Вам также может понравиться
- The Difference Between BS5308 Cable PAS 5308 Cable and en 50288 Cable - What Are en 50288-7 CablesДокумент3 страницыThe Difference Between BS5308 Cable PAS 5308 Cable and en 50288 Cable - What Are en 50288-7 CablesveerendraОценок пока нет
- Production Technology Lab FileДокумент45 страницProduction Technology Lab FileSakshi RoyОценок пока нет
- MP 2 Unit II MachinabilityДокумент15 страницMP 2 Unit II MachinabilitySuraj NKОценок пока нет
- Flywheel: Flywheels-Function Need and OperationДокумент11 страницFlywheel: Flywheels-Function Need and OperationKristian John B Rabino100% (2)
- Types of Chips in Metal CuttingДокумент5 страницTypes of Chips in Metal CuttingMUKIIBI GERALDОценок пока нет
- W. V. Titow M. Phil., PH.D., C. Chem., F. R. S. C., F. P. R. I., C. Text., A.T.I. (Auth.) - PVC Plastics - Properties, Processing, and Applications-Springer Netherlands (1990) PDFДокумент919 страницW. V. Titow M. Phil., PH.D., C. Chem., F. R. S. C., F. P. R. I., C. Text., A.T.I. (Auth.) - PVC Plastics - Properties, Processing, and Applications-Springer Netherlands (1990) PDFNguyễn Viết Lương50% (2)
- 2.superfinishing ProcessДокумент9 страниц2.superfinishing ProcessVikrant Sharma100% (1)
- Silicone Rubber White PaperДокумент6 страницSilicone Rubber White PaperRahul YadavОценок пока нет
- Unit IV - Abrasive Process and Broaching PDFДокумент80 страницUnit IV - Abrasive Process and Broaching PDFKanda SamyОценок пока нет
- Practical Rheology HandbookДокумент120 страницPractical Rheology Handbookkseshu100% (2)
- ch21 Fundamentals of MachiningДокумент25 страницch21 Fundamentals of MachiningBaatar Zorigt100% (1)
- Parker Technical Detail 3501E-N PDFДокумент32 страницыParker Technical Detail 3501E-N PDFlaxmanОценок пока нет
- Introduction To GrindingДокумент8 страницIntroduction To GrindingsreeshpsОценок пока нет
- Bearing (Mechanical)Документ9 страницBearing (Mechanical)Khor Tze MingОценок пока нет
- Course of Flexible PipesДокумент67 страницCourse of Flexible PipesEd Mulford100% (1)
- Twin Screw ExtruderДокумент106 страницTwin Screw ExtruderHassan100% (1)
- Clase 7. Blown Film ExtrusionДокумент37 страницClase 7. Blown Film ExtrusionJuan Carlos Amaro ReyesОценок пока нет
- Forging of MetalsДокумент31 страницаForging of MetalsSaiful IslamОценок пока нет
- Plastic Design MethodДокумент8 страницPlastic Design MethodBhaskar ReddyОценок пока нет
- Rolling Friction and Rolling ResistanceДокумент5 страницRolling Friction and Rolling ResistanceHussainОценок пока нет
- Automation in Sheet Metal Tig Welding Process: A Case StudyДокумент6 страницAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupОценок пока нет
- The Major Operations of Sheet Metal AreДокумент19 страницThe Major Operations of Sheet Metal Arepramod saljoshiОценок пока нет
- CH 4 Metal FormingДокумент44 страницыCH 4 Metal FormingJohn Choi0% (1)
- Design of 3000 Ton Forge PressДокумент16 страницDesign of 3000 Ton Forge PressSwaroopReddyОценок пока нет
- Forging and Its TypesДокумент9 страницForging and Its TypesHarinath GowdОценок пока нет
- Features of A Milling CutterДокумент8 страницFeatures of A Milling CutterAnuj KrОценок пока нет
- Theory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byДокумент39 страницTheory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byamitОценок пока нет
- Lecture - 05 Welded ConnectionsДокумент84 страницыLecture - 05 Welded Connectionssivaenotes100% (2)
- Manufacturing Processes - II - Lecture Notes PDFДокумент18 страницManufacturing Processes - II - Lecture Notes PDFDharmendra KumarОценок пока нет
- Lecture 03 - Bulk-Forming Processes PDFДокумент22 страницыLecture 03 - Bulk-Forming Processes PDFMohamed Galal MekawyОценок пока нет
- Books:: Machining Technology & MetrologyДокумент8 страницBooks:: Machining Technology & MetrologyaritraОценок пока нет
- Joining Part2Документ27 страницJoining Part2Dune StarlightОценок пока нет
- AMT-Forming (Compatibility Mode)Документ15 страницAMT-Forming (Compatibility Mode)Abdulhmeed MutalatОценок пока нет
