Вам также может понравиться
- Dominga Sanchez de Jesus No Trab Valerio Trujano S N Am Ilcito Cbles Antes de Med Y 21abri10 Azteca Campos Tmx. C.P. 62588 Pueblo Viejo, MorДокумент2 страницыDominga Sanchez de Jesus No Trab Valerio Trujano S N Am Ilcito Cbles Antes de Med Y 21abri10 Azteca Campos Tmx. C.P. 62588 Pueblo Viejo, MorMateo LeonidezОценок пока нет
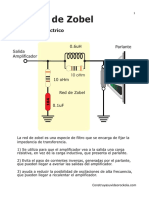
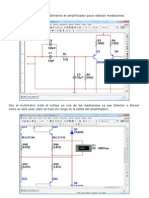
- Red Zobel PDFДокумент3 страницыRed Zobel PDFyonatan_1993Оценок пока нет
- JustificacionДокумент1 страницаJustificacionMateo LeonidezОценок пока нет
- Manual AlgebraДокумент85 страницManual AlgebrapetacosОценок пока нет
- ConvocadoДокумент1 страницаConvocadoMateo LeonