Вам также может понравиться
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityОт EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityОценок пока нет
- Unit 4 Welded Joints: StructureДокумент13 страницUnit 4 Welded Joints: StructureDEEPAKОценок пока нет
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsОт EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsОценок пока нет
- Design of Stel Compression Members BS F950Документ12 страницDesign of Stel Compression Members BS F950Rotich VincentОценок пока нет
- Single V Butt Weld With Both Plates Prepped at Same Angle: Select ProcessДокумент1 страницаSingle V Butt Weld With Both Plates Prepped at Same Angle: Select ProcessKiukStaksОценок пока нет
- Angular and Tubular Truss DifferenceДокумент3 страницыAngular and Tubular Truss DifferenceKripasindhu BordoloiОценок пока нет
- A Study of Pile FatigueДокумент92 страницыA Study of Pile Fatiguesitti.a100% (1)
- 2015 - Finite Element Modelling of Debonding Failures in Steel Beams Flexurally Strengthened With CFRP Laminates - Teng Fernando Yu PDFДокумент12 страниц2015 - Finite Element Modelling of Debonding Failures in Steel Beams Flexurally Strengthened With CFRP Laminates - Teng Fernando Yu PDFvlad lupasteanuОценок пока нет
- Pin Base ModuleДокумент16 страницPin Base ModuleMd Ahsanul KabirОценок пока нет
- FSI Analysis and Fatigue Analysis of BOP Gantry CraneДокумент6 страницFSI Analysis and Fatigue Analysis of BOP Gantry CranePetros IosifidisОценок пока нет
- BMD SFDДокумент3 страницыBMD SFDShrinath ShetОценок пока нет
- CIVL4150 Engineer Practice Unit Resource Project - Aurecon: University of Western AustraliaДокумент8 страницCIVL4150 Engineer Practice Unit Resource Project - Aurecon: University of Western AustraliaKreen132Оценок пока нет
- G-Platform enДокумент10 страницG-Platform enRobert XieОценок пока нет
- Shear Strength of High-Strength BoltsДокумент61 страницаShear Strength of High-Strength Boltsloox600Оценок пока нет
- 2 08 OsullivanДокумент11 страниц2 08 Osullivanmoro1381Оценок пока нет
- Shearing Force & Bending Moment DiagramДокумент17 страницShearing Force & Bending Moment DiagramdearsaswatОценок пока нет
- Stress Strain Laws - Lect05Документ16 страницStress Strain Laws - Lect05Manoj VermaОценок пока нет
- #160 Lifting Fixture 38tons 020807Документ14 страниц#160 Lifting Fixture 38tons 020807halder_kalyan9216Оценок пока нет
- Fatigue Assessment Analysis of A Jack-Up Platform Pile Leg StructureДокумент9 страницFatigue Assessment Analysis of A Jack-Up Platform Pile Leg StructureKenzari FouadОценок пока нет
- Fatigue Ocean StructuresДокумент65 страницFatigue Ocean StructureslukmantralalaОценок пока нет
- Principles and Practices of Stud Welding: State-Of-The-Art PaperДокумент0 страницPrinciples and Practices of Stud Welding: State-Of-The-Art PaperTenkre TenОценок пока нет
- Tips For FEA AnalysisДокумент6 страницTips For FEA Analysissagar1503Оценок пока нет
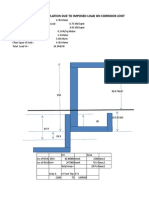
- Deflection Calculation Due To Imposed Load On Corridor JoistДокумент14 страницDeflection Calculation Due To Imposed Load On Corridor JoistranjitОценок пока нет
- WeldingДокумент14 страницWeldingarmanimamsОценок пока нет
- PWHT Specification References: 1 AWS D1.1/D1.1M:2010, 5.8.1, 2Документ1 страницаPWHT Specification References: 1 AWS D1.1/D1.1M:2010, 5.8.1, 2rustamriyadiОценок пока нет
- Pressure Vessel Inspection ReportДокумент33 страницыPressure Vessel Inspection ReportJinlong SuОценок пока нет
- FEM1001 Anglais PDFДокумент312 страницFEM1001 Anglais PDFandredurvalandradeОценок пока нет
- Technologies Involved in Offshore Platform DesignДокумент25 страницTechnologies Involved in Offshore Platform DesignMonika Nathawat na18b027100% (1)
- Critical Breaking Wave Height RatioДокумент13 страницCritical Breaking Wave Height RatioRodTurnerОценок пока нет
- M12 - Design & Construction R 5Документ104 страницыM12 - Design & Construction R 5சுரேஷ் பாலமுருகன்Оценок пока нет
- Connection Design ProcedureДокумент3 страницыConnection Design ProcedurewendyОценок пока нет
- Geometric ModelingДокумент35 страницGeometric ModelingThirumalaimuthukumaranMohanОценок пока нет
- Plate Yield Line Theory 07 09 2015 PDFДокумент64 страницыPlate Yield Line Theory 07 09 2015 PDFVu BacОценок пока нет
- P P AbdulДокумент12 страницP P Abdulsunil reddyОценок пока нет
- Tower Dynamics Damping ProjectДокумент5 страницTower Dynamics Damping ProjectreaperhellmanОценок пока нет
- Abaqus Fluid Structure Interaction Graz-AustriaДокумент20 страницAbaqus Fluid Structure Interaction Graz-AustriaRazvanОценок пока нет
- Example Workshop Dynamic FatigueДокумент60 страницExample Workshop Dynamic Fatiguesumatrablackcoffee453Оценок пока нет
- UДокумент1 страницаUmohd as shahiddin jafriОценок пока нет
- 6 - CE 511 - Base Plate Design PDFДокумент33 страницы6 - CE 511 - Base Plate Design PDFJayson RamosОценок пока нет
- CHABOCHE, J. L. - Continuum Damage Mechanics P.2 - Damage Growth, Crack InitiationДокумент8 страницCHABOCHE, J. L. - Continuum Damage Mechanics P.2 - Damage Growth, Crack InitiationhasmonteiroОценок пока нет
- Wind LoadДокумент45 страницWind LoadglaydelleОценок пока нет
- Investigation of Which Sea State Yield The Dominating Contribution To Fatigue Accumulation in Offshore Structures PDFДокумент152 страницыInvestigation of Which Sea State Yield The Dominating Contribution To Fatigue Accumulation in Offshore Structures PDFYao WeiОценок пока нет
- %1 Lifting Boom, Davits Application and Design Equations and Calculator - Engineers EdgeДокумент4 страницы%1 Lifting Boom, Davits Application and Design Equations and Calculator - Engineers EdgePereañez JorgeОценок пока нет
- Mean Metal Temperature For Fixed Heat Exchanger - Intergraph CADWorx & AnalysisДокумент3 страницыMean Metal Temperature For Fixed Heat Exchanger - Intergraph CADWorx & Analysisisrar khanОценок пока нет
- Development of Dual-Lifting Technique For Installation of Topside Mega-ModulesДокумент8 страницDevelopment of Dual-Lifting Technique For Installation of Topside Mega-ModulesbehnamОценок пока нет
- An Assessment of The Impact of Wind Generation On Frequency ControlДокумент9 страницAn Assessment of The Impact of Wind Generation On Frequency ControlNadil AminОценок пока нет
- Design of Offshore Structures - Web PDFДокумент2 страницыDesign of Offshore Structures - Web PDFkarthickmectrОценок пока нет
- Report FEAДокумент15 страницReport FEAamuОценок пока нет
- Weld Detail Fatigue Life Improvement Techniques PDFДокумент28 страницWeld Detail Fatigue Life Improvement Techniques PDFEmad A.AhmadОценок пока нет
- Gujarat Transformers PVT - Ltd. E-Mail Copy: As Per IS 1180 - Level-2Документ5 страницGujarat Transformers PVT - Ltd. E-Mail Copy: As Per IS 1180 - Level-2THANGAVEL PОценок пока нет
- Fatigue Analysis of Welding Seams and Spot Joints in Automotive StructuresДокумент9 страницFatigue Analysis of Welding Seams and Spot Joints in Automotive StructuresAndreyОценок пока нет
- PVEfea Assembly AnalysisДокумент20 страницPVEfea Assembly AnalysisAnandh PsОценок пока нет
- Weld Over WeldДокумент1 страницаWeld Over Weldmoha23Оценок пока нет
- IMarEST Application Assessment ProcessДокумент2 страницыIMarEST Application Assessment ProcessjeffreymacaseroОценок пока нет
- Acme Thread External 29Документ16 страницAcme Thread External 29Dhanraj VasanthОценок пока нет
- Bolted Connections (Prying Force)Документ16 страницBolted Connections (Prying Force)Ivan Hadzi BoskovicОценок пока нет
- "Rectbeam" - Rectangular Concrete Beam Analysis/Design: Program DescriptionДокумент19 страниц"Rectbeam" - Rectangular Concrete Beam Analysis/Design: Program DescriptionSandip SurОценок пока нет
- 249 EOW2009presentationДокумент10 страниц249 EOW2009presentationJACKОценок пока нет
- Exegesis of The Greatest CommandmentДокумент2 страницыExegesis of The Greatest CommandmentCleo Elveña67% (3)
- And Your Point Is?: That You Should Know: The ExordiumДокумент6 страницAnd Your Point Is?: That You Should Know: The ExordiumCleo ElveñaОценок пока нет
- The Sick Rose and Base DetailsДокумент2 страницыThe Sick Rose and Base DetailsCleo ElveñaОценок пока нет
- Measuring Water Levels, Dissolved Oxygen and PH LevelsДокумент18 страницMeasuring Water Levels, Dissolved Oxygen and PH LevelsCleo ElveñaОценок пока нет
- 2020-3D Model Mineral-Minggu 2Документ4 страницы2020-3D Model Mineral-Minggu 2Moch SultanОценок пока нет
- Lecture 4: Slag in Steelmaking ContentsДокумент10 страницLecture 4: Slag in Steelmaking ContentsSonu MishraОценок пока нет
- Adamite Duplex GTДокумент2 страницыAdamite Duplex GTshrikant mishraОценок пока нет
- Boiler Tube CalculationsДокумент5 страницBoiler Tube Calculationsanh thoОценок пока нет
- Powder MetallurgyДокумент9 страницPowder MetallurgyYashvir SinghОценок пока нет
- Flange Table-4 PDFДокумент1 страницаFlange Table-4 PDFReşat DEMİRОценок пока нет
- PT Unit 2Документ5 страницPT Unit 2C MohanОценок пока нет
- "The Spark Plugs of Life": Mineral ResourcesДокумент5 страниц"The Spark Plugs of Life": Mineral ResourcesXenah FaelnarОценок пока нет
- Weldability 2Документ56 страницWeldability 2vivek bhangaleОценок пока нет
- Microstructure and Mechanical Properties of Borated Stainless Steel (304B) GTA and SMA WeldsДокумент6 страницMicrostructure and Mechanical Properties of Borated Stainless Steel (304B) GTA and SMA WeldsReza nugrahaОценок пока нет
- In 738 Alloy Strain CharacteristicsДокумент7 страницIn 738 Alloy Strain CharacteristicsJJОценок пока нет
- EXPERIMENT 4: Corrosion (Passivity) Test: Name: Date: - Unsim Adm No: ClassДокумент3 страницыEXPERIMENT 4: Corrosion (Passivity) Test: Name: Date: - Unsim Adm No: ClassYeow Chong TohОценок пока нет
- Selection of MaterialsДокумент36 страницSelection of MaterialsMustafa BhattiОценок пока нет
- List of Important Metals and Their Ores With Chemical Formulas PDFДокумент2 страницыList of Important Metals and Their Ores With Chemical Formulas PDFAudibleОценок пока нет
- Element Is: The MissingДокумент12 страницElement Is: The MissingDaniel MoralesОценок пока нет
- Sintering of Powdered Copper: Brendan Short, Brendan Barrett, Jason Gamble Engineering 45, SRJC Fall 2011Документ25 страницSintering of Powdered Copper: Brendan Short, Brendan Barrett, Jason Gamble Engineering 45, SRJC Fall 2011476500Оценок пока нет
- TM 1 1500 344 23 4Документ92 страницыTM 1 1500 344 23 4AirmanОценок пока нет
- Georgia Southern University Foundry Education IntroductionДокумент20 страницGeorgia Southern University Foundry Education IntroductionXantos YulianОценок пока нет
- KHATTAB Abd EssamadДокумент11 страницKHATTAB Abd Essamadabdessamad khattabОценок пока нет
- US6783609Документ13 страницUS6783609ceyhun kilicОценок пока нет
- MT Acciai Speciali: Quality 100Cr6 (EN ISO 683-17)Документ1 страницаMT Acciai Speciali: Quality 100Cr6 (EN ISO 683-17)pramodh kumarОценок пока нет
- Coating Types and FunctionsДокумент2 страницыCoating Types and FunctionsRaheel Neo AhmadОценок пока нет
- .Au-Aluminium Alloy 3003Документ5 страниц.Au-Aluminium Alloy 3003ali alhamilОценок пока нет
- Continuous Casting Defects: Origins and Control: Prof. Viswanathan N N Indian Institute of Technology - BombayДокумент32 страницыContinuous Casting Defects: Origins and Control: Prof. Viswanathan N N Indian Institute of Technology - Bombayamit gajbhiyeОценок пока нет
- Iron ProductionДокумент8 страницIron ProductionVictor AlvarezОценок пока нет
- Engineering, Manufacturing, and Servicing of Shaped and Unshaped Refractories Based On Highly Concentrated Ceramic Binding SuspensionsДокумент9 страницEngineering, Manufacturing, and Servicing of Shaped and Unshaped Refractories Based On Highly Concentrated Ceramic Binding SuspensionspetemberОценок пока нет
- Baking Colour Code Pre Heat/Post Heat PWHT Weld Visual NDT: Nominal CompositionДокумент1 страницаBaking Colour Code Pre Heat/Post Heat PWHT Weld Visual NDT: Nominal Compositiongarvit goyankaОценок пока нет
- Strengthening Mechanism-30102017Документ18 страницStrengthening Mechanism-30102017Amina MubasharОценок пока нет
- Putu Deva Ananta Adistanaya 72001800041 TGBДокумент6 страницPutu Deva Ananta Adistanaya 72001800041 TGBAyuu RizsaОценок пока нет
- Tutorial 03 - Crystal StructureДокумент2 страницыTutorial 03 - Crystal StructuremarkОценок пока нет