Вам также может понравиться
- The Complete Guide To Built Ins - Complete Plans For Custom Cabinets, Shelving, Seating & More (PDFDrive)Документ243 страницыThe Complete Guide To Built Ins - Complete Plans For Custom Cabinets, Shelving, Seating & More (PDFDrive)Mouhamed GUEYEОценок пока нет
- Birdhouse PlansДокумент8 страницBirdhouse Plansroose1Оценок пока нет
- Fundamentals of Joining ProcessesДокумент21 страницаFundamentals of Joining ProcessesNosta Silva100% (1)
- Dremel ProjectsSkillsДокумент29 страницDremel ProjectsSkillsguilmer38100% (2)
- Milling NotesДокумент20 страницMilling NotesleoandresmessiОценок пока нет
- Build A Mahogany BedДокумент8 страницBuild A Mahogany Bedaahmed02100% (3)
- Popular WoodworkingДокумент107 страницPopular WoodworkingSimsoneОценок пока нет
- Machine Tools Stock List 3Документ15 страницMachine Tools Stock List 3Electro Motion UK (Export) LtdОценок пока нет
- EMC ActuatorsДокумент80 страницEMC ActuatorsnageshОценок пока нет
- Mike Humphreys TutorialДокумент49 страницMike Humphreys Tutorialtonytravel100% (1)
- Australian Wood Review - June 2018Документ100 страницAustralian Wood Review - June 2018kaka_02468100% (1)
- Refrigerants 410a 407cДокумент8 страницRefrigerants 410a 407cAnonymous rYwUkpОценок пока нет
- Catalogue: Grippers & AccessoriesДокумент32 страницыCatalogue: Grippers & AccessoriesVladimirAgeevОценок пока нет
- English 4 Twisted DrillДокумент6 страницEnglish 4 Twisted DrillBozkurt EkinОценок пока нет
- B 0 - MergedДокумент21 страницаB 0 - MergedMisael Garcia EsquivelОценок пока нет
- Honing Machine Actuated by ServomotorДокумент45 страницHoning Machine Actuated by ServomotorNissan PatelОценок пока нет
- Woodcraft Magazine USA April May 2013 PDFДокумент84 страницыWoodcraft Magazine USA April May 2013 PDFalex2010_23100% (3)
- Instruction Manual: AH-250H Automatic Hitch Feed Metal Cutting Band Saw (415V) 280 X 250mm (W X H) RectangleДокумент134 страницыInstruction Manual: AH-250H Automatic Hitch Feed Metal Cutting Band Saw (415V) 280 X 250mm (W X H) Rectanglemaicon sulivanОценок пока нет
- Jack PlaneДокумент6 страницJack Planestuckinthestudio100% (1)
- Anx - VII BOQ (LOOSE FURNITURE) PDFДокумент3 страницыAnx - VII BOQ (LOOSE FURNITURE) PDFSyed Umer Farooqh100% (1)
- Gradall G3R Service ManualДокумент573 страницыGradall G3R Service ManualSlater EbelingОценок пока нет
- Ch24-Machining Processes Used To Produce Various Shapes Milling, Broaching, Sawing, and Filing - Gear ManufacturingДокумент51 страницаCh24-Machining Processes Used To Produce Various Shapes Milling, Broaching, Sawing, and Filing - Gear ManufacturingFAJAR Syahrulhaj ILMIYATULLOHОценок пока нет
- American Woodworker - 82 (October 2000)Документ78 страницAmerican Woodworker - 82 (October 2000)Emilian Baluta100% (3)
- Types of Angles in Drill BitsДокумент2 страницыTypes of Angles in Drill BitsAbdul AhadОценок пока нет
- Machinist Calc Pro 2UG4088E-BДокумент80 страницMachinist Calc Pro 2UG4088E-Bbuckeyemarv967100% (2)
- Dovetail Jig: ©2021 Active Interest Media Holding CoДокумент11 страницDovetail Jig: ©2021 Active Interest Media Holding CoFrancois Vaaltyn100% (2)
- 315 D CaterpillarДокумент13 страниц315 D CaterpillarJose nildo lobato Mendes MendesОценок пока нет
- Popular Woodworking No 24 April-May 1985 PDFДокумент64 страницыPopular Woodworking No 24 April-May 1985 PDFstipboОценок пока нет
