Вам также может понравиться
- 03 - Project For QCI AwardДокумент43 страницы03 - Project For QCI AwardAsawari JoshiОценок пока нет
- Comparison Between GD&T and Coordinate TolerancingДокумент5 страницComparison Between GD&T and Coordinate TolerancingHarish Neware50% (2)
- Six Sigma Approach For Replenishment in Supply ChainДокумент52 страницыSix Sigma Approach For Replenishment in Supply ChainAbhishek KumarОценок пока нет
- Measure PhaseДокумент11 страницMeasure Phasebhoomika jethwaniОценок пока нет
- 2007-06-17 TPC DD BasicStatisticsДокумент91 страница2007-06-17 TPC DD BasicStatisticsRavichandran SrinivasanОценок пока нет
- Total Quality Management: PCTI Limited - A Unique Name For Quality EducationДокумент296 страницTotal Quality Management: PCTI Limited - A Unique Name For Quality Educationrajesh_vuОценок пока нет
- 2 Tables Charts Review PDFДокумент71 страница2 Tables Charts Review PDFCloie ChavezОценок пока нет
- KanoModelPoster PDFДокумент1 страницаKanoModelPoster PDFsrinivas rao rayuduОценок пока нет
- Sigma Level CalculatorДокумент2 страницыSigma Level Calculatorgunjan_dceОценок пока нет
- QRG 5S Color Code (5scolor)Документ2 страницыQRG 5S Color Code (5scolor)josé_filipe_35Оценок пока нет
- Problem Solving With Data Structures Using Java: A Multimedia ApproachДокумент79 страницProblem Solving With Data Structures Using Java: A Multimedia ApproachJoswa CaxtonОценок пока нет
- Dmaic:: The 5 Phase Method That Underlies Lean Six SigmaДокумент11 страницDmaic:: The 5 Phase Method That Underlies Lean Six SigmaSam MakОценок пока нет
- SOP (Standard Operation Procedure) PDFДокумент126 страницSOP (Standard Operation Procedure) PDFIb JensenОценок пока нет
- Supplier / In-Plant Quality Problem Analysis and Countermeasure Sheet (5-Rule)Документ1 страницаSupplier / In-Plant Quality Problem Analysis and Countermeasure Sheet (5-Rule)neerajrdx100% (1)
- Identify The HazardДокумент9 страницIdentify The HazardFranciscoBizarroОценок пока нет
- Visual Learning: Visual Aids in The Classroom Improve Learning ByuptoДокумент1 страницаVisual Learning: Visual Aids in The Classroom Improve Learning ByuptoAndrei DucaОценок пока нет
- Industrial Color Guide - WebДокумент1 страницаIndustrial Color Guide - Webayad60Оценок пока нет
- Measurement System AnalysisДокумент1 страницаMeasurement System AnalysisPrakash KancharlaОценок пока нет
- Measure 6 Gage R&R - Short MethodДокумент2 страницыMeasure 6 Gage R&R - Short Methodanjo0225Оценок пока нет
- Lean 5S PosterДокумент1 страницаLean 5S Postertsenthil.tsenthil9123Оценок пока нет
- Six Sigma - Chapter 6Документ94 страницыSix Sigma - Chapter 6FatmahОценок пока нет
- F M E A M S A A V: Ailure Odes & Ffects Nalysis Easurement Ystems Nalysis ND AlidationДокумент20 страницF M E A M S A A V: Ailure Odes & Ffects Nalysis Easurement Ystems Nalysis ND AlidationViswanathan SrkОценок пока нет
- A3 Single Point Lesson 8 X 11Документ1 страницаA3 Single Point Lesson 8 X 11sbtharanОценок пока нет
- Lean On Us ConsultantsДокумент17 страницLean On Us ConsultantsnithinmrОценок пока нет
- Measurement System AnalysisДокумент3 страницыMeasurement System AnalysisChetan MetkarОценок пока нет
- L3 Define GB VOC, Goals Metrics LadderДокумент28 страницL3 Define GB VOC, Goals Metrics Ladderhaidar khadourОценок пока нет
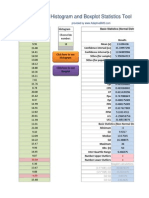
- Histogram Box Plot Statistics AdaptiveBMSДокумент13 страницHistogram Box Plot Statistics AdaptiveBMSashutoshrvОценок пока нет
- Introduction To Six SigmaДокумент41 страницаIntroduction To Six SigmaSandovalHumbertoОценок пока нет
- Six Sigma Calculator DPO DPMO Sample SizeДокумент6 страницSix Sigma Calculator DPO DPMO Sample SizeCarlos MensahОценок пока нет
- Leanmap FREE Six Sigma Project CharterДокумент1 страницаLeanmap FREE Six Sigma Project CharterWixi MundoОценок пока нет
- LEAN in The Lab 5Документ17 страницLEAN in The Lab 5asclswisconsinОценок пока нет
- SSWB Course Slides PDFДокумент15 страницSSWB Course Slides PDFdnmuleОценок пока нет
