training & InspectionKentDemeterio100% (3)
- Essential Guide to Welding Processes, Inspection & StandardsДокумент52 страницыEssential Guide to Welding Processes, Inspection & StandardsKaung Htet Cho100% (1)
- New Microsoft Office Word DocumentДокумент16 страницNew Microsoft Office Word DocumentsarathОценок пока нет
- Iw&tt GmawДокумент50 страницIw&tt GmawHimanshu MishraОценок пока нет
- Commonly Used Welding Process Techniques-OverviewДокумент51 страницаCommonly Used Welding Process Techniques-OverviewaadmaadmОценок пока нет
- Civil Project1Документ2 страницыCivil Project1gaganesan1972Оценок пока нет
- CFD FluidДокумент10 страницCFD Fluidgaganesan1972Оценок пока нет
- Teaching English As A Second LanguageДокумент90 страницTeaching English As A Second Languagefb-68124651499% (95)
- Part ModelingДокумент730 страницPart ModelingBhanu SinglaОценок пока нет
- Grinding OperationДокумент1 страницаGrinding Operationgaganesan1972Оценок пока нет
- Mig WeldingДокумент1 страницаMig Weldinggaganesan1972Оценок пока нет
- Covering LetterДокумент1 страницаCovering Lettergaganesan1972Оценок пока нет
- Intellectualde Colleges 2003Документ17 страницIntellectualde Colleges 2003gaganesan1972Оценок пока нет
- 3d Cad-Solidworks Ad Feb-March 2013Документ2 страницы3d Cad-Solidworks Ad Feb-March 2013gaganesan1972Оценок пока нет
- Machinability The Relative Ease of Machining That Is Related To The Hardness of The Material To Be CutДокумент1 страницаMachinability The Relative Ease of Machining That Is Related To The Hardness of The Material To Be Cutgaganesan1972Оценок пока нет
- Project EcceДокумент7 страницProject Eccegaganesan1972Оценок пока нет
- 1 Intellectual Design & EngineeringДокумент12 страниц1 Intellectual Design & Engineeringgaganesan1972Оценок пока нет
- SymbolsДокумент8 страницSymbolsgaganesan1972Оценок пока нет
- DatumsДокумент60 страницDatumsgaganesan1972100% (1)
- Piping Codes PDFДокумент47 страницPiping Codes PDFsosatlantiqueОценок пока нет
- Pro eДокумент3 страницыPro egaganesan1972100% (1)
- Daily Rotien Execise1Документ3 страницыDaily Rotien Execise19718438835Оценок пока нет
- Welcome To Presentation On: Pipe Support Systems & Piping FlexibilityДокумент67 страницWelcome To Presentation On: Pipe Support Systems & Piping Flexibilitysids8292% (24)
- Astm MaterialsДокумент13 страницAstm Materialssathish_iyengarОценок пока нет
- Piping TutorialДокумент42 страницыPiping Tutorialapi-372787995% (19)
- Welding Inspection PresentationДокумент46 страницWelding Inspection PresentationChristo Van Den Heever100% (1)
- Amendment No 1 - IS 875 - Part 3Документ7 страницAmendment No 1 - IS 875 - Part 3Parthiban KandhasamyОценок пока нет
- Chem 16.1 ReviewerДокумент7 страницChem 16.1 ReviewerCindy ChengОценок пока нет
- Shuang Liang Chiller (H2 Series IOM)Документ66 страницShuang Liang Chiller (H2 Series IOM)Adi KurdiОценок пока нет
- The Longest Prestressed Concrete Box Girder Span Bridge in ThailandДокумент8 страницThe Longest Prestressed Concrete Box Girder Span Bridge in ThailandsujupsОценок пока нет
- 1 s2.0 S0038080620315845 MainДокумент10 страниц1 s2.0 S0038080620315845 MainAlexis FaureОценок пока нет
- Liebert PDX Technical Manual Eng PDFДокумент150 страницLiebert PDX Technical Manual Eng PDFJelena PerićОценок пока нет
- NVH Ford PDFДокумент188 страницNVH Ford PDFReshma Mohamed71% (7)
- Presentation VДокумент51 страницаPresentation VGagan SrivastavaОценок пока нет
- PDFДокумент228 страницPDFGayan Madushan KandethanthriОценок пока нет
- CP26 PDFДокумент47 страницCP26 PDFrafik1995Оценок пока нет
- Chapter 2: Earth in SpaceДокумент75 страницChapter 2: Earth in SpaceKen AguilaОценок пока нет
- Sec V B SE 94-RT PDFДокумент14 страницSec V B SE 94-RT PDFNandha GopalОценок пока нет
- IDEAL GAS Vs REAL GASДокумент3 страницыIDEAL GAS Vs REAL GASJopie ArandaОценок пока нет
- Ballistics Science: Projectile Motion and Firearm ForensicsДокумент17 страницBallistics Science: Projectile Motion and Firearm ForensicsCinja ShidoujiОценок пока нет
- Design Wall NH-51Документ46 страницDesign Wall NH-51Navarun VashisthОценок пока нет