- Handbook Prototyp Threading UsДокумент124 страницыHandbook Prototyp Threading UsRobotОценок пока нет
- MDKBD - Parts ONAN INJECTION PUMP PDFДокумент113 страницMDKBD - Parts ONAN INJECTION PUMP PDFRafael GirasaОценок пока нет
- Ak430 99430664153 GBДокумент3 страницыAk430 99430664153 GBpecirepiОценок пока нет
- 176 Series: Pump Mounted ActuatorДокумент2 страницы176 Series: Pump Mounted ActuatorKevin TtitoОценок пока нет
- Drill Manual 50BДокумент12 страницDrill Manual 50BPanesar SunnyОценок пока нет
- 9virtue EthicsДокумент32 страницы9virtue EthicsSyed Naveed Ahmed100% (1)
- Parts Manual: For Serial Number: 65-3 707Документ281 страницаParts Manual: For Serial Number: 65-3 707Henry CLОценок пока нет
- Delta Robot Kinematics: Problem DefinitionДокумент10 страницDelta Robot Kinematics: Problem DefinitionSnowОценок пока нет
- Neksia Edger M25 User Manual US PDFДокумент84 страницыNeksia Edger M25 User Manual US PDFJackson AraujoОценок пока нет
- Cold WeldingДокумент46 страницCold WeldingFajar SiradzОценок пока нет
- NS Specs 2-15-16 High ResДокумент2 страницыNS Specs 2-15-16 High ResMarti PrakosoОценок пока нет
- Designed by Checked by Approved by Date DateДокумент1 страницаDesigned by Checked by Approved by Date DatevivianeОценок пока нет
- COFIMCO B - SeriesДокумент1 страницаCOFIMCO B - Serieszeids100% (2)
- Davi-MCA - FOUR ROLLДокумент8 страницDavi-MCA - FOUR ROLLبازرگانی راهیان کار و دانشОценок пока нет
- Shaper Used As Surface GrinderДокумент1 страницаShaper Used As Surface Grinderradio-chaserОценок пока нет
- Insect Assembly3Документ37 страницInsect Assembly3willbezztОценок пока нет
- Arc Detection in Electro-Discharge MachiningДокумент16 страницArc Detection in Electro-Discharge MachiningMitu Leonard-GabrielОценок пока нет
- WheelHorse Snow Blower Lift Assist Accessory 8-4311Документ4 страницыWheelHorse Snow Blower Lift Assist Accessory 8-4311Kevins Small Engine and Tractor ServiceОценок пока нет
- Slotting MachineДокумент30 страницSlotting MachineUsman Zubair100% (1)
- Modelo Pequeño2Документ32 страницыModelo Pequeño2Robert Orosco B.Оценок пока нет
- 315 DLДокумент16 страниц315 DLJose nildo lobato Mendes MendesОценок пока нет
- Mechanical Fasteners - Part IIДокумент24 страницыMechanical Fasteners - Part IIsaded05Оценок пока нет
- Manual Furadeira Radial Rd3050x16Документ56 страницManual Furadeira Radial Rd3050x16rbocca123Оценок пока нет
- Key Features: 4-Axis TB6600 CNC Driver Board Users ManualДокумент12 страницKey Features: 4-Axis TB6600 CNC Driver Board Users ManualSalva Mancera100% (1)
- Ada 136220Документ231 страницаAda 136220Anonymous 9xvU1FОценок пока нет
- 1975 Argosy RV Owners ManualДокумент73 страницы1975 Argosy RV Owners ManualJaeyoung KimОценок пока нет
- IdraДокумент39 страницIdrasobheysaidОценок пока нет
- Lecture 1 - Intro To Single Point Cutting Tool GeometryДокумент16 страницLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarОценок пока нет
- Caixa Jogocilada PDFДокумент1 страницаCaixa Jogocilada PDFvivianeОценок пока нет
- Parts Replacement Manual For Dodge® Torque-Arm ™: Speed Reducers Straight Bore & Taper BushedДокумент16 страницParts Replacement Manual For Dodge® Torque-Arm ™: Speed Reducers Straight Bore & Taper BushedRomulo Davila GarciaОценок пока нет
