Вам также может понравиться
- Boat Maintenance Companions: Electrics & Diesel Companions at SeaОт EverandBoat Maintenance Companions: Electrics & Diesel Companions at SeaОценок пока нет
- 3 ElectricArcWeldingДокумент36 страниц3 ElectricArcWeldingkumarreddy247Оценок пока нет
- 3 ElectricArcWeldingДокумент35 страниц3 ElectricArcWeldingKirandeep GandhamОценок пока нет
- 3 ElectricArcWeldingДокумент34 страницы3 ElectricArcWeldingKamlesh DalavadiОценок пока нет
- 318 ElectricArcWelding PDFДокумент40 страниц318 ElectricArcWelding PDFtek_surinderОценок пока нет
- WPS 2Документ41 страницаWPS 2Armin PatelОценок пока нет
- Arc WeldingДокумент73 страницыArc WeldingAzaad MaverickОценок пока нет
- Manual Metal Arc WeldingДокумент35 страницManual Metal Arc Weldingadeoye_okunoyeОценок пока нет
- SMAW BasicsДокумент28 страницSMAW BasicssanjibkrjanaОценок пока нет
- Manual Metal Arc WeldingДокумент35 страницManual Metal Arc Weldingperlan1234Оценок пока нет
- Shielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingДокумент50 страницShielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingRafli RamadhaniОценок пока нет
- Afcons Infrastructure Limited: Introduction To Arc WeldingДокумент42 страницыAfcons Infrastructure Limited: Introduction To Arc WeldingHarisbarthiОценок пока нет
- Electrical Terms in WeldingДокумент11 страницElectrical Terms in WeldingRaviОценок пока нет
- WELDINGДокумент51 страницаWELDINGStewart StevenОценок пока нет
- Shielded Metal Arc WeldingДокумент39 страницShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- Dictionary of WeldingДокумент57 страницDictionary of WeldingtoddflyОценок пока нет
- Welding Terms PDFДокумент4 страницыWelding Terms PDFsivacwiОценок пока нет
- Set-Up Welding EquipmentsДокумент37 страницSet-Up Welding EquipmentsEvan Jared L. GalvezОценок пока нет
- Manufacturing Processes (ME 361) Lecture-17: Instructor: Shantanu BhattacharyaДокумент21 страницаManufacturing Processes (ME 361) Lecture-17: Instructor: Shantanu BhattacharyaSahil SundaОценок пока нет
- Miller Submerged Arc HandbookДокумент32 страницыMiller Submerged Arc Handbookbjrhunter0% (1)
- Introductory Topics (Part 2)Документ47 страницIntroductory Topics (Part 2)Cao Duy Hung NguyenОценок пока нет
- Arc WeldingДокумент48 страницArc WeldingSumma ThanОценок пока нет
- L33A - Power CharacteristicsДокумент19 страницL33A - Power CharacteristicsArshpreet SinghОценок пока нет
- Edm NotesДокумент98 страницEdm NotesDeepankumar AthiyannanОценок пока нет
- What Every Engineer Should Know About Welding ProceduresДокумент13 страницWhat Every Engineer Should Know About Welding Proceduresarash59_4uОценок пока нет
- What Every Engineer Should Know About Welding 2Документ5 страницWhat Every Engineer Should Know About Welding 2Sanjay BhootakaОценок пока нет
- SMAW Welding Section 8 Unit 26Документ45 страницSMAW Welding Section 8 Unit 26Ari WidyantoОценок пока нет
- Lec 13 Unit 3 Arc Welding - HAFДокумент23 страницыLec 13 Unit 3 Arc Welding - HAFZakyОценок пока нет
- Electric Arc WeldingДокумент36 страницElectric Arc Weldingankita awasthiОценок пока нет
- Arc Welding Power SourceДокумент22 страницыArc Welding Power SourceMayank SinglaОценок пока нет
- Hand Tools PDFДокумент8 страницHand Tools PDFRenante DeseoОценок пока нет
- Basic Theories: Edgardo Rapalo CCSN 651-4692Документ32 страницыBasic Theories: Edgardo Rapalo CCSN 651-4692amorenmarchaОценок пока нет
- MMAWДокумент21 страницаMMAWAkash PandeyОценок пока нет
- Shielded Metal Arc Welding: An IntroductionДокумент10 страницShielded Metal Arc Welding: An IntroductionAdhanom G.Оценок пока нет
- 10 MMA WeldingДокумент16 страниц10 MMA WeldingfehmohdОценок пока нет
- Gtaw and Gmaw Equipment and Supplies: 7.2 Arc Welding Power Sources For GTAWДокумент19 страницGtaw and Gmaw Equipment and Supplies: 7.2 Arc Welding Power Sources For GTAWNachiket MujumdarОценок пока нет
- Lec 5Документ34 страницыLec 5Serhat ManulboğaОценок пока нет
- Q II Module 5 GR 12 Week5Документ23 страницыQ II Module 5 GR 12 Week5WilmerОценок пока нет
- Fcaw & Saw W: EldingДокумент47 страницFcaw & Saw W: Eldingprabhatkumar_6657012Оценок пока нет
- HF WeldingДокумент35 страницHF WeldingLuka BugarinОценок пока нет
- Resistance Welding Qs and AsДокумент7 страницResistance Welding Qs and AssoliddreamsОценок пока нет
- ARC Welding PowARC Welding Power Sources - Pdfer SourcesДокумент42 страницыARC Welding PowARC Welding Power Sources - Pdfer SourcesDanielОценок пока нет
- JJ104 Workshop Technology CHAPTER9 Arc WeldingДокумент14 страницJJ104 Workshop Technology CHAPTER9 Arc WeldingAh Tiang50% (4)
- Basic Electical 4212Документ67 страницBasic Electical 4212unnati.sharmaОценок пока нет
