Вам также может понравиться
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987От EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonОценок пока нет
- Dimensional Engineering: Based On The ASME Y14.5M-1994 Dimensioning and Tolerancing StandardДокумент77 страницDimensional Engineering: Based On The ASME Y14.5M-1994 Dimensioning and Tolerancing StandardPankaj PatilОценок пока нет
- Maintenance InstructionsДокумент30 страницMaintenance InstructionsAmir HodzicОценок пока нет
- Iso Metric 32Документ2 страницыIso Metric 32rahul caddОценок пока нет
- Iso 898 2 2012 en PDFДокумент11 страницIso 898 2 2012 en PDFPablo BritoОценок пока нет
- En 10149-2Документ19 страницEn 10149-2singaravelan narayanasamy100% (1)
- Iso 2320 2008 FR en PDFДокумент8 страницIso 2320 2008 FR en PDFAmirtharaaj VijayanОценок пока нет
- Disclosure To Promote The Right To InformationДокумент21 страницаDisclosure To Promote The Right To InformationBrijeshОценок пока нет
- M. F. Bukhina, S. K. Kurlyand - Low-Temperature Behaviour of Elastomers (New Concepts in Polymer Science) - Brill Academic Publishers (2007)Документ197 страницM. F. Bukhina, S. K. Kurlyand - Low-Temperature Behaviour of Elastomers (New Concepts in Polymer Science) - Brill Academic Publishers (2007)Mothafukin MorrisseyОценок пока нет
- Conical Seat Spherical Washer Is 4297Документ6 страницConical Seat Spherical Washer Is 4297Rajasekaran Murugan0% (1)
- European Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarsДокумент13 страницEuropean Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarspraveenОценок пока нет
- Mil STD 810h HumidityДокумент22 страницыMil STD 810h Humiditymariela baigorriaОценок пока нет
- BS en 10108-2004Документ14 страницBS en 10108-2004Martijn GrootОценок пока нет
- Iso 691 2005 ToleranciasДокумент9 страницIso 691 2005 ToleranciasFer JОценок пока нет
- Din 6796Документ2 страницыDin 6796VijayGowthaman0% (1)
- Iso 05002-2013Документ20 страницIso 05002-2013mystar_bkc100% (1)
- Pressure Tight Thread Joints ISO 7Документ3 страницыPressure Tight Thread Joints ISO 7Adrian BurlacuОценок пока нет
- Parallel Key Calculation According To DIN 6892Документ21 страницаParallel Key Calculation According To DIN 6892zahirshah1436923Оценок пока нет
- Iso 888 1976Документ4 страницыIso 888 1976202218et490Оценок пока нет
- The Commercial Vehicle: An IntroductionДокумент24 страницыThe Commercial Vehicle: An IntroductionPawan Kumar Gupta100% (1)
- BS Iso 4992-2Документ37 страницBS Iso 4992-2Thomas ValoОценок пока нет
- Ford Wa 960-2004Документ1 страницаFord Wa 960-2004DanielMa0% (1)
- Sampling Plan PDFДокумент3 страницыSampling Plan PDFamitОценок пока нет
- BZ 8002953Документ15 страницBZ 8002953uuur35Оценок пока нет
- Cold-Rolled EN 10268Документ9 страницCold-Rolled EN 10268charssxОценок пока нет
- Saej 1459Документ6 страницSaej 1459Nicole KeithОценок пока нет
- BS Au 225-1988 (2000) Iso 7803-1987Документ6 страницBS Au 225-1988 (2000) Iso 7803-1987Jeff Anderson CollinsОценок пока нет
- Is 2269.2006-Hex Soc Hd. Cap ScrewДокумент20 страницIs 2269.2006-Hex Soc Hd. Cap ScrewdombipinОценок пока нет
- Arpm Publications Catalog 120617Документ10 страницArpm Publications Catalog 120617Quality ControlОценок пока нет
- SKF Lock Nuts PDFДокумент22 страницыSKF Lock Nuts PDFgrupa2904Оценок пока нет
- Metal Table JISДокумент1 страницаMetal Table JISNakkolopОценок пока нет
- DN Iso 5817Документ13 страницDN Iso 5817Phani Sridhar ChОценок пока нет
- B455Документ3 страницыB455basha100% (1)
- Iso 2901 2016Документ9 страницIso 2901 2016Brandon Vicuña GalánОценок пока нет
