Вам также может понравиться
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasОт EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasОценок пока нет
- Clinker CoolersДокумент17 страницClinker Coolersemad sabri50% (2)
- Clinker CoolersДокумент12 страницClinker CoolersAkhilesh Pratap SinghОценок пока нет
- CoolersДокумент297 страницCoolersMUNNALURU UMAKANTHA RAOОценок пока нет
- WHR Calculation For Cement KilnДокумент11 страницWHR Calculation For Cement KilnHieu DuongОценок пока нет
- Kiln Area Learning ReportДокумент24 страницыKiln Area Learning ReportAbasiemekaОценок пока нет
- Unwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyДокумент5 страницUnwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyharyantoaditОценок пока нет
- Mod 6Документ49 страницMod 6mkpq100% (1)
- Questionnaire For Pyroprocessing ModificationДокумент8 страницQuestionnaire For Pyroprocessing ModificationVijay BhanОценок пока нет
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyДокумент12 страницEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julОценок пока нет
- Pyrojet-Burner (34201)Документ12 страницPyrojet-Burner (34201)Long LêОценок пока нет
- FormulaeДокумент163 страницыFormulaeilvspeedОценок пока нет
- Kilns Khaled PDFДокумент16 страницKilns Khaled PDFbulentbulut100% (1)
- Kiln Preheater Fan CoatingДокумент6 страницKiln Preheater Fan CoatingVijay Bhan100% (1)
- Clinker Cooler OperationДокумент5 страницClinker Cooler OperationJCSОценок пока нет
- Grate CoolerДокумент10 страницGrate CoolerAamir HayatОценок пока нет
- Kiln Area Maintenance Checklist - Infinity For Cement EquipmentДокумент25 страницKiln Area Maintenance Checklist - Infinity For Cement EquipmentAhmed El-ShafeiОценок пока нет
- Heat BalanceДокумент3 страницыHeat Balanceayaskant751001Оценок пока нет
- Flame MomentumДокумент1 страницаFlame Momentumayaskant751001Оценок пока нет
- Cement Mill Calculation DesaignДокумент1 страницаCement Mill Calculation DesaignHilmy MuhammadОценок пока нет
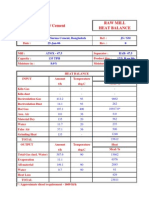
- Raw Mill Heat BalanceДокумент1 страницаRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- 1 Heat BalanceДокумент4 страницы1 Heat BalanceKiran Veerubhotla100% (1)
- Design Criteria For PH & PCДокумент6 страницDesign Criteria For PH & PCtricky777Оценок пока нет
- Cement Energy GuideДокумент70 страницCement Energy GuideAmr A. NaderОценок пока нет
- 3 Cooleftrr - PpsДокумент19 страниц3 Cooleftrr - PpsAli HüthütОценок пока нет
- Pyro Process Equipment PDFДокумент114 страницPyro Process Equipment PDFMohamedОценок пока нет
- BurnerДокумент3 страницыBurnerRavi sharmaОценок пока нет
- Project:: 2800TPD Burning System CalculationДокумент7 страницProject:: 2800TPD Burning System CalculationOUSSAMA LAKHILIОценок пока нет
- Heat & Mass Equation For CementДокумент99 страницHeat & Mass Equation For Cementamit100% (1)
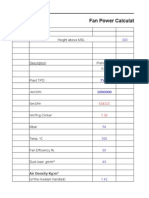
- Kiln Pre Heater Fan Power CalculationДокумент4 страницыKiln Pre Heater Fan Power CalculationVijay Bhan67% (3)
- Pheater Heat BalanceДокумент2 страницыPheater Heat BalanceRaji SuriОценок пока нет
- Preheater Calciner SystemsДокумент8 страницPreheater Calciner SystemsPaknubkОценок пока нет
- Heat Balance (Cooler 2)Документ4 страницыHeat Balance (Cooler 2)Junaid Mazhar100% (1)
- Design of A Rotary Kiln For The ReductionДокумент16 страницDesign of A Rotary Kiln For The ReductionMadhav Krishna M100% (2)
- Heat Balance Kiln & Cooler P 6: InstructionsДокумент32 страницыHeat Balance Kiln & Cooler P 6: Instructionstika100% (1)
- Critical Review of Planetary Coolers TechnologyДокумент10 страницCritical Review of Planetary Coolers TechnologyLucio PereiraОценок пока нет