- Introduction To Design of Seismically-Isolated Structure in JapanДокумент45 страницIntroduction To Design of Seismically-Isolated Structure in JapanSyafrudin MegnumzОценок пока нет
- Effect of Silica Fume On Mechanical Properties of High-Strength ConcreteДокумент11 страницEffect of Silica Fume On Mechanical Properties of High-Strength ConcreteMmm HhhhОценок пока нет
- Prismatic and Surveyor Compass: Types, Components, Uses and AdjustmentДокумент6 страницPrismatic and Surveyor Compass: Types, Components, Uses and AdjustmentSaHil ShaRmaОценок пока нет
- Lecture 10 Micoulaut Atomistics Glass CourseДокумент34 страницыLecture 10 Micoulaut Atomistics Glass CourseAbhishek ChaturvediОценок пока нет
- Laws of MotionДокумент5 страницLaws of Motionkatie4834Оценок пока нет
- Corrosion & Control - Module3Документ38 страницCorrosion & Control - Module3lalithkumaran LОценок пока нет
- Kinetics of Aqueous CorrosionДокумент54 страницыKinetics of Aqueous CorrosionjcscobucciОценок пока нет
- Arundeep's ICSE MCQ Physics Class 10 SampleДокумент25 страницArundeep's ICSE MCQ Physics Class 10 SampleOneof Yourbrother75% (8)
- Documents 5401 G 5Документ2 страницыDocuments 5401 G 5ductoan32Оценок пока нет
- PVD HardCoating PDFДокумент20 страницPVD HardCoating PDFsatanjrОценок пока нет
- RSXYP16 30KJY1 SiE00 07 Part 1 - Service Manuals - EnglishДокумент193 страницыRSXYP16 30KJY1 SiE00 07 Part 1 - Service Manuals - EnglishghenceaОценок пока нет
- Bid Doc Tender Gas Turbine Combine - 445118aДокумент547 страницBid Doc Tender Gas Turbine Combine - 445118aMas ZuhadОценок пока нет
- Surface TensionДокумент52 страницыSurface TensionramanaiitmadrasОценок пока нет
- Mike WeaverДокумент35 страницMike WeavervilukОценок пока нет
- Chapter 9/19 (71 Marks) : MarkschemeДокумент28 страницChapter 9/19 (71 Marks) : MarkschemeSemwezi EnockОценок пока нет
- You Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherОт EverandYou Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherОценок пока нет
- Lessons from Tara: Life Advice from the World's Most Brilliant DogОт EverandLessons from Tara: Life Advice from the World's Most Brilliant DogРейтинг: 4.5 из 5 звезд4.5/5 (42)
- Sexual Bloopers: An Outrageous, Uncensored Collection of People's Most Embarrassing X-Rated FumblesОт EverandSexual Bloopers: An Outrageous, Uncensored Collection of People's Most Embarrassing X-Rated FumblesРейтинг: 3.5 из 5 звезд3.5/5 (7)
- The Importance of Being Earnest: Classic Tales EditionОт EverandThe Importance of Being Earnest: Classic Tales EditionРейтинг: 4.5 из 5 звезд4.5/5 (42)
- Welcome to the United States of Anxiety: Observations from a Reforming NeuroticОт EverandWelcome to the United States of Anxiety: Observations from a Reforming NeuroticРейтинг: 3.5 из 5 звезд3.5/5 (10)
- The House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedОт EverandThe House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedРейтинг: 4.5 из 5 звезд4.5/5 (5)
- The Asshole Survival Guide: How to Deal with People Who Treat You Like DirtОт EverandThe Asshole Survival Guide: How to Deal with People Who Treat You Like DirtРейтинг: 4 из 5 звезд4/5 (60)
- Other People's Dirt: A Housecleaner's Curious AdventuresОт EverandOther People's Dirt: A Housecleaner's Curious AdventuresРейтинг: 3.5 из 5 звезд3.5/5 (104)
- The Smartest Book in the World: A Lexicon of Literacy, A Rancorous Reportage, A Concise Curriculum of CoolОт EverandThe Smartest Book in the World: A Lexicon of Literacy, A Rancorous Reportage, A Concise Curriculum of CoolРейтинг: 4 из 5 звезд4/5 (14)
- Tidy the F*ck Up: The American Art of Organizing Your Sh*tОт EverandTidy the F*ck Up: The American Art of Organizing Your Sh*tРейтинг: 4.5 из 5 звезд4.5/5 (99)
- Humorous American Short Stories: Selections from Mark Twain, O. Henry, James Thurber, Kurt Vonnegut, Jr. and moreОт EverandHumorous American Short Stories: Selections from Mark Twain, O. Henry, James Thurber, Kurt Vonnegut, Jr. and moreОценок пока нет
- The Best Joke Book (Period): Hundreds of the Funniest, Silliest, Most Ridiculous Jokes EverОт EverandThe Best Joke Book (Period): Hundreds of the Funniest, Silliest, Most Ridiculous Jokes EverРейтинг: 3.5 из 5 звезд3.5/5 (4)