Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- CHECKLIST Precast Foundation Inspection ChecklistДокумент1 страницаCHECKLIST Precast Foundation Inspection ChecklistrahulsivaОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Trimix Flooring AnalysisДокумент6 страницTrimix Flooring AnalysisShashank Hegde75% (8)
- Ubbl 2021Документ14 страницUbbl 2021PingFuan LeeОценок пока нет
- Al Habtoor Leighton - Company ProfileДокумент32 страницыAl Habtoor Leighton - Company ProfilearshadhawarОценок пока нет
- CT Unit 3Документ19 страницCT Unit 3Online AdoroОценок пока нет
- Blow MoldingДокумент30 страницBlow MoldingHOANGVUNL1988100% (1)
- Lecture 4 - Losses in PSДокумент12 страницLecture 4 - Losses in PSLexi BarcelonОценок пока нет
- Fabrication QC Control SheetДокумент92 страницыFabrication QC Control SheetHendry maysadiputraОценок пока нет
- Code Requirements For Nuclear Safety-Related Concrete Structures (ACI 349-13) and CommentaryДокумент2 страницыCode Requirements For Nuclear Safety-Related Concrete Structures (ACI 349-13) and CommentaryAgit SipkaОценок пока нет
- 02-Architectural SpecificationДокумент280 страниц02-Architectural SpecificationNomi JeОценок пока нет
- Ce - 07Документ1 страницаCe - 07Arnulfo Jose Pi DiОценок пока нет
- Sample Inspection ReportДокумент62 страницыSample Inspection ReportholmesonhomesОценок пока нет
- RCD Chaptetr 5Документ9 страницRCD Chaptetr 5jereck loquisoОценок пока нет
- MasterSeal 937 Single Sided TapeДокумент3 страницыMasterSeal 937 Single Sided TapeChaitanya MehtaОценок пока нет
- Poarr L45Документ16 страницPoarr L45slohariОценок пока нет
- Tds Isover TPДокумент1 страницаTds Isover TPBulent KABADAYIОценок пока нет
- Light rail bridge design issues focus on LRT loads and code applicationsДокумент10 страницLight rail bridge design issues focus on LRT loads and code applicationsBellaОценок пока нет
- 1) General Notes:: Karthikeyan AssociatesДокумент12 страниц1) General Notes:: Karthikeyan AssociatesSLV GROUPОценок пока нет
- Builtup SectionДокумент4 страницыBuiltup SectionSuhas MangaloreОценок пока нет
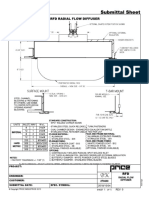
- RFD Radial Flow Diffuser SubmittalДокумент2 страницыRFD Radial Flow Diffuser SubmittalJ.P. PazaОценок пока нет
- Cement Based PaintsДокумент16 страницCement Based PaintsMohd SalahuddinОценок пока нет
- Elevator A17Документ165 страницElevator A17SoojaelimОценок пока нет
- Aggregate Moisture Correction FactorsДокумент2 страницыAggregate Moisture Correction FactorsKeyvin dela CruzОценок пока нет
- Epoxy concrete handrail construction detailsДокумент1 страницаEpoxy concrete handrail construction detailsdania alnajiОценок пока нет
- Teknik Penambangan BatubaraДокумент21 страницаTeknik Penambangan BatubaraInda LamersОценок пока нет
- Green Building Basics and BenefitsДокумент13 страницGreen Building Basics and BenefitsvermadeenОценок пока нет
- Item 200-201 & 310Документ19 страницItem 200-201 & 310KaJong JaclaОценок пока нет
- Electric and water requirements for concrete batch plantДокумент8 страницElectric and water requirements for concrete batch plantWael WaelОценок пока нет
- Chapter 2.2Документ92 страницыChapter 2.2zeru3261172100% (2)
- Design of Steel For CRCP Reinforcement (IRC-118-2015)Документ6 страницDesign of Steel For CRCP Reinforcement (IRC-118-2015)Sneh KhandelwalОценок пока нет