- Heat Balance-1Документ85 страницHeat Balance-1Ravi sharmaОценок пока нет
- Technical Specification of VSK PDFДокумент28 страницTechnical Specification of VSK PDFmaran.suguОценок пока нет
- Hot Air Generator PDFДокумент1 страницаHot Air Generator PDFAnkur SinghОценок пока нет
- Fuller Kiln DataДокумент1 страницаFuller Kiln DatazementheadОценок пока нет
- Mill ProcessДокумент6 страницMill ProcesskamjulajayОценок пока нет
- 1.0 General Plant Information: Existing Cement Mill Process Data SheetДокумент6 страниц1.0 General Plant Information: Existing Cement Mill Process Data SheetBùi Hắc HảiОценок пока нет
- LafargeДокумент18 страницLafargeMadan Mohan ReddyОценок пока нет
- Modeling of Clinker CoolerДокумент18 страницModeling of Clinker Coolerhooman kalaliОценок пока нет
- Duoflex BurnerДокумент6 страницDuoflex Burnersinghite100% (1)
- AFR Profile 2003 GuidelinesДокумент13 страницAFR Profile 2003 Guidelinesshani5573Оценок пока нет
- 3 CementДокумент22 страницы3 CementnecdetdalgicОценок пока нет
- Clinker Cooler SystemДокумент69 страницClinker Cooler SystemzementheadОценок пока нет
- Clinker Cooler TypesДокумент17 страницClinker Cooler Typesemad sabri100% (1)
- Kiln and Cooler - Control and Optimisation: by DrycnaiduДокумент59 страницKiln and Cooler - Control and Optimisation: by Drycnaidutricky777100% (12)
- Modefied Cooler2Документ71 страницаModefied Cooler21977jul100% (2)
- AlkylationДокумент50 страницAlkylationGaurav Lunawat100% (1)
- Gas Turbine PerformanceДокумент24 страницыGas Turbine PerformanceAmmar Bany Ata100% (1)
- Air CoolerДокумент27 страницAir CoolerEnriqueGDОценок пока нет
- Energy Efficiency in Thermal UtilitiesДокумент14 страницEnergy Efficiency in Thermal UtilitiesJoeb DsouzaОценок пока нет
- Rotary Heat Exchangers: For Heat Recovery in Ventilation SystemsДокумент28 страницRotary Heat Exchangers: For Heat Recovery in Ventilation SystemsDusan GordicОценок пока нет
- Cooling TowerДокумент36 страницCooling TowerZahid Hussain100% (1)
- Square Foot "Rule of Thumb":: How To Estimate A Cooling Load (And Maybe Heating Load)Документ7 страницSquare Foot "Rule of Thumb":: How To Estimate A Cooling Load (And Maybe Heating Load)Arturo Del-RioОценок пока нет
- The Air Circuit in A Rotary KilnДокумент20 страницThe Air Circuit in A Rotary KilnZia KhanОценок пока нет
- 346Документ1 страница346M.IBRAHEEMОценок пока нет
- 348Документ1 страница348M.IBRAHEEMОценок пока нет
- 1Документ1 страница1M.IBRAHEEMОценок пока нет
- 347Документ1 страница347M.IBRAHEEMОценок пока нет
- 344Документ1 страница344M.IBRAHEEMОценок пока нет
- 343Документ1 страница343M.IBRAHEEMОценок пока нет
- 345Документ1 страница345M.IBRAHEEMОценок пока нет
- 336Документ1 страница336M.IBRAHEEMОценок пока нет
- 329Документ1 страница329M.IBRAHEEMОценок пока нет
- 341Документ1 страница341M.IBRAHEEMОценок пока нет
- 339Документ1 страница339M.IBRAHEEMОценок пока нет
- 340Документ1 страница340M.IBRAHEEMОценок пока нет
- 342Документ1 страница342M.IBRAHEEMОценок пока нет
- 337Документ1 страница337M.IBRAHEEMОценок пока нет
- 338Документ1 страница338M.IBRAHEEMОценок пока нет
- 334Документ1 страница334M.IBRAHEEMОценок пока нет
- 335Документ1 страница335M.IBRAHEEMОценок пока нет
- 331Документ1 страница331M.IBRAHEEMОценок пока нет
- 333Документ1 страница333M.IBRAHEEMОценок пока нет
- 327Документ1 страница327M.IBRAHEEMОценок пока нет
- 330Документ1 страница330M.IBRAHEEMОценок пока нет
- 332Документ1 страница332M.IBRAHEEMОценок пока нет
- 328Документ1 страница328M.IBRAHEEMОценок пока нет
- 322Документ1 страница322M.IBRAHEEMОценок пока нет
- 321Документ1 страница321M.IBRAHEEMОценок пока нет
- 325Документ1 страница325M.IBRAHEEMОценок пока нет
- 326Документ1 страница326M.IBRAHEEMОценок пока нет