- Display 30 Pinos B140XTN02.4-AUOДокумент33 страницыDisplay 30 Pinos B140XTN02.4-AUOBobОценок пока нет
- Sharp Lc-32d47 Sb27 c3237 SM LCDДокумент128 страницSharp Lc-32d47 Sb27 c3237 SM LCDRoosevelt Vega SanchezОценок пока нет
- Pioneer Avh-P3100dvd p3150dvd SMДокумент190 страницPioneer Avh-P3100dvd p3150dvd SMRogerio E. SantoОценок пока нет
- Failure Analysis of A Half Shaft of A Formula SAE Racing Car PDFДокумент7 страницFailure Analysis of A Half Shaft of A Formula SAE Racing Car PDFhayyanadmaОценок пока нет
- SheetCam TNG Manual - LetterДокумент160 страницSheetCam TNG Manual - LetterSergio BricellaОценок пока нет
- Introduction To Universal Gear ShavingДокумент48 страницIntroduction To Universal Gear ShavingNagesh KamannaОценок пока нет
- NMRV Worm Gear Motor CatalogueДокумент39 страницNMRV Worm Gear Motor CatalogueIbrahim Hadi0% (1)
- Parts Reference List: MODEL: HL-1650/1670NДокумент28 страницParts Reference List: MODEL: HL-1650/1670NbuhesasОценок пока нет
- Vertical Milling Machine Catalog PDFДокумент2 страницыVertical Milling Machine Catalog PDFDharmik SoniОценок пока нет
- News Room Services Products Sales Network Manufacturing Units Corporate Profile Financial DataДокумент1 страницаNews Room Services Products Sales Network Manufacturing Units Corporate Profile Financial DataVarun PatelОценок пока нет
- Caixa PDFДокумент1 страницаCaixa PDFvivianeОценок пока нет
- DrawingДокумент8 страницDrawingTommyVercettiОценок пока нет
- Manual TornoДокумент60 страницManual Tornojulie2420140% (1)
- Rotary Valve Engine AssyДокумент1 страницаRotary Valve Engine AssyMaria Cristina DijmarescuОценок пока нет
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingДокумент40 страницMachining Processes Used To Produce Round Shapes: Turning and Hole MakingSaurabh ChoudhariОценок пока нет
- Abrasive Machining and Finishing OperationsДокумент40 страницAbrasive Machining and Finishing OperationsbabutyОценок пока нет
- Oxygono HlektrosygolitesДокумент70 страницOxygono HlektrosygolitesAnonymous rYwUkp100% (1)
- Practical Case #B - C: Problem: Ventilation of Company Changing Details: Room of 64 MДокумент1 страницаPractical Case #B - C: Problem: Ventilation of Company Changing Details: Room of 64 MAnonymous rYwUkpОценок пока нет
- Superheat 1Документ17 страницSuperheat 1Anonymous rYwUkpОценок пока нет
- Greek PeopleДокумент1 страницаGreek PeopleAnonymous rYwUkpОценок пока нет
- Questions PlumberДокумент64 страницыQuestions PlumberAnonymous rYwUkpОценок пока нет
- Barret SownДокумент4 страницыBarret SownAnonymous rYwUkpОценок пока нет
- Psyktika ReystaДокумент5 страницPsyktika ReystaAnonymous rYwUkpОценок пока нет
- Global WarmingДокумент11 страницGlobal WarmingAnonymous rYwUkpОценок пока нет
- Refrigeration Gas CatalogДокумент92 страницыRefrigeration Gas Catalogildiko1234Оценок пока нет
- Refrigeration Book 251-501Документ251 страницаRefrigeration Book 251-501Anonymous rYwUkpОценок пока нет
- Chapter 09 Practical TipsДокумент20 страницChapter 09 Practical TipsRahul PatilОценок пока нет
- Exuast GrillsДокумент51 страницаExuast GrillsAnonymous rYwUkpОценок пока нет
- Refrigeration Book 1-250Документ250 страницRefrigeration Book 1-250Anonymous rYwUkpОценок пока нет
- Technologies and Methods For Reducing Vehicle Emissions and Fuel Consumptions FinalДокумент29 страницTechnologies and Methods For Reducing Vehicle Emissions and Fuel Consumptions FinalAnonymous rYwUkpОценок пока нет