- Difference Between Up Milling and Down MillingДокумент4 страницыDifference Between Up Milling and Down MillingT. VeerabhadraiahОценок пока нет
- 1 Socket Spigot Cotter JointДокумент37 страниц1 Socket Spigot Cotter JointGautam GunjanОценок пока нет
- Hot Working Cold WorkingДокумент2 страницыHot Working Cold WorkingBivas Panigrahi100% (1)
- Metalworking Processes LVDДокумент12 страницMetalworking Processes LVDSang Ka KalaОценок пока нет
- Applications of GearsДокумент5 страницApplications of Gearsmechanical-engg100% (3)
- Theory of Metal CuttingДокумент46 страницTheory of Metal CuttingRaju MathewОценок пока нет
- Metal Cutting: Machining & Machining Tools Unit-1Документ90 страницMetal Cutting: Machining & Machining Tools Unit-1Joao PedroОценок пока нет
- Lecture3 (1) AssignДокумент5 страницLecture3 (1) AssignMuket AgmasОценок пока нет
- CH 21Документ45 страницCH 21Anonymous p0mg44xОценок пока нет
- Cutting Force Measurements: S.DineshДокумент20 страницCutting Force Measurements: S.DineshMukesh Muraleedharan NairОценок пока нет
- Metal Forming & RollingДокумент14 страницMetal Forming & RollingAmmarОценок пока нет
- Machining Forces and Merchant's Circle Diagram (MCD)Документ40 страницMachining Forces and Merchant's Circle Diagram (MCD)AswinОценок пока нет
- WINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFДокумент27 страницWINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFRishabh ChoudharyОценок пока нет
- Presentation On Industry 4.0 - Anna UniversityДокумент33 страницыPresentation On Industry 4.0 - Anna UniversityViraj ShiroleОценок пока нет
- Mercant CircleДокумент7 страницMercant CircleKavi ArasuОценок пока нет
- Report Sheet Metal Blanking 1hhДокумент28 страницReport Sheet Metal Blanking 1hhDino DanielОценок пока нет
- Introduction To UCMPДокумент27 страницIntroduction To UCMPGowtham sivateja100% (2)
- Work HoldingДокумент5 страницWork HoldingKANDALA RAJASHEKAR REDDYОценок пока нет
- WeldingДокумент27 страницWeldingsuman kumarОценок пока нет
- Advanced Metal Cutting Technology (MAT-514 A) Patr 1Документ25 страницAdvanced Metal Cutting Technology (MAT-514 A) Patr 1Bizuayehu Tadesse100% (1)
- ForgingДокумент54 страницыForgingMaheshОценок пока нет
- Stretch Forming JomyДокумент33 страницыStretch Forming JomyJoОценок пока нет
- Design and Fabrication of Pneumatic Sheet Metal CuДокумент3 страницыDesign and Fabrication of Pneumatic Sheet Metal CuMohammed Abdul KaleemОценок пока нет
- Solutions Final Exam June 2019Документ8 страницSolutions Final Exam June 2019Shantha Kumar G CОценок пока нет
- Lecture 5-Machining OperationsДокумент55 страницLecture 5-Machining OperationsAhmad OmarОценок пока нет
- Bending DiesДокумент31 страницаBending DiesTamirat Nemomsa100% (1)
- CNCДокумент16 страницCNCzarepОценок пока нет
- MillingДокумент54 страницыMillingVickyVenkataramanОценок пока нет
- ForgingДокумент38 страницForgingapi-26546070Оценок пока нет
- Assignment 2Документ1 страницаAssignment 2Anonymous toFx4nRОценок пока нет
- Unit IIIДокумент167 страницUnit IIIJG MohanОценок пока нет
- Bending ProcessДокумент23 страницыBending Processmaitoravi78Оценок пока нет
- Unit-4 MMДокумент74 страницыUnit-4 MMRama SamyОценок пока нет
- Unit-Ii Projection of Points & Lines Theory of Projections Projection TheoryДокумент37 страницUnit-Ii Projection of Points & Lines Theory of Projections Projection Theorysunil kumarОценок пока нет
- Classification of Forming & Shaping Processes & EquipmentДокумент51 страницаClassification of Forming & Shaping Processes & EquipmentFarman AliОценок пока нет
- UntitledДокумент7 страницUntitledKondwani NguletiОценок пока нет
- Goo Goo Dolls ChordsДокумент3 страницыGoo Goo Dolls ChordsarhlboyОценок пока нет
- Beale Equation CalculatorДокумент1 страницаBeale Equation CalculatorarhlboyОценок пока нет
- Theme SongsДокумент10 страницTheme SongsarhlboyОценок пока нет
- ClutshesДокумент15 страницClutshesAmr Abd ElrahmanОценок пока нет
- Eminem - Chord BookДокумент22 страницыEminem - Chord BookarhlboyОценок пока нет
- Alanis Morissete ChordsДокумент2 страницыAlanis Morissete ChordsarhlboyОценок пока нет
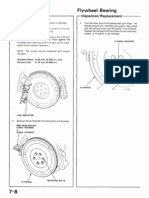