- 324Документ1 страница324M.IBRAHEEMОценок пока нет
- 323Документ1 страница323M.IBRAHEEMОценок пока нет
- 320Документ1 страница320M.IBRAHEEMОценок пока нет
- Alcpt Form 138Документ14 страницAlcpt Form 138Mo'men Mohamad100% (2)
- The Commercial Dispatch Eedition 9-20-13Документ20 страницThe Commercial Dispatch Eedition 9-20-13The Dispatch0% (1)
- Hans India New-DelhiДокумент16 страницHans India New-DelhiNagendra KrishnamurthyОценок пока нет
- Conley - Climate Change Will Reshape Russia - Center For Strategic and International StudiesДокумент17 страницConley - Climate Change Will Reshape Russia - Center For Strategic and International StudiesCarlos AyalaОценок пока нет
- Pathway To English SMA XI Wajib Chapter 7Документ9 страницPathway To English SMA XI Wajib Chapter 7Shabira NadaОценок пока нет
- Grade 4 Parcc Prep Assignment Iceberg Ahead Part OneДокумент4 страницыGrade 4 Parcc Prep Assignment Iceberg Ahead Part Oneapi-274835729Оценок пока нет
- 2023 Balloon Operations ManualДокумент15 страниц2023 Balloon Operations Manualapi-321516914Оценок пока нет
- Plebe KnowledgeДокумент9 страницPlebe KnowledgeDaryl TabefrancaОценок пока нет
- Fired Heater DesignДокумент35 страницFired Heater Designzorro21072107100% (6)
- Adam Equipment Building Set GFK 150 - GFK 330aДокумент68 страницAdam Equipment Building Set GFK 150 - GFK 330aLuis Alberto Garcia CaychoОценок пока нет
- Ion Future - Stem Career ListДокумент8 страницIon Future - Stem Career Listapi-303774047Оценок пока нет
- Problem: Landslide: Abalos, Charlie A. Araling Panlipunan 10Документ4 страницыProblem: Landslide: Abalos, Charlie A. Araling Panlipunan 10Denise TaneoОценок пока нет
- Poodle Papers Summer 2009Документ44 страницыPoodle Papers Summer 2009PCA_websiteОценок пока нет
- Pro Pilot Icing - Oct 2014aДокумент5 страницPro Pilot Icing - Oct 2014aRod SpenceОценок пока нет
- Snow Trek in ManaliДокумент10 страницSnow Trek in ManaliSiddheshSPatilОценок пока нет
- ĐỀ THI VÀ ĐÁP ÁN HỌC SINH GIỎI LỚP 12 TPHCM NĂM HỌC 2019-2020 MÔN TIẾNG ANHДокумент6 страницĐỀ THI VÀ ĐÁP ÁN HỌC SINH GIỎI LỚP 12 TPHCM NĂM HỌC 2019-2020 MÔN TIẾNG ANHWilliam Phoenix67% (12)
- Practice Test 5 EnglishДокумент27 страницPractice Test 5 Englishreal.aarnavОценок пока нет
- JKR Specification For 11 KV High VoltageДокумент16 страницJKR Specification For 11 KV High VoltageCherry AngОценок пока нет
- 25 L SUPER Reflux Still Ins With Z FilterДокумент16 страниц25 L SUPER Reflux Still Ins With Z FiltertoffeloffeОценок пока нет
- DPWH Standard Specifications On Prime Coat, TackДокумент8 страницDPWH Standard Specifications On Prime Coat, TackChesterMercado100% (2)
- 6.02 Construction PowerpointДокумент19 страниц6.02 Construction PowerpointMohammed Zaid SikanderОценок пока нет
- Difference Between Weather and ClimateДокумент3 страницыDifference Between Weather and ClimateAyushi jainОценок пока нет
- SANHUA SHF SERIES - 4 Way Reversing ValveДокумент8 страницSANHUA SHF SERIES - 4 Way Reversing ValveSANHUA EMEAОценок пока нет
- Intro To Aviation SyllabusДокумент3 страницыIntro To Aviation SyllabusShirat MohsinОценок пока нет
- 21st Bomber Command Tactical Mission Report 127-128, OcrДокумент105 страниц21st Bomber Command Tactical Mission Report 127-128, OcrJapanAirRaids100% (1)
- Teri University CampusДокумент2 страницыTeri University CampusTejaswini Krishna Padindala80% (5)
- Supertyhpoon Lawin-MidtermДокумент22 страницыSupertyhpoon Lawin-MidtermMarie Cris SorianoОценок пока нет
- Matter in Our Surroundings July 2Документ3 страницыMatter in Our Surroundings July 2Fullmarks EducareОценок пока нет
- Yam in EthiopiaДокумент17 страницYam in EthiopiaMammo BerisoОценок пока нет
- IKA ViennaДокумент17 страницIKA ViennaAristide AntonasОценок пока нет