- Plastic Extrusion Tolerances C 20120515 163826825Документ1 страницаPlastic Extrusion Tolerances C 20120515 163826825Rani RamОценок пока нет
- DIN 936 DIV 5655: Hexagon Thin Nuts Hexagon Nuts, (H D)Документ3 страницыDIN 936 DIV 5655: Hexagon Thin Nuts Hexagon Nuts, (H D)linijatzОценок пока нет
- Jig Bushes and LinersДокумент2 страницыJig Bushes and LinersVinod GuptaОценок пока нет
- GBT6170Документ6 страницGBT6170Duc VuОценок пока нет
- DIN 128 A - Split Spring Washers, Curved, Form AДокумент6 страницDIN 128 A - Split Spring Washers, Curved, Form ASantosh100% (1)
- John Deere Design, Process, and Assembly ReviewДокумент33 страницыJohn Deere Design, Process, and Assembly ReviewcucuОценок пока нет
- Surcharges Alloys 2018Документ21 страницаSurcharges Alloys 2018S Wa Sachin0% (1)
- Pendulum Impact Testers - Impact Testing Machine - Aimil - Com - PDFДокумент12 страницPendulum Impact Testers - Impact Testing Machine - Aimil - Com - PDFAimil100% (1)
- Material Specification: Specification: Revision Date: Revision LevelДокумент2 страницыMaterial Specification: Specification: Revision Date: Revision LevelReginaldo Santos100% (1)
- Distribution Statement A - Approved For Public Release Distribution Is UnlimitedДокумент56 страницDistribution Statement A - Approved For Public Release Distribution Is UnlimitedGary WilliamsОценок пока нет
- Iso 6508 3 2015 en PDFДокумент8 страницIso 6508 3 2015 en PDFMohan.v100% (1)
- Iso-10664 PDFДокумент10 страницIso-10664 PDFPrabu ArОценок пока нет
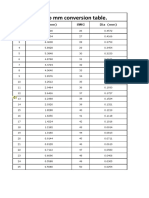
- SWG To MM Chart PDFДокумент1 страницаSWG To MM Chart PDFSundara Moorthy100% (1)
- Iso 104-2002 PDFДокумент20 страницIso 104-2002 PDFsandip277Оценок пока нет
- P20 Steel Plate Tool SteelДокумент4 страницыP20 Steel Plate Tool SteelSama UmateОценок пока нет
- Aws A2.4 - 1998 PDFДокумент118 страницAws A2.4 - 1998 PDFLongTuanОценок пока нет
- As B199-1962 Undercuts and Runouts For Screw ThreadsДокумент4 страницыAs B199-1962 Undercuts and Runouts For Screw ThreadsSAI Global - APACОценок пока нет
- 2370 Ed1 ENДокумент5 страниц2370 Ed1 ENanhthoОценок пока нет
- Broaching PDFДокумент7 страницBroaching PDFBalaji Karunakaran100% (1)
- Chapter 10Документ72 страницыChapter 10maddy_scribdОценок пока нет
- 05 Orientation TolerancesДокумент16 страниц05 Orientation Tolerancesmaddy_scribdОценок пока нет
- Tolerance of Position, Part 1Документ30 страницTolerance of Position, Part 1Orville SutariОценок пока нет
- 2.05.form Tolerances35Документ35 страниц2.05.form Tolerances35ravindra191274Оценок пока нет
- Geo TolerancesДокумент23 страницыGeo TolerancesMaureen BairdОценок пока нет
- Geometric Tolerances: Overview of Geometric Tolerances Form Tolerances Orientation Tolerances Location TolerancesДокумент23 страницыGeometric Tolerances: Overview of Geometric Tolerances Form Tolerances Orientation Tolerances Location TolerancessaravanaОценок пока нет
- Fluid Mechanics by S K MondalДокумент0 страницFluid Mechanics by S K Mondalsatoni12Оценок пока нет
- poundingOfPolymers&Composites (71) (NXPowerLite)Документ71 страницаpoundingOfPolymers&Composites (71) (NXPowerLite)maddy_scribd100% (1)
- Leifeld Flyer 2 Pages October 03Документ0 страницLeifeld Flyer 2 Pages October 03maddy_scribdОценок пока нет
- Aerodynamics: Linear MotionДокумент32 страницыAerodynamics: Linear Motionmaddy_scribdОценок пока нет
- A Brief Introduction To Composite MaterialsДокумент67 страницA Brief Introduction To Composite Materialsmaddy_scribdОценок пока нет
- Casting ProcessДокумент30 страницCasting ProcessParas ThakurОценок пока нет
- MCAMX4 RefGuideДокумент0 страницMCAMX4 RefGuidemaddy_scribdОценок пока нет
- Unit 29 Correlative Tolerances - Co Planarity and SymmetryДокумент12 страницUnit 29 Correlative Tolerances - Co Planarity and Symmetrymaddy_scribdОценок пока нет
- Forging NotesДокумент71 страницаForging Notesmaddy_scribd100% (1)
- Casting Quality ControlДокумент62 страницыCasting Quality ControlusharajendranОценок пока нет
- 08 ParallelismMeasurement80Документ31 страница08 ParallelismMeasurement80maddy_scribdОценок пока нет
- Unit 29 Correlative Tolerances - Co Planarity and SymmetryДокумент12 страницUnit 29 Correlative Tolerances - Co Planarity and Symmetrymaddy_scribdОценок пока нет
- Unit 17Документ11 страницUnit 17maddy_scribdОценок пока нет
- Unit 7Документ16 страницUnit 7maddy_scribdОценок пока нет
- Tolerance Analysis 09.04.03Документ26 страницTolerance Analysis 09.04.03maddy_scribdОценок пока нет
- Form ControlsДокумент110 страницForm Controlsmaddy_scribdОценок пока нет
- Interpret The Flatness Control. - Interpret The Straightness Control. - Interpret The Circularity Control. - Interpret The Cylindricity ControlДокумент23 страницыInterpret The Flatness Control. - Interpret The Straightness Control. - Interpret The Circularity Control. - Interpret The Cylindricity Controlmaddy_scribdОценок пока нет
- Circular Runout Measurement 1Документ19 страницCircular Runout Measurement 1maddy_scribdОценок пока нет
- Concentricity Measurement 1Документ5 страницConcentricity Measurement 1maddy_scribdОценок пока нет
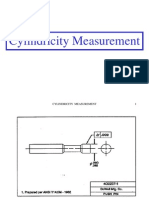
- Cylindricity Measurement 1Документ8 страницCylindricity Measurement 1maddy_scribdОценок пока нет
- 10 AngularityMeasurementДокумент66 страниц10 AngularityMeasurementmaddy_scribdОценок пока нет
- Chapter 10Документ72 страницыChapter 10maddy_scribdОценок пока нет
- GD&T Chapter 13 Profile of A Line MeasurementДокумент9 страницGD&T Chapter 13 Profile of A Line Measurementmaddy_scribdОценок пока нет
- HyperMILL Readme enДокумент20 страницHyperMILL Readme enjimОценок пока нет
- Periodic Table of ElementsДокумент60 страницPeriodic Table of ElementsruchitlpatelОценок пока нет
- Sheet Pile Analysis Sheet v1.07-18.1Документ2 страницыSheet Pile Analysis Sheet v1.07-18.1SES DESIGN100% (1)
- Mole Concept - L1rr PDFДокумент27 страницMole Concept - L1rr PDFLegend KillerОценок пока нет
- Shared Memory ArchitectureДокумент2 страницыShared Memory ArchitectureNeethu RajeshОценок пока нет
- Omega PTFE Needle Valve - FVLT100Документ1 страницаOmega PTFE Needle Valve - FVLT100XavierОценок пока нет
- Cobol Language Fundamentals: Structured COBOL Programming, Stern & Stern, 9th Ed ItionДокумент53 страницыCobol Language Fundamentals: Structured COBOL Programming, Stern & Stern, 9th Ed ItionAsk NameОценок пока нет
- 4.uses of Metals - 1-32 For StudentsДокумент13 страниц4.uses of Metals - 1-32 For StudentsnergisalihpasaogluОценок пока нет
- 7 Market EquilibriumДокумент4 страницы7 Market EquilibriumAdeeba iqbalОценок пока нет
- R172 NTG4.5 EngineeringMenuДокумент5 страницR172 NTG4.5 EngineeringMenualeksandar_tudzarovОценок пока нет
- Clase 13-06Документ28 страницClase 13-06Jhurema NihuaОценок пока нет
- Ece R13Документ36 страницEce R13DilipReddiarОценок пока нет
- TFT SDK ManualДокумент107 страницTFT SDK ManualRenier ServenОценок пока нет
- Squall (Better) Training Manual: ModelsДокумент83 страницыSquall (Better) Training Manual: ModelsSilomo-saka MambaОценок пока нет
- Flue Gas Analysis in IndustryДокумент150 страницFlue Gas Analysis in Industryblack_knight728Оценок пока нет