- Flywheel BearingДокумент2 страницыFlywheel BearingarhlboyОценок пока нет
- This Is Basically 6988qwdre6577Документ1 страницаThis Is Basically 6988qwdre6577arhlboyОценок пока нет
- I'm Ashamed But This Is My Only Chance To Get Free Downloads!Документ1 страницаI'm Ashamed But This Is My Only Chance To Get Free Downloads!arhlboyОценок пока нет
- Finding Roots of EquationsДокумент57 страницFinding Roots of EquationsFaheem ZaidiОценок пока нет
- RJTS-AM 2009 2 A2 DumitrescuДокумент14 страницRJTS-AM 2009 2 A2 DumitrescuarhlboyОценок пока нет
- Resolution Accuracy Repeatability ComplianceДокумент5 страницResolution Accuracy Repeatability ComplianceIvan AvramovОценок пока нет
- Carpet-Weavers, Morocco Carol RumensДокумент10 страницCarpet-Weavers, Morocco Carol RumensarhlboyОценок пока нет
- Resolution Accuracy Repeatability ComplianceДокумент5 страницResolution Accuracy Repeatability ComplianceIvan AvramovОценок пока нет
- Upload PDFДокумент1 страницаUpload PDFarhlboyОценок пока нет
- Solar DishДокумент17 страницSolar DisharhlboyОценок пока нет
- BOOK ERRORS - Engineering Vibrations 3E InmanДокумент4 страницыBOOK ERRORS - Engineering Vibrations 3E InmanmetaenderОценок пока нет
- IC Engine TestingДокумент10 страницIC Engine TestingarhlboyОценок пока нет
- Simulia RSN 1011Документ24 страницыSimulia RSN 1011arhlboyОценок пока нет
- Presentation-CombiningProENGINEER ProMECHANICA and Mathcad-FinalДокумент20 страницPresentation-CombiningProENGINEER ProMECHANICA and Mathcad-FinalarhlboyОценок пока нет
- Excel Add inДокумент83 страницыExcel Add inarhlboyОценок пока нет
- MV Cables Catalogue 2022 WebДокумент43 страницыMV Cables Catalogue 2022 WebkanarendranОценок пока нет
- Acrylamide AnalisysДокумент37 страницAcrylamide AnalisysKatherineGlickОценок пока нет
- Article - NICA™ Pelletizing TechnologyДокумент5 страницArticle - NICA™ Pelletizing Technologyrohan satwaraОценок пока нет
- Waste Plastic Recycling Equipment PDFДокумент37 страницWaste Plastic Recycling Equipment PDFdinero dahustleОценок пока нет
- MET 204 Manufacturing ProcessДокумент8 страницMET 204 Manufacturing Processrejeesh_rajendranОценок пока нет
- BKG® Norcon™ Eh: Slide Plate Screen ChangerДокумент2 страницыBKG® Norcon™ Eh: Slide Plate Screen ChangerRikiОценок пока нет
- Metal Processes: V L C K ND of Proc H T Ca Ar HДокумент2 страницыMetal Processes: V L C K ND of Proc H T Ca Ar HTere Romero50% (2)
- Title Page For Research ProposalДокумент5 страницTitle Page For Research Proposaln3ivivОценок пока нет
- Defects of The Tire ExtruderДокумент4 страницыDefects of The Tire Extruderisuru jayalathОценок пока нет
- QQ - A - 2oo / 4D February20,1981 Supersed I NG QQ - A - 200 / 4C August 21, 1970Документ4 страницыQQ - A - 2oo / 4D February20,1981 Supersed I NG QQ - A - 200 / 4C August 21, 1970kay123Оценок пока нет
- Tim OsswaldДокумент36 страницTim OsswaldandresОценок пока нет
- Rolling ShuttersДокумент36 страницRolling ShuttersVijay KumarОценок пока нет
- 4 5992445822871016655Документ1 006 страниц4 5992445822871016655Aradhya DahakeОценок пока нет
- Gear Manufacturing Process - 1Документ21 страницаGear Manufacturing Process - 1Nishant ShahОценок пока нет
- Major Roles in Aluminum ProcessingДокумент5 страницMajor Roles in Aluminum ProcessingAnish RanjanОценок пока нет
- TS-ELEC-04 - Specification of Electric Cables - R1Документ23 страницыTS-ELEC-04 - Specification of Electric Cables - R1SUSOVAN BISWASОценок пока нет
- Viscosity of PPДокумент6 страницViscosity of PPRaja ShekaranОценок пока нет
- 30 International Cablemakers Federation Schroth PDFДокумент25 страниц30 International Cablemakers Federation Schroth PDFsajuaanalsaОценок пока нет
- Animal Food Processing PlantДокумент30 страницAnimal Food Processing PlantDaniel OkereОценок пока нет
- MudMaster HPHT Pistons Mud PumpДокумент2 страницыMudMaster HPHT Pistons Mud PumpifebrianОценок пока нет
- Lloyd1994 PDFДокумент23 страницыLloyd1994 PDFkousikkumaarОценок пока нет
- Forming, Working and Heat-Treating MetalДокумент2 страницыForming, Working and Heat-Treating MetalSultan RomiОценок пока нет