Вам также может понравиться
- Studio4 - LEED - Green - Associate - Study - Guide - Master 2nd Edition PDFДокумент310 страницStudio4 - LEED - Green - Associate - Study - Guide - Master 2nd Edition PDFyu zhangОценок пока нет
- Asme B36.10M-2018Документ36 страницAsme B36.10M-2018امينОценок пока нет
- 1 Simplex Method: Maximization ProblemДокумент10 страниц1 Simplex Method: Maximization ProblemSayed AlhussainiОценок пока нет
- Anchors and Fall Arrest System A Guide To Good Practice: PublicationДокумент22 страницыAnchors and Fall Arrest System A Guide To Good Practice: PublicationEdward C100% (1)
- Usn LM2500 Asme Paper GT2010-22811 61410 JalДокумент7 страницUsn LM2500 Asme Paper GT2010-22811 61410 Jalferrerick0% (1)
- DFMA Hand Written AssignmentДокумент1 страницаDFMA Hand Written AssignmentNEERAJ TILARA100% (1)
- 15 Integrated Manufacturing Systems Lecture #15 HandoutДокумент2 страницы15 Integrated Manufacturing Systems Lecture #15 HandoutFelipeОценок пока нет
- Challenges in PavementsДокумент23 страницыChallenges in PavementsSomeshwar Rao ThakkallapallyОценок пока нет
- Permeability: The Key to ProductionДокумент30 страницPermeability: The Key to ProductionDarshak Sakhreliya100% (1)
- A320 Aircraft CharacteristicsДокумент387 страницA320 Aircraft CharacteristicsEder LucianoОценок пока нет
- Sheet 3 Charting and Diagram Chapter 9Документ12 страницSheet 3 Charting and Diagram Chapter 9AhmedAhmed100% (2)
- Curves & SplinesДокумент49 страницCurves & SplinesAmit DostОценок пока нет
- Solving Facility Location Problems with Center of Gravity and P-Median ApproachesДокумент30 страницSolving Facility Location Problems with Center of Gravity and P-Median ApproachesAbhishek PadhyeОценок пока нет
- Capacity and Demand in Units Period Regular Time Overtime Subcontract DemandДокумент3 страницыCapacity and Demand in Units Period Regular Time Overtime Subcontract DemandVinay Kumar0% (1)
- Chapter 3 - Consumer and Organizational Buyer BehaviorДокумент61 страницаChapter 3 - Consumer and Organizational Buyer Behavioralbgatmty100% (3)
- Feed Water and Boiler Water of Steam GeneratorsДокумент2 страницыFeed Water and Boiler Water of Steam GeneratorsIvicaT0% (2)
- Sensitivity Analysis InterpretationДокумент8 страницSensitivity Analysis Interpretationronit brahmaОценок пока нет
- Kepb003404 PDFДокумент472 страницыKepb003404 PDFELIAS100% (1)
- DR System ConciseДокумент37 страницDR System ConciseJiten KarmakarОценок пока нет
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsОт EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsОценок пока нет
- Cyber Security Research Proposal - SandboxingДокумент23 страницыCyber Security Research Proposal - SandboxingAnonymous Sa6jc83D100% (4)
- Thu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFДокумент36 страницThu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFThông PhanОценок пока нет
- Time Study: Avg. Observed Time (Or Actual Time (AT) )Документ8 страницTime Study: Avg. Observed Time (Or Actual Time (AT) )Musa Can ArslanОценок пока нет
- Decision Modeling Applications and Spreadsheet SolutionsДокумент25 страницDecision Modeling Applications and Spreadsheet SolutionsaniketkaushikОценок пока нет
- ISYE 3450 Homework 1Документ2 страницыISYE 3450 Homework 1Brandon HarrisОценок пока нет