- Part 32 Welding RelatedДокумент8 страницPart 32 Welding Relatedravindra_jivaniОценок пока нет
- EnerconДокумент73 страницыEnerconJoanna Luz Bagnol100% (1)
- Power Source Lecture 1Документ8 страницPower Source Lecture 1Sutanwi LahiriОценок пока нет
- MMA Welding LastДокумент76 страницMMA Welding LastMahmoud Elemam100% (1)
- WELDINGДокумент94 страницыWELDINGharshaОценок пока нет
- Current and Voltage in Circuit Term 2 Class 9Документ41 страницаCurrent and Voltage in Circuit Term 2 Class 9shaheer ahmedОценок пока нет
- Module 2: Terms of WeldingДокумент9 страницModule 2: Terms of WeldingevОценок пока нет
- DC Machines: Saravanan T Y Assistant Professor EEE Department Nararana Engineering College GudurДокумент34 страницыDC Machines: Saravanan T Y Assistant Professor EEE Department Nararana Engineering College GudurSaravanan T YОценок пока нет
- SmawДокумент15 страницSmawchella_pandianОценок пока нет
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsОт EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsОценок пока нет
- STEM: Science, Technology, Engineering and Maths Principles Teachers Pack V10От EverandSTEM: Science, Technology, Engineering and Maths Principles Teachers Pack V10Оценок пока нет
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1От EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Рейтинг: 2.5 из 5 звезд2.5/5 (3)
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenОт EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenРейтинг: 4 из 5 звезд4/5 (2)
- Step 1Документ2 страницыStep 1Chennai TuitionsОценок пока нет
- About Indian Engineering Service: All Appointments To Civil Services, Group A Are Made by TheДокумент4 страницыAbout Indian Engineering Service: All Appointments To Civil Services, Group A Are Made by TheChennai TuitionsОценок пока нет
- Carts & Wheels: You Must Have Seen Many Such Round Things Around You. List Some More in Your NotebookДокумент13 страницCarts & Wheels: You Must Have Seen Many Such Round Things Around You. List Some More in Your NotebookChennai TuitionsОценок пока нет
- Names of Examination / Service and Code NumbersДокумент3 страницыNames of Examination / Service and Code NumbersChennai TuitionsОценок пока нет
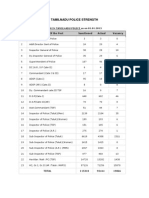
- Tamilnadu Police Strength: S.No Name of The Post Sanctioned Actual VacancyДокумент1 страницаTamilnadu Police Strength: S.No Name of The Post Sanctioned Actual VacancyChennai TuitionsОценок пока нет
- SMTX 1010 Engineering Mathematics Iv: (Common To All Branches Except Bio Informatics)Документ1 страницаSMTX 1010 Engineering Mathematics Iv: (Common To All Branches Except Bio Informatics)Chennai TuitionsОценок пока нет
- m5 Upto Nov 2012Документ31 страницаm5 Upto Nov 2012Chennai TuitionsОценок пока нет
- Why GATE?: GATE Exam Is Important Because of Below Mentioned FactorsДокумент7 страницWhy GATE?: GATE Exam Is Important Because of Below Mentioned FactorsChennai TuitionsОценок пока нет
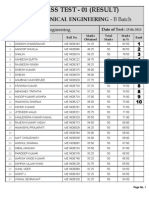
- Class Test - 01 (Result) : Mechanical Engineering - B BatchДокумент10 страницClass Test - 01 (Result) : Mechanical Engineering - B BatchChennai TuitionsОценок пока нет
- M3plan SathyabamaДокумент1 страницаM3plan SathyabamaChennai TuitionsОценок пока нет
- TNPSCДокумент30 страницTNPSCRamesh BabuОценок пока нет
- Walk in Interview Adv 4Документ3 страницыWalk in Interview Adv 4Chennai TuitionsОценок пока нет
- Smtx1002 Engineering Mathematics Ii: ph.9962445432 VelacheryДокумент1 страницаSmtx1002 Engineering Mathematics Ii: ph.9962445432 VelacheryChennai TuitionsОценок пока нет
- Smtx1001 Engineering Mathematics - I Unit I Trigonometry 10 HrsДокумент1 страницаSmtx1001 Engineering Mathematics - I Unit I Trigonometry 10 HrsChennai TuitionsОценок пока нет
- National Institute of Technology Calicut: Application For Seeking Information Under The Right To Information Act, 2005Документ4 страницыNational Institute of Technology Calicut: Application For Seeking Information Under The Right To Information Act, 2005Chennai TuitionsОценок пока нет
- Advt. Octocttactt-Online DSP 1Документ4 страницыAdvt. Octocttactt-Online DSP 1Chennai TuitionsОценок пока нет
- Group A: All Appointments To Civil Services, Group A Are Made by TheДокумент6 страницGroup A: All Appointments To Civil Services, Group A Are Made by TheChennai TuitionsОценок пока нет
- GATE Score Is Considered by PSUsДокумент1 страницаGATE Score Is Considered by PSUsChennai TuitionsОценок пока нет
- Chi-Square and F Distributions: Children of The NormalДокумент16 страницChi-Square and F Distributions: Children of The NormalChennai TuitionsОценок пока нет
- 4castingprocesses 120526012606 Phpapp01Документ28 страниц4castingprocesses 120526012606 Phpapp01Chennai TuitionsОценок пока нет