- SPRING 2013 Course: Aces 103 StaticsДокумент2 страницыSPRING 2013 Course: Aces 103 StaticsAnonymous rYwUkpОценок пока нет
- Adding Oil: Charging Pump and Simple FillingДокумент4 страницыAdding Oil: Charging Pump and Simple FillingAnonymous rYwUkpОценок пока нет
- DAIKINДокумент24 страницыDAIKINAnonymous rYwUkpОценок пока нет
- What Do ? Bring To CampДокумент1 страницаWhat Do ? Bring To CampAnonymous rYwUkpОценок пока нет
- Over The Past Several Years There Has Been Much Discussion About The Bad Effects of OzoneДокумент4 страницыOver The Past Several Years There Has Been Much Discussion About The Bad Effects of OzoneAnonymous rYwUkpОценок пока нет
- Moter ExaustДокумент1 страницаMoter ExaustAnonymous rYwUkpОценок пока нет
- Bricon Efficiency CalculatorДокумент1 страницаBricon Efficiency CalculatorAnonymous rYwUkpОценок пока нет
- ClothingДокумент8 страницClothingAnonymous rYwUkpОценок пока нет
- The Module of A Gear: (1) About GearsДокумент1 страницаThe Module of A Gear: (1) About GearsAnonymous rYwUkpОценок пока нет
- {9B8873F0-6C39-4901-9100-2B6D3738F00E}Документ4 страницы{9B8873F0-6C39-4901-9100-2B6D3738F00E}Anonymous rYwUkpОценок пока нет
- Pt. Bina Megah IndowoodДокумент22 страницыPt. Bina Megah IndowoodAndrianes TeguhОценок пока нет
- How To Build The Moon School Room BoardДокумент13 страницHow To Build The Moon School Room BoardTomnaticОценок пока нет
- Making A Jam ChuckДокумент1 страницаMaking A Jam ChuckHomerSimsonnakisОценок пока нет
- Cost/ Crankshaft Calculation On OP 10 (Centre Drilling)Документ16 страницCost/ Crankshaft Calculation On OP 10 (Centre Drilling)azadОценок пока нет
- Auto Tool Order Master List (TOOLS Consumables)Документ210 страницAuto Tool Order Master List (TOOLS Consumables)karthik keyanОценок пока нет
- CEP Excel Sheet. Factorial - NewДокумент3 страницыCEP Excel Sheet. Factorial - NewMohsin Iqbal QaziОценок пока нет
- MSC Industrial Direct - Shopping CartДокумент2 страницыMSC Industrial Direct - Shopping CartguzmanyeОценок пока нет
- A Manual of Carpentry and Joinery 1905Документ511 страницA Manual of Carpentry and Joinery 1905xumontyОценок пока нет
- G-Codes: LatheДокумент1 страницаG-Codes: LatheMariz AОценок пока нет
- 02 - Timber Vocations (Old Questions)Документ11 страниц02 - Timber Vocations (Old Questions)Min HtetОценок пока нет
- Fitting Workshop Tools Holding Measuring Marking Cutting Finishing Striking Power Tools PDFДокумент12 страницFitting Workshop Tools Holding Measuring Marking Cutting Finishing Striking Power Tools PDFMausamОценок пока нет
- How To Flatten The Soles of Metal and Wood PlanesДокумент4 страницыHow To Flatten The Soles of Metal and Wood Planesedeoliveiralima4185Оценок пока нет
- Doosan Lynx 2100Документ6 страницDoosan Lynx 2100Ary NascimentoОценок пока нет
- Bhel Po ListДокумент2 страницыBhel Po ListaamanwatkarОценок пока нет
- ISAA BM-1 (6. Timber)Документ20 страницISAA BM-1 (6. Timber)N.Shiney JosephОценок пока нет
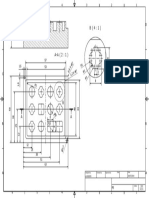
- Assembly and Detail Drawing Pressure ClampДокумент2 страницыAssembly and Detail Drawing Pressure ClampShandy Dwi PrayogaОценок пока нет
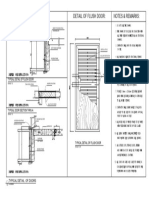
- Typical Detail of DoorДокумент1 страницаTypical Detail of DoorGlyza Tercero SerraОценок пока нет