Вам также может понравиться
- Design Rules Selective SolderingДокумент20 страницDesign Rules Selective SolderingemirОценок пока нет
- Stencil Printing PresentationДокумент45 страницStencil Printing Presentationcdsullivan100% (1)
- SMT Troubleshooting GuideДокумент20 страницSMT Troubleshooting Guidedbuschel100% (2)
- BGA InspectionДокумент115 страницBGA InspectionezonelineОценок пока нет
- BGA Construction and ReworkДокумент24 страницыBGA Construction and ReworkyogeshleostarОценок пока нет
- PCB Design For Fabrication IssuesДокумент45 страницPCB Design For Fabrication IssuesAndersonEmanuelOliveiraОценок пока нет
- Through Hole Via in PadДокумент1 страницаThrough Hole Via in PadLina GanОценок пока нет
- Jedec Industry Standard Classifications and Peak Solder TemperatureДокумент8 страницJedec Industry Standard Classifications and Peak Solder TemperatureGuillermo VillarОценок пока нет
- 4412A Amendment 1 (3 07)Документ7 страниц4412A Amendment 1 (3 07)Aani MazharОценок пока нет
- PCB LabДокумент26 страницPCB LabsunilsmОценок пока нет
- Paste Troubleshoot PDFДокумент52 страницыPaste Troubleshoot PDFbehzad0% (1)
- Wave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheДокумент5 страницWave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheMadhusudanan Ashok0% (1)
- PCB Layout TipsДокумент34 страницыPCB Layout TipsMallappa Patil100% (2)
- Wonderful PCB (HK) Limited - UpdateДокумент28 страницWonderful PCB (HK) Limited - UpdateFercho QuezadaОценок пока нет
- Solder Paste Stencil Design R. 00Документ17 страницSolder Paste Stencil Design R. 00edwin100% (1)
- Ipc 6013aДокумент10 страницIpc 6013abenmen73Оценок пока нет
- Solder Joint Reliability - A Unified Thermo-Mechanical Model Approach PDFДокумент83 страницыSolder Joint Reliability - A Unified Thermo-Mechanical Model Approach PDFQUALITY LABORATORYОценок пока нет
- BobWillisPCB Defects Causes Cures2015Документ63 страницыBobWillisPCB Defects Causes Cures2015Nirud PajanustanОценок пока нет
- EMC Guidelines PCBДокумент13 страницEMC Guidelines PCBCristian BarrosОценок пока нет
- Aoi SMD As Per Ipc-A-610Документ7 страницAoi SMD As Per Ipc-A-610Satadal GuptaОценок пока нет
- Press Fit Technology Roadmap Control Parameters IpcДокумент17 страницPress Fit Technology Roadmap Control Parameters IpcTuýp Phờ NờОценок пока нет
- Surface Mounting TechnlogyДокумент161 страницаSurface Mounting Technlogyhariharasankar100% (2)
- IPC Industry MappingДокумент47 страницIPC Industry MappingleandrokamargoОценок пока нет
- Printed Circuit Board PCB Thermal AnalysisДокумент8 страницPrinted Circuit Board PCB Thermal AnalysisInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Report Vishal Pandey LE 06Документ26 страницReport Vishal Pandey LE 06Baikunth PandeyОценок пока нет
- PCB DFM DFT GuidelinesДокумент42 страницыPCB DFM DFT Guidelinesduzhenhuan50% (2)
- Design For Test: PCB Design Analysis Focused in Test and Advanced Strategic Plan For TestsДокумент6 страницDesign For Test: PCB Design Analysis Focused in Test and Advanced Strategic Plan For TestsMauricio CastroОценок пока нет
- SMT Manufacturability Design GuidelinesДокумент25 страницSMT Manufacturability Design Guidelinesizzati_2607100% (1)
- SMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachДокумент30 страницSMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachAnonymous HizOWFОценок пока нет
- Nasa - Workmanship Standard For Surface Mount Technology - Nasa Technical Standard - Nasa-Std-8739.2 - ManualДокумент84 страницыNasa - Workmanship Standard For Surface Mount Technology - Nasa Technical Standard - Nasa-Std-8739.2 - Manualhbpr9999100% (1)
- PCB Surface FinishesДокумент40 страницPCB Surface FinishesAshGoodwinОценок пока нет
- Controlling Voiding Mechanisms in The Reflow Soldering ProcessДокумент51 страницаControlling Voiding Mechanisms in The Reflow Soldering ProcessGiovanni GonzalezОценок пока нет
- The Root Cause of Black PadДокумент5 страницThe Root Cause of Black PadxerxeshakaОценок пока нет
- PCB Assembly Guidelines From Southbay CircuitsДокумент43 страницыPCB Assembly Guidelines From Southbay Circuitssmtdrkd100% (3)
- PCB Fab WallchartДокумент1 страницаPCB Fab Wallchartsmtdrkd100% (8)
- Board Design Guidelines 2003 Rev-AДокумент53 страницыBoard Design Guidelines 2003 Rev-Agre_test_takerОценок пока нет
- PCB Designing Fundamentals: Compiled By: Hiren Patel (ET Dept.)Документ42 страницыPCB Designing Fundamentals: Compiled By: Hiren Patel (ET Dept.)Chintaan PatelОценок пока нет
- SMT and Through Hole DFM GuidelinesДокумент30 страницSMT and Through Hole DFM Guidelinessmtdrkd100% (5)
- Lecture 1 Basics of PCBДокумент32 страницыLecture 1 Basics of PCBjaltitiОценок пока нет
- Gerber File CreationДокумент44 страницыGerber File CreationBatka Shankar100% (2)
- Aim Lead Free Guide PDFДокумент60 страницAim Lead Free Guide PDFBruno DebonnetОценок пока нет
- PCB ManufacturerДокумент12 страницPCB ManufacturerPCB ManufacturerОценок пока нет
- Qualification Testing For PCB PDFДокумент48 страницQualification Testing For PCB PDFSempreInterОценок пока нет
- Wave SolderingДокумент13 страницWave Solderingle truongОценок пока нет
- PCB Book v5.0.4 e Demo WДокумент56 страницPCB Book v5.0.4 e Demo Whlgc63100% (1)
- BGA Rework - Hand Soldering - IPC CertificationДокумент10 страницBGA Rework - Hand Soldering - IPC CertificationKaty RadcliffОценок пока нет
- AEC Q200 Rev C CompleteДокумент119 страницAEC Q200 Rev C Completekalisto88100% (1)
- PCB DFM V1.0Документ43 страницыPCB DFM V1.0Bara Abu ShaqraОценок пока нет
- SMT Manufacturability Design GuidelinesДокумент25 страницSMT Manufacturability Design GuidelinespcbppcОценок пока нет
- Steps in PCB Design and ManufacturingДокумент9 страницSteps in PCB Design and Manufacturingtinderlord akoОценок пока нет
- High Speed PCB LayoutДокумент41 страницаHigh Speed PCB Layoutizzati_2607Оценок пока нет
- Ball Grid ArrayДокумент29 страницBall Grid ArrayyogeshleostarОценок пока нет
- PCB AssemblyДокумент16 страницPCB Assemblynirvan93100% (1)
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- SMCWP 001Документ37 страницSMCWP 001Wandyy GonçalvesОценок пока нет
- The Story of Spanish MossДокумент10 страницThe Story of Spanish MosssmtdrkdОценок пока нет
- The Story of Spanish MossДокумент10 страницThe Story of Spanish MosssmtdrkdОценок пока нет
- Why Creation of Universe Is Not An AccidentДокумент48 страницWhy Creation of Universe Is Not An AccidentsmtdrkdОценок пока нет
