Вам также может понравиться
- Heat ExchangersДокумент49 страницHeat Exchangersbluelion_19100% (1)
- Hydro Testing + Post Weld Heat TreatmentДокумент20 страницHydro Testing + Post Weld Heat TreatmentRafia ZafarОценок пока нет
- Corrosion Evaluation of Reboiler Tube PDFДокумент11 страницCorrosion Evaluation of Reboiler Tube PDFOwais MalikОценок пока нет
- Remaining Life CalculationДокумент13 страницRemaining Life CalculationShadiq PontohОценок пока нет
- Project Standards and Specifications Design of Furnace Systems Rev01Документ10 страницProject Standards and Specifications Design of Furnace Systems Rev01siddiquiee74Оценок пока нет
- API 650 Tank Nozzle Stand OutДокумент5 страницAPI 650 Tank Nozzle Stand Outgplese0Оценок пока нет
- Heat ExchangerДокумент36 страницHeat ExchangerUsman MansuriОценок пока нет
- Storage Tank API 650Документ20 страницStorage Tank API 650jalison07xОценок пока нет
- Basic Points of P91Документ4 страницыBasic Points of P91Asad Bin Ala Qatari100% (1)
- ACME Chemicals: High Pressure Steam (HS) PipingДокумент40 страницACME Chemicals: High Pressure Steam (HS) PipingRamu NallathambiОценок пока нет
- Alvaer DNV2.7-3 PDFДокумент23 страницыAlvaer DNV2.7-3 PDFThanhdong Do100% (1)
- API Tank Settlement PDFДокумент2 страницыAPI Tank Settlement PDFcurvedbrainОценок пока нет
- UT Procedure PDFДокумент14 страницUT Procedure PDFAbhayОценок пока нет
- Pressure Vessel - Columns - AnimateДокумент16 страницPressure Vessel - Columns - AnimateSamir ChaudharyОценок пока нет
- Floating Head Heat Exchanger Hydrotest ProcedureДокумент15 страницFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezОценок пока нет
- Sop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Документ10 страницSop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Iksan Adityo MulyoОценок пока нет
- TDI43 Tank Inspection Examination & Testing API 653 Sec 12Документ7 страницTDI43 Tank Inspection Examination & Testing API 653 Sec 12Faizal SattuОценок пока нет
- Manual Torque WrenchДокумент2 страницыManual Torque WrenchVipul ShahОценок пока нет
- Vacuum Boxes TestДокумент3 страницыVacuum Boxes TestTomy GeorgeОценок пока нет
- Ultrasonic Pipeline InspectionДокумент31 страницаUltrasonic Pipeline InspectionCepi Sindang KamulanОценок пока нет
- Boiler InspectionДокумент115 страницBoiler InspectionKanphong.sm100% (1)
- Floormap3d MFL Tank Inspection PDFДокумент4 страницыFloormap3d MFL Tank Inspection PDFassurendran0% (1)
- Revised PPT SG HXДокумент44 страницыRevised PPT SG HXskgbondОценок пока нет
- Radiographic Film InterpretationДокумент5 страницRadiographic Film Interpretationponnivalavans_994423Оценок пока нет
- Heat Exchanger Concepts (Att. VIII)Документ28 страницHeat Exchanger Concepts (Att. VIII)Syed M. Imran Ali100% (1)
- Annexure 3 External Inspection ChecklistДокумент5 страницAnnexure 3 External Inspection Checklistankur100% (1)
- Understanding Article 2 ASME Sec V - Radiographic ExaminationДокумент46 страницUnderstanding Article 2 ASME Sec V - Radiographic Examinationrosli2503Оценок пока нет
- MFL Storage Tank Inspection LimitationsДокумент3 страницыMFL Storage Tank Inspection LimitationsSatya RaoОценок пока нет
- Reporting: Report Manager Generator (P11)Документ31 страницаReporting: Report Manager Generator (P11)PrakashОценок пока нет
- As 1692-2006 +A1 Steel Tanks For Flammable and Combustable LiquidsДокумент29 страницAs 1692-2006 +A1 Steel Tanks For Flammable and Combustable LiquidsShanfan LuoОценок пока нет
- Analyses of Superheater Tube From BoilerДокумент8 страницAnalyses of Superheater Tube From Boilerromi_hamdaniОценок пока нет
- Weld - Tee Weld Csa w59 Aws d1Документ5 страницWeld - Tee Weld Csa w59 Aws d1Siggy LaiОценок пока нет