- Linear Programming IntroductionДокумент22 страницыLinear Programming IntroductionAndrés AvilésОценок пока нет
- Assignment 2Документ3 страницыAssignment 2Sodhani AnkurОценок пока нет
- Modern Control Technology Components & Systems (2nd Ed.)Документ2 страницыModern Control Technology Components & Systems (2nd Ed.)musarraf172Оценок пока нет
- Solutions ManualДокумент200 страницSolutions ManualNguyễn Tấn TàiОценок пока нет
- Simulation of Plant Scale ManufacturingДокумент6 страницSimulation of Plant Scale ManufacturingTim ChegeОценок пока нет
- Chapter 9 & Chapter 10 SolutionsДокумент7 страницChapter 9 & Chapter 10 SolutionsSaeed IqbalОценок пока нет
- A New Method For Finding An Optimal Solution For Transportation ProblemsДокумент5 страницA New Method For Finding An Optimal Solution For Transportation ProblemsMarius BotezatuОценок пока нет
- Ex MatlabДокумент7 страницEx MatlabAbdulrhman AL-MasreОценок пока нет
- The Mayor of Cambridge Colorado Wanting To Be EnvironmentallyДокумент1 страницаThe Mayor of Cambridge Colorado Wanting To Be EnvironmentallyAmit PandeyОценок пока нет
- The Principles of Motion EconomyДокумент8 страницThe Principles of Motion Economyrrizz100% (1)
- ChipДокумент7 страницChipOmkar ManeОценок пока нет
- CISE301 Topic8L4&5Документ36 страницCISE301 Topic8L4&5Mohammad RameezОценок пока нет
- Turban Dss9e ch01 PDFДокумент75 страницTurban Dss9e ch01 PDFxdreamahОценок пока нет
- Operations Research BookДокумент3 страницыOperations Research BookRajatОценок пока нет
- QT - Unit 1Документ14 страницQT - Unit 1aakanksha2693Оценок пока нет
- HW Chapter 7 solutions entropy & energy changesДокумент4 страницыHW Chapter 7 solutions entropy & energy changesgoodfellas121Оценок пока нет
- Arena Part 3 Simulation LabДокумент13 страницArena Part 3 Simulation LabMhmd Alrashed100% (1)
- CPP MatrixДокумент32 страницыCPP Matrixcommando23Оценок пока нет
- CH 06Документ55 страницCH 06Swapnil BondeОценок пока нет
- Automation in Manufacturing 10ME757: Department of Mechanical Engineering, SIRMVIT (Ramesh C G & Hanamantraygouda M B)Документ193 страницыAutomation in Manufacturing 10ME757: Department of Mechanical Engineering, SIRMVIT (Ramesh C G & Hanamantraygouda M B)Wtf rajuОценок пока нет
- Silkworm ManualДокумент21 страницаSilkworm ManualFred GrushinОценок пока нет
- HANAOEUENT SCIENCE Viri. It, No. 10, June, 1970Документ9 страницHANAOEUENT SCIENCE Viri. It, No. 10, June, 1970Harsha KasaragodОценок пока нет
- Linear Programming ProjectДокумент5 страницLinear Programming Projectapi-267005931Оценок пока нет
- Seatwork 1Документ3 страницыSeatwork 1Ellaine NacisОценок пока нет
- Soal Latihan DoeДокумент8 страницSoal Latihan DoeMalindaОценок пока нет
- Analysis of FlywheelДокумент17 страницAnalysis of FlywheelShubham SharmaОценок пока нет
- ICE Optim Linea PDFДокумент68 страницICE Optim Linea PDFsatydevsinghnegiОценок пока нет
- Linear Programming ExamplesДокумент5 страницLinear Programming ExamplesEdlyn PangilinanОценок пока нет
- Operations Management 1Документ67 страницOperations Management 1apoorvbabel0% (1)
- Optimal Staffing LPДокумент32 страницыOptimal Staffing LPcarlos fernandezОценок пока нет
- Assignment 2 (Vishnubhai Jayeshbhai Panchal 202285861)Документ8 страницAssignment 2 (Vishnubhai Jayeshbhai Panchal 202285861)Ashish VoraОценок пока нет