- Visual Management ExplainedДокумент7 страницVisual Management ExplainedSixSigmaOnlineОценок пока нет
- Dell Server Ordering Six Sigma Case StudyДокумент2 страницыDell Server Ordering Six Sigma Case StudySteven BonacorsiОценок пока нет
- Warewk 2Документ32 страницыWarewk 2keerthi8264Оценок пока нет
- Measurement System AnalysisДокумент2 страницыMeasurement System AnalysispsathishthevanОценок пока нет
- Time Study Sheet by ZainДокумент2 страницыTime Study Sheet by ZainZain AlviОценок пока нет
- Chap 2Документ28 страницChap 2Keyredin SelmanОценок пока нет
- Eight Disciplines (8Ds) Problem SolvingДокумент1 страницаEight Disciplines (8Ds) Problem SolvingpsathishthevanОценок пока нет
- Cellular Manufacturing Flexible OperationsДокумент16 страницCellular Manufacturing Flexible OperationsAlpha Excellence consultingОценок пока нет
- Quick Change OverДокумент14 страницQuick Change Overghaos1Оценок пока нет
- 3-2 Introduction To ImproveДокумент11 страниц3-2 Introduction To Improveanjo0225Оценок пока нет
- Nested Designs: Study Vs Control SiteДокумент13 страницNested Designs: Study Vs Control SiteHasrul MuhОценок пока нет
- Green Belt Course ManualДокумент34 страницыGreen Belt Course ManualKaranShinde100% (1)
- A3 Report Writing: Toyota's Preferred Method of Written CommunicationДокумент63 страницыA3 Report Writing: Toyota's Preferred Method of Written Communicationsudar1477Оценок пока нет
- Lean Six Sigma - 20021241093 - 20021241095 - 20021241128 - PPTДокумент16 страницLean Six Sigma - 20021241093 - 20021241095 - 20021241128 - PPTRohit SatijaОценок пока нет
- Design For Six Sigma Training BrochureДокумент1 страницаDesign For Six Sigma Training Brochureexamplecg100% (2)
- Understanding Six SigmaДокумент147 страницUnderstanding Six Sigmamanisankar05100% (2)
- DFSSДокумент4 страницыDFSSankitrathod87Оценок пока нет
- Basic Quality Tools, An Introduction To Problem SolvingДокумент30 страницBasic Quality Tools, An Introduction To Problem Solvingobelix007Оценок пока нет
- The Warehouse Group Limited PresentationДокумент8 страницThe Warehouse Group Limited PresentationChris LiuОценок пока нет
- Fabrication QUESTIONNAIRE Incl. QHSEДокумент8 страницFabrication QUESTIONNAIRE Incl. QHSEMohit .kОценок пока нет
- Phased Ps Wwith P Pap Tracking FormДокумент3 страницыPhased Ps Wwith P Pap Tracking FormKurt FinkОценок пока нет
- Ift Target Order FormДокумент7 страницIft Target Order FormAndi YanuarОценок пока нет
- Apqp FormsДокумент25 страницApqp FormsgkspОценок пока нет
- Quality Function Deployment (QFD)Документ12 страницQuality Function Deployment (QFD)Abel CarrОценок пока нет
- Define - Sample TemplatesДокумент9 страницDefine - Sample TemplatesAbdulaziz Alzahrani100% (1)
- Six Sigma Template KitДокумент73 страницыSix Sigma Template KitEdgar MedinaОценок пока нет
- Ejemplo AMEF 2Документ73 страницыEjemplo AMEF 2euseОценок пока нет
- Residential Plot / Land For Sale in Tambaram East, Chennai 28.8 LakhsДокумент2 страницыResidential Plot / Land For Sale in Tambaram East, Chennai 28.8 Lakhssqaiba_gОценок пока нет
- Address of Islamic SchoolДокумент1 страницаAddress of Islamic Schoolsqaiba_gОценок пока нет
- Black Belt BrochureДокумент2 страницыBlack Belt Brochuresqaiba_gОценок пока нет
- North: Ele CT Ro Spanish Village - Highlight SДокумент3 страницыNorth: Ele CT Ro Spanish Village - Highlight Ssqaiba_gОценок пока нет
- Team-BHP PDI ChecklistДокумент3 страницыTeam-BHP PDI Checklistsqaiba_gОценок пока нет
- Mini TabДокумент19 страницMini Tabsqaiba_gОценок пока нет
- External Loads Chapter 3 - Airframe Stress Analysis and Sizing (Niu) & Chapter 3 - Airframe Structural Design (Niu)Документ19 страницExternal Loads Chapter 3 - Airframe Stress Analysis and Sizing (Niu) & Chapter 3 - Airframe Structural Design (Niu)sqaiba_gОценок пока нет
- Sizing Procedures Chapter 2 - Airframe Stress Analysis and Sizing (Niu)Документ9 страницSizing Procedures Chapter 2 - Airframe Stress Analysis and Sizing (Niu)sqaiba_gОценок пока нет