- Estrogen Dominance-The Silent Epidemic by DR Michael LamДокумент39 страницEstrogen Dominance-The Silent Epidemic by DR Michael Lamsmtdrkd75% (4)
- Greeting Card Calendar 2009Документ1 страницаGreeting Card Calendar 2009smtdrkdОценок пока нет
- Ph.d. Thesis On Modeling Imc Growth and SolderingДокумент180 страницPh.d. Thesis On Modeling Imc Growth and Solderingsmtdrkd100% (6)
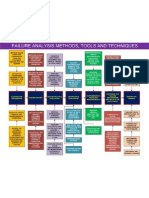
- Failure Analysis Tools, Techniques and Process FlowДокумент1 страницаFailure Analysis Tools, Techniques and Process Flowsmtdrkd100% (1)
- Stencil Aperture and Area Ratio Table For Optimum PrintingДокумент4 страницыStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdОценок пока нет
- Generic Project Plan Template On ExcelДокумент3 страницыGeneric Project Plan Template On Excelsmtdrkd100% (36)
- E-Book Proof of Design DFM and Concurrent EngineeringДокумент425 страницE-Book Proof of Design DFM and Concurrent Engineeringsmtdrkd100% (7)
- Land Pattern Parameters For Different Bga GeometriesДокумент4 страницыLand Pattern Parameters For Different Bga Geometriessmtdrkd100% (1)
- Stencil Design - 10 % Reduction RuleДокумент1 страницаStencil Design - 10 % Reduction RulesmtdrkdОценок пока нет
- Fantastic TripДокумент68 страницFantastic Tripabiramikdevi100% (17)
- Area Ratio For Different SMT PartsДокумент1 страницаArea Ratio For Different SMT PartssmtdrkdОценок пока нет
- Stencil Aperture and Area Ratio Table For Optimum PrintingДокумент4 страницыStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdОценок пока нет
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskДокумент43 страницыWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- 24 Amazing Pictures of MoneyДокумент15 страниц24 Amazing Pictures of Moneysmtdrkd100% (1)
- PB Free Soldering Paper From MassechusettsДокумент52 страницыPB Free Soldering Paper From Massechusettssmtdrkd100% (1)
- Simple Project Management Template On ExcelДокумент2 страницыSimple Project Management Template On Excelsmtdrkd100% (1)
- Myths and Beliefs in Modern Electronic Assembly and Soldering TechniquesДокумент8 страницMyths and Beliefs in Modern Electronic Assembly and Soldering TechniquessmtdrkdОценок пока нет
- Impact of PB Free On Test and Inspection by TeradyneДокумент3 страницыImpact of PB Free On Test and Inspection by TeradynesmtdrkdОценок пока нет
- Lead Free Reliability Study by BoeingДокумент23 страницыLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Best Practices FactoryДокумент207 страницBest Practices FactorysmtdrkdОценок пока нет
- Manufacturable Lead Free SMT ProcessДокумент4 страницыManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Andhragaaru RecipesДокумент38 страницAndhragaaru Recipessmtdrkd100% (5)
- Carnatic Music Composition DatabaseДокумент142 страницыCarnatic Music Composition Databasesmtdrkd86% (14)
- Carnatic Music Composition DatabaseДокумент142 страницыCarnatic Music Composition Databasesmtdrkd86% (14)
- Aml Questionnaire For Smes: CheduleДокумент5 страницAml Questionnaire For Smes: CheduleHannah CokerОценок пока нет
- Philippine Disaster Risk Reducation and ManagementДокумент10 страницPhilippine Disaster Risk Reducation and ManagementDareОценок пока нет
- Caselet - LC: The Journey of The LCДокумент5 страницCaselet - LC: The Journey of The LCAbhi JainОценок пока нет
- წყალტუბოს - სპა კურორტის განვითარების გეგმაДокумент16 страницწყალტუბოს - სპა კურორტის განვითარების გეგმაReginfoОценок пока нет
- Project Proposal - Articulation SessionsДокумент8 страницProject Proposal - Articulation SessionsJhay-are PogoyОценок пока нет
- KINDRED HEALTHCARE, INC 10-K (Annual Reports) 2009-02-25Документ329 страницKINDRED HEALTHCARE, INC 10-K (Annual Reports) 2009-02-25http://secwatch.comОценок пока нет
- Motion To DismissДокумент24 страницыMotion To DismisssandyemerОценок пока нет
- Introduction To GlobalizationДокумент17 страницIntroduction To Globalization21100959Оценок пока нет
- Emancipation Fact SheetДокумент2 страницыEmancipation Fact SheetKeelie SmithОценок пока нет
- Filcar vs. EspinasДокумент2 страницыFilcar vs. EspinasBrian ThunderОценок пока нет
- Procurement Systems and Tools RoundTable Notes (Europe) 13 Oct 2020 - 0Документ8 страницProcurement Systems and Tools RoundTable Notes (Europe) 13 Oct 2020 - 0SathishkumarОценок пока нет
- Title To The ProjectДокумент14 страницTitle To The ProjectJatinChadhaОценок пока нет
- M98 PVT 051 7546.bakДокумент96 страницM98 PVT 051 7546.bakmarkbillupsОценок пока нет
- High-Definition Multimedia Interface SpecificationДокумент51 страницаHigh-Definition Multimedia Interface SpecificationwadrОценок пока нет
- Pivacare Preventive-ServiceДокумент1 страницаPivacare Preventive-ServiceSadeq NeiroukhОценок пока нет
- The Van Conversion Bible - The Ultimate Guide To Converting A CampervanДокумент170 страницThe Van Conversion Bible - The Ultimate Guide To Converting A CampervanPil100% (3)
- Functions and Uses of CCTV CameraДокумент42 страницыFunctions and Uses of CCTV CameraMojere GuardiarioОценок пока нет
- Taller Sobre Preposiciones y Vocabulario - Exhibición Comercial SergioДокумент5 страницTaller Sobre Preposiciones y Vocabulario - Exhibición Comercial SergioYovanny Peña Pinzon100% (2)
- Output Vat Zero-Rated Sales ch8Документ3 страницыOutput Vat Zero-Rated Sales ch8Marionne GОценок пока нет
- HRM Ass1Документ3 страницыHRM Ass1asdas asfasfasdОценок пока нет
- Tesco Travel Policy BookletДокумент64 страницыTesco Travel Policy Bookletuser001hОценок пока нет
- MF 660Документ7 страницMF 660Sebastian Vasquez OsorioОценок пока нет
- Methods of ResearchДокумент12 страницMethods of ResearchArt Angel GingoОценок пока нет
- Chapter 3 SampleДокумент12 страницChapter 3 Samplesyarifah53Оценок пока нет
- Teacher Planner 2023 PDFДокумент52 страницыTeacher Planner 2023 PDFitaОценок пока нет
- Determination of Sales Force Size - 2Документ2 страницыDetermination of Sales Force Size - 2Manish Kumar100% (3)
- La Naval Drug Co Vs CA G R No 103200Документ2 страницыLa Naval Drug Co Vs CA G R No 103200UE LawОценок пока нет
- ABMOM q2 mod5OrgAndMngmnt Motivation - Leadership and Communication in Organizations-V2Документ18 страницABMOM q2 mod5OrgAndMngmnt Motivation - Leadership and Communication in Organizations-V2Zoren Jovillanos EmbatОценок пока нет
- HRM Final Ass Apple Human Resource Management AssesmentДокумент8 страницHRM Final Ass Apple Human Resource Management AssesmentAditya Nandi Vardhana100% (1)
- Final Exam - Comprehensive - 10.24.16Документ5 страницFinal Exam - Comprehensive - 10.24.16YamateОценок пока нет