- Practice Problem 2Документ3 страницыPractice Problem 2rajatchikuОценок пока нет
- Supp KДокумент14 страницSupp Kshazarafia100% (1)
- Prob Cost DegenДокумент2 страницыProb Cost DegenNikhil ChapleОценок пока нет
- Manufacturing Example PDFДокумент6 страницManufacturing Example PDFAbdul RahmanОценок пока нет
- Arora S IOD Chapter 2Документ40 страницArora S IOD Chapter 2Ivan100% (1)
- MAT130.5 (MTM) Handout #4 and #5 - Trigonometric Substitutions, Spring 2020Документ23 страницыMAT130.5 (MTM) Handout #4 and #5 - Trigonometric Substitutions, Spring 2020Tasnim Alam Piyash 1731712Оценок пока нет
- Experiment NoДокумент9 страницExperiment NoAli RazaОценок пока нет
- Dynamic Programming MatlabДокумент6 страницDynamic Programming MatlabRitesh SinghОценок пока нет
- 07 Poles and Zeros of Transfer FunctionДокумент33 страницы07 Poles and Zeros of Transfer FunctionRyan VasquezОценок пока нет
- CoreДокумент38 страницCorePîñëàpplè ĶîđОценок пока нет
- Carleton University Carpool Project ProposalДокумент5 страницCarleton University Carpool Project ProposalsihargabeОценок пока нет
- DWA OptimizationsДокумент12 страницDWA OptimizationssannyzhouОценок пока нет
- Chapter 3 Resource PlanningДокумент70 страницChapter 3 Resource PlanningHieu TruongОценок пока нет
- Sample For Solution Manual Fundamentals of Machine Component Design 7th EMEA Edition by Jvinall & MarshekДокумент13 страницSample For Solution Manual Fundamentals of Machine Component Design 7th EMEA Edition by Jvinall & MarshekNeta Lavi100% (1)
- Factorization Methods for Discrete Sequential EstimationОт EverandFactorization Methods for Discrete Sequential EstimationОценок пока нет
- Monk CoffeeДокумент7 страницMonk CoffeealbgatmtyОценок пока нет
- Case - Whole Foods MarketДокумент21 страницаCase - Whole Foods Marketalbgatmty100% (1)
- Chapter 2 Administración EstratégicaДокумент37 страницChapter 2 Administración EstratégicaalbgatmtyОценок пока нет
- Pia Sales Equipo 9 Social MediaДокумент12 страницPia Sales Equipo 9 Social MediaalbgatmtyОценок пока нет
- Administración de Ventas - Chapter 3Документ61 страницаAdministración de Ventas - Chapter 3albgatmtyОценок пока нет
- VENTAS - The Entertainment IndustryДокумент15 страницVENTAS - The Entertainment IndustryalbgatmtyОценок пока нет
- Administración de Ventas Capítulo 2 PDFДокумент40 страницAdministración de Ventas Capítulo 2 PDFalbgatmtyОценок пока нет
- Market Audit Strategies for Sales Forecasting & BudgetingДокумент40 страницMarket Audit Strategies for Sales Forecasting & BudgetingalbgatmtyОценок пока нет
- Chapter 3 AdminДокумент40 страницChapter 3 AdminalbgatmtyОценок пока нет
- 1 MarketingДокумент113 страниц1 MarketingalbgatmtyОценок пока нет
- SALES CelularesДокумент19 страницSALES CelularesalbgatmtyОценок пока нет
- Sales Management - Chapter 5Документ45 страницSales Management - Chapter 5albgatmtyОценок пока нет
- Estrategias de Ventas en El Mercado de BebidasДокумент10 страницEstrategias de Ventas en El Mercado de BebidasalbgatmtyОценок пока нет
- Supermarket SalesДокумент14 страницSupermarket SalesalbgatmtyОценок пока нет
- Cooperativas MondragonДокумент13 страницCooperativas MondragonalbgatmtyОценок пока нет
- Collaborative ConsumptionДокумент14 страницCollaborative ConsumptionalbgatmtyОценок пока нет
- Collaborative ConsumptionДокумент19 страницCollaborative ConsumptionalbgatmtyОценок пока нет
- SALES CelularesДокумент19 страницSALES CelularesalbgatmtyОценок пока нет
- Supermarket SalesДокумент14 страницSupermarket SalesalbgatmtyОценок пока нет
- Consumer and Organizational Buyer BehaviorДокумент61 страницаConsumer and Organizational Buyer BehavioralbgatmtyОценок пока нет
- Presentacion The Entertainment IndustryДокумент15 страницPresentacion The Entertainment IndustryalbgatmtyОценок пока нет
- Chapter 08Документ46 страницChapter 08albgatmtyОценок пока нет
- Communication and Consumer BehaviourДокумент22 страницыCommunication and Consumer BehaviouralbgatmtyОценок пока нет
- Selling and Sales Management - Chapter 5Документ45 страницSelling and Sales Management - Chapter 5albgatmtyОценок пока нет
- Sesion 18Документ6 страницSesion 18albgatmtyОценок пока нет
- Employee Safety, Health and Wellness ProgramДокумент30 страницEmployee Safety, Health and Wellness ProgramalbgatmtyОценок пока нет
- Zener DataДокумент2 страницыZener Dataapi-27149887Оценок пока нет
- INTERCOMP Pt300 Users Manual Rev GДокумент44 страницыINTERCOMP Pt300 Users Manual Rev GCTN2010Оценок пока нет
- Easygen-3000 Series (Package P1) Genset Control: InterfaceДокумент102 страницыEasygen-3000 Series (Package P1) Genset Control: InterfacejinameОценок пока нет
- كتاب الهيدروديناميكا-4 The HydrodynamicДокумент25 страницكتاب الهيدروديناميكا-4 The HydrodynamicHocine Gherbi FaycelОценок пока нет
- 1855OME - Instruction Manual - Kinney Oil Mist EliminatorsДокумент15 страниц1855OME - Instruction Manual - Kinney Oil Mist EliminatorsahmedОценок пока нет
- InverterДокумент8 страницInverterrajinipre-1Оценок пока нет
- 83 - Detection of Bearing Fault Using Vibration Analysis and Controlling The VibrationsДокумент12 страниц83 - Detection of Bearing Fault Using Vibration Analysis and Controlling The VibrationsmaulikgadaraОценок пока нет
- ITU ISUP Release Cause CodesДокумент5 страницITU ISUP Release Cause Codesdelgado08Оценок пока нет
- BPCL Kochi Refinery MS BLOCK PROJECT Piping Material SpecificationДокумент1 страницаBPCL Kochi Refinery MS BLOCK PROJECT Piping Material SpecificationDeepak DayalОценок пока нет
- 2009 Energy Storage-U.S. Department of EnergyДокумент380 страниц2009 Energy Storage-U.S. Department of EnergydiwhiteОценок пока нет
- IEC CsODESДокумент2 страницыIEC CsODESArun KumarОценок пока нет
- Sodium Citrate AUДокумент3 страницыSodium Citrate AUKrishna OgotОценок пока нет
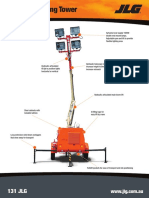
- JLG Lighting Tower 6308AN Series II 20150907Документ2 страницыJLG Lighting Tower 6308AN Series II 20150907DwiSulistyo09Оценок пока нет
- Siemens-Relee de Timp PDFДокумент2 страницыSiemens-Relee de Timp PDFChioibasNicolaeОценок пока нет
- Supercharging: Superchargers & TurbochargersДокумент11 страницSupercharging: Superchargers & TurbochargersAkhil Here100% (1)
- The Tallest Buildings in The WorldДокумент2 страницыThe Tallest Buildings in The WorldW4G8989Оценок пока нет
- Vehicle Air Conditioning (VAC) : System Operation and The Refrigerant CycleДокумент49 страницVehicle Air Conditioning (VAC) : System Operation and The Refrigerant CycleVarun RaizadaОценок пока нет
- Carimin Acacia Stability-Onhire Loading JerunДокумент6 страницCarimin Acacia Stability-Onhire Loading Jerunh2sbnj86b4Оценок пока нет