- Course Notes: Hållfasthetslära VK MHA100 Fatigue and Fracture Analysis MHA140Документ6 страницCourse Notes: Hållfasthetslära VK MHA100 Fatigue and Fracture Analysis MHA140sqaiba_gОценок пока нет
- Bachelors - Harvest Moon Animal ParadeДокумент12 страницBachelors - Harvest Moon Animal ParaderikaОценок пока нет
- How To Present A Paper at An Academic Conference: Steve WallaceДокумент122 страницыHow To Present A Paper at An Academic Conference: Steve WallaceJessicaAF2009gmtОценок пока нет
- Cad Data Exchange StandardsДокумент16 страницCad Data Exchange StandardskannanvikneshОценок пока нет
- Student Exploration: Digestive System: Food Inio Simple Nutrien/oДокумент9 страницStudent Exploration: Digestive System: Food Inio Simple Nutrien/oAshantiОценок пока нет
- LKG Math Question Paper: 1. Count and Write The Number in The BoxДокумент6 страницLKG Math Question Paper: 1. Count and Write The Number in The BoxKunal Naidu60% (5)
- Clash of Clans Hack Activation CodeДокумент2 страницыClash of Clans Hack Activation Codegrumpysadness7626Оценок пока нет
- BioremediationДокумент21 страницаBioremediationagung24864Оценок пока нет
- N50-200H-CC Operation and Maintenance Manual 961220 Bytes 01Документ94 страницыN50-200H-CC Operation and Maintenance Manual 961220 Bytes 01ANDRESОценок пока нет
- ICD10WHO2007 TnI4Документ1 656 страницICD10WHO2007 TnI4Kanok SongprapaiОценок пока нет
- Project Manager PMP PMO in Houston TX Resume Nicolaas JanssenДокумент4 страницыProject Manager PMP PMO in Houston TX Resume Nicolaas JanssenNicolaasJanssenОценок пока нет
- 1"a Study On Employee Retention in Amara Raja Power Systems LTDДокумент81 страница1"a Study On Employee Retention in Amara Raja Power Systems LTDJerome Samuel100% (1)
- Personal Finance Kapoor 11th Edition Solutions ManualДокумент26 страницPersonal Finance Kapoor 11th Edition Solutions Manualsiennamurielhlhk100% (28)
- The Piano Lesson Companion Book: Level 1Документ17 страницThe Piano Lesson Companion Book: Level 1TsogtsaikhanEnerelОценок пока нет
- Principles of Business Grade 10 June 2021 Time: 1 1/2 Hrs. Paper 2 Answer ONLY 1 Question in Section I. Section IДокумент3 страницыPrinciples of Business Grade 10 June 2021 Time: 1 1/2 Hrs. Paper 2 Answer ONLY 1 Question in Section I. Section Iapi-556426590Оценок пока нет
- Unit 4Документ15 страницUnit 4David Lopez LaraОценок пока нет
- Lab 2 - Using Wireshark To Examine A UDP DNS Capture Nikola JagustinДокумент6 страницLab 2 - Using Wireshark To Examine A UDP DNS Capture Nikola Jagustinpoiuytrewq lkjhgfdsaОценок пока нет
- Tetra IntroductionДокумент65 страницTetra Introductionuniversidaddistrital100% (2)
- Japanese GardensДокумент22 страницыJapanese GardensAnmol ChughОценок пока нет
- Agile ModelingДокумент15 страницAgile Modelingprasad19845Оценок пока нет
- Zahid Imran CVДокумент4 страницыZahid Imran CVDhia Hadj SassiОценок пока нет
- Product Specifications Product Specifications: LLPX411F LLPX411F - 00 - V1 V1Документ4 страницыProduct Specifications Product Specifications: LLPX411F LLPX411F - 00 - V1 V1David MooneyОценок пока нет
- Ds-Module 5 Lecture NotesДокумент12 страницDs-Module 5 Lecture NotesLeela Krishna MОценок пока нет
- Internet Bill FormatДокумент1 страницаInternet Bill FormatGopal Singh100% (1)
- WinCC Control CenterДокумент300 страницWinCC Control Centerwww.otomasyonegitimi.comОценок пока нет
- IFR CalculationДокумент15 страницIFR CalculationSachin5586Оценок пока нет
- En 50124 1 2001Документ62 страницыEn 50124 1 2001Vivek Kumar BhandariОценок пока нет
- BECIL Registration Portal: How To ApplyДокумент2 страницыBECIL Registration Portal: How To ApplySoul BeatsОценок пока нет
- A Review of Mechanism Used in Laparoscopic Surgical InstrumentsДокумент15 страницA Review of Mechanism Used in Laparoscopic Surgical InstrumentswafasahilahОценок пока нет
- Lateritic NickelДокумент27 страницLateritic NickelRAVI1972100% (2)