- Basic API650Документ52 страницыBasic API650Eslam Nagy100% (3)
- Destructive Testing of Welds in WPS-PQR PreparationДокумент58 страницDestructive Testing of Welds in WPS-PQR PreparationEfren Ibanez100% (2)
- Heat Exchanger InspectionДокумент15 страницHeat Exchanger InspectionroyОценок пока нет
- Air Receiver DesignДокумент3 страницыAir Receiver DesigngksakthiОценок пока нет
- Positive Material IdentificationДокумент2 страницыPositive Material IdentificationGovindKrishnanОценок пока нет
- VBTДокумент5 страницVBTMohdHuzairiRusliОценок пока нет
- NDT and IRIS Status RCON SD 2015extractedДокумент9 страницNDT and IRIS Status RCON SD 2015extractedWIZKHALIFA100% (1)
- Heat Exchanger Tube Bundle InspectionДокумент3 страницыHeat Exchanger Tube Bundle InspectionVenkatesh Natla100% (4)
- Modul Tambahan Kualifikasi Las (KL)Документ27 страницModul Tambahan Kualifikasi Las (KL)Nurhamsyah Susianto0% (1)
- MEMB453-NDT-Visual Inspection 2017Документ57 страницMEMB453-NDT-Visual Inspection 2017thineshОценок пока нет
- V750 Vacuum Box: SilverwingДокумент4 страницыV750 Vacuum Box: SilverwingPrakashОценок пока нет
- Heat Exchanger Inspection Checklist - QC, Inspection & Testing Engineering - Eng-TipsДокумент2 страницыHeat Exchanger Inspection Checklist - QC, Inspection & Testing Engineering - Eng-TipsdileepОценок пока нет
- Tube Inspection GuidebookДокумент28 страницTube Inspection GuidebookKamyy KamranОценок пока нет
- Pressure Vessel Fabrication & Inspection: Poyyara ConsultantsДокумент137 страницPressure Vessel Fabrication & Inspection: Poyyara ConsultantsPratik VashiОценок пока нет
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusДокумент18 страницInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiОценок пока нет
- Grit Blasting and Surface FinishДокумент29 страницGrit Blasting and Surface FinishhaiqalОценок пока нет
- Heat Exchanger - PPT (Recovered)Документ53 страницыHeat Exchanger - PPT (Recovered)Jignesh PandyaОценок пока нет
- API 510 BasicsДокумент40 страницAPI 510 BasicsBalakumarОценок пока нет
- Visual Inspection PV FormДокумент2 страницыVisual Inspection PV FormGibson FisherОценок пока нет
- A Pi 653 Tank Inspection FormДокумент13 страницA Pi 653 Tank Inspection Formendri2000Оценок пока нет
- API Tank StudyДокумент100 страницAPI Tank StudyraoОценок пока нет
- IRIS Min WTДокумент2 страницыIRIS Min WTphanthanhhungОценок пока нет
- TEMA Queries PDFДокумент24 страницыTEMA Queries PDFBaher Elsheikh100% (1)
- Corrosion TestingДокумент13 страницCorrosion TestingChristopherJohnGoodingОценок пока нет
- Acceptance Criteria Asme B31.3 PDFДокумент1 страницаAcceptance Criteria Asme B31.3 PDFAhmad RizkiОценок пока нет
- Inspection of Double Tube Sheet Exch - Presentation1Документ37 страницInspection of Double Tube Sheet Exch - Presentation1Asad Bin Ala QatariОценок пока нет
- Get More Life From HeatExchangers Sleeving of Tubes PDFДокумент4 страницыGet More Life From HeatExchangers Sleeving of Tubes PDFalejandrogrande100% (1)
- L&T Valves - PpsДокумент1 страницаL&T Valves - PpsJignesh PandyaОценок пока нет
- RДокумент161 страницаRJignesh PandyaОценок пока нет
- Trunnion Mounted Ball ValveДокумент20 страницTrunnion Mounted Ball ValveJignesh PandyaОценок пока нет
- Piping Valve Flange DimensionsДокумент252 страницыPiping Valve Flange DimensionschadОценок пока нет
- Heat Exchanger - PPT (Recovered)Документ53 страницыHeat Exchanger - PPT (Recovered)Jignesh PandyaОценок пока нет
- Din 2605Документ3 страницыDin 2605METALBAMEОценок пока нет
- Thu Jun 07 07:52:00 2001Документ40 страницThu Jun 07 07:52:00 2001Jignesh PandyaОценок пока нет
- App D Painting SpecificationsДокумент6 страницApp D Painting SpecificationsJignesh PandyaОценок пока нет
- HE MaterialДокумент3 страницыHE MaterialJignesh PandyaОценок пока нет
- Secondary Treatment System: Trickling FilterДокумент5 страницSecondary Treatment System: Trickling FilterMaryrose GalapОценок пока нет
- InvДокумент4 страницыInvJobJobОценок пока нет
- Results and Discussion For Vacuum Filtration ExperimentДокумент12 страницResults and Discussion For Vacuum Filtration ExperimentJasmine KangОценок пока нет
- Analysis of Water Hammering in Pipeline and Its CFD SimulationДокумент6 страницAnalysis of Water Hammering in Pipeline and Its CFD SimulationDuzzysОценок пока нет
- CFD Analysis of Airflow Characteristics in Office Room With Task Air-Conditioning and Natural VentilationДокумент8 страницCFD Analysis of Airflow Characteristics in Office Room With Task Air-Conditioning and Natural Ventilation0i7Оценок пока нет
- Compressibility: An Internet Book On Fluid DynamicsДокумент1 страницаCompressibility: An Internet Book On Fluid DynamicsDizzixxОценок пока нет
- Obl MBMC Engels Manual PDFДокумент24 страницыObl MBMC Engels Manual PDFJose Eduardo MoralesОценок пока нет
- Pipe Material Pricing - ChrisДокумент21 страницаPipe Material Pricing - ChrisMichael HaiseОценок пока нет
- AUSTWELDДокумент1 страницаAUSTWELDjohnhob79Оценок пока нет
- Two-Phase and Three-Phase SeparatorДокумент40 страницTwo-Phase and Three-Phase Separatormargaretramos100% (1)
- Useful Formula For ME5207 - V2Документ3 страницыUseful Formula For ME5207 - V2김동욱Оценок пока нет
- Bell's Method: - Bell's Method The Heat-Transfer Coefficient and Pressure Drop Are Estimated FromДокумент85 страницBell's Method: - Bell's Method The Heat-Transfer Coefficient and Pressure Drop Are Estimated Fromramesh pokhrelОценок пока нет
- Animation Dryer HREДокумент7 страницAnimation Dryer HREHendri KurniawanОценок пока нет
- Daftar PustakaДокумент2 страницыDaftar PustakaDasmaОценок пока нет
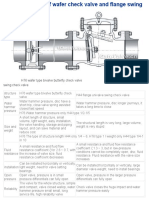
- The Comparison of Wafer Check Valve and Flange Swing Check Valve - Made in China Check ValvesДокумент1 страницаThe Comparison of Wafer Check Valve and Flange Swing Check Valve - Made in China Check Valvesselmir_9Оценок пока нет
- Sru5 168 HDДокумент1 страницаSru5 168 HDvicenteОценок пока нет
- Valve Cci-In-Oil-And-GasДокумент8 страницValve Cci-In-Oil-And-GasA Rahim A BakarОценок пока нет
- TN048 PDFДокумент2 страницыTN048 PDFmjferrari76Оценок пока нет
- DDFFMM: All-Plastic Variable Area FlowmetersДокумент4 страницыDDFFMM: All-Plastic Variable Area Flowmeterss bОценок пока нет
- Error Code Quick Guide Autoclave RunyesДокумент4 страницыError Code Quick Guide Autoclave RunyesSinda MazouniОценок пока нет
- Midland AcsДокумент4 страницыMidland AcswolverulОценок пока нет
- Gujarat Technological University: Fluid Flow Operation B.E. Semester: IIIДокумент3 страницыGujarat Technological University: Fluid Flow Operation B.E. Semester: IIIMohammad ImranОценок пока нет
- Combustion and Radiation Modeling PDFДокумент10 страницCombustion and Radiation Modeling PDFlfgmarcantoniОценок пока нет
- Ec 164219Документ2 страницыEc 164219Stooef IpulОценок пока нет
- Public Emdat Custom Request 2024-02-29Документ36 страницPublic Emdat Custom Request 2024-02-29Davor PanticОценок пока нет
- MICROMERITICSДокумент33 страницыMICROMERITICSsandymh67% (3)
- Critical ReviewДокумент9 страницCritical ReviewVirendra SheoranОценок пока нет
- Saes K 400Документ7 страницSaes K 400BilalОценок пока нет
- Filtro RFM ON 185 V D 10 E 1.x (Hydac)Документ2 страницыFiltro RFM ON 185 V D 10 E 1.x (Hydac)OARIASCOОценок пока нет
- Pt. Surya Pratama Adirajasa: Reference List 0f ProjectДокумент3 страницыPt. Surya Pratama Adirajasa: Reference List 0f Projectrachman hardianОценок пока нет