- Test A: Two-Dimensional Motion and VectorsДокумент9 страницTest A: Two-Dimensional Motion and VectorsAref DahabrahОценок пока нет
- Numerical Methods in Rock Mechanics - 2002 - International Journal of Rock Mechanics and Mining SciencesДокумент19 страницNumerical Methods in Rock Mechanics - 2002 - International Journal of Rock Mechanics and Mining SciencesAnderson Lincol Condori PaytanОценок пока нет
- Question For Practice Oracle (11g) With AnswersДокумент32 страницыQuestion For Practice Oracle (11g) With AnswersAnonymous J8V2pZZ100% (4)
- Modern Age Waste Water ProblemsДокумент364 страницыModern Age Waste Water Problemsromaehab201912Оценок пока нет
- Energy Audit Report by CPRIДокумент247 страницEnergy Audit Report by CPRImag_ktps20021520100% (2)
- Register Transfer LanguageДокумент11 страницRegister Transfer LanguageShiva IdokОценок пока нет
- SQL1Документ13 страницSQL1Devalla Bhaskar GaneshОценок пока нет
- GGGB6023 Tugasan Tutorial 3 - P69060 Mior SyazrilДокумент5 страницGGGB6023 Tugasan Tutorial 3 - P69060 Mior SyazrilAmizan AbdullahОценок пока нет
- Modding ManualДокумент25 страницModding ManualSebastian SallerОценок пока нет
- Cayenne 5Документ17 страницCayenne 5Marcelo AndradeОценок пока нет
- Programming: Simon ScheideggerДокумент90 страницProgramming: Simon ScheideggerRuben KempterОценок пока нет
- Haaland EquationДокумент1 страницаHaaland EquationAmir AzmiОценок пока нет
- WDM Bi553Документ138 страницWDM Bi553florea_madfoxОценок пока нет
- (Routledge Library Editions - Urban Planning) Brian Field, Bryan Macgregor (Editor) - Forecasting Techniques For Urban and Regional Planning-Routledge (2018)Документ241 страница(Routledge Library Editions - Urban Planning) Brian Field, Bryan Macgregor (Editor) - Forecasting Techniques For Urban and Regional Planning-Routledge (2018)OMAR SANCHEZ100% (1)
- Oracle Database 11g Transparent Data EncryptionДокумент40 страницOracle Database 11g Transparent Data EncryptionYelena BytenskayaОценок пока нет
- You Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherОт EverandYou Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherОценок пока нет
- The House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedОт EverandThe House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedРейтинг: 4.5 из 5 звезд4.5/5 (5)
- The Importance of Being Earnest: Classic Tales EditionОт EverandThe Importance of Being Earnest: Classic Tales EditionРейтинг: 4.5 из 5 звезд4.5/5 (44)
- The Little Book of Big F*#k Ups: 220 of History's Most-Regrettable MomentsОт EverandThe Little Book of Big F*#k Ups: 220 of History's Most-Regrettable MomentsОценок пока нет
- The Book of Bad:: Stuff You Should Know Unless You’re a PussyОт EverandThe Book of Bad:: Stuff You Should Know Unless You’re a PussyРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Welcome to the United States of Anxiety: Observations from a Reforming NeuroticОт EverandWelcome to the United States of Anxiety: Observations from a Reforming NeuroticРейтинг: 3.5 из 5 звезд3.5/5 (10)
- Sex, Drugs, and Cocoa Puffs: A Low Culture ManifestoОт EverandSex, Drugs, and Cocoa Puffs: A Low Culture ManifestoРейтинг: 3.5 из 5 звезд3.5/5 (1428)
- A**holeology The Cheat Sheet: Put the science into practice in everyday situationsОт EverandA**holeology The Cheat Sheet: Put the science into practice in everyday situationsРейтинг: 3.5 из 5 звезд3.5/5 (3)
- One-Star Reviews: The Very Best Reviews of the Very Worst ProductsОт EverandOne-Star Reviews: The Very Best Reviews of the Very Worst ProductsРейтинг: 4.5 из 5 звезд4.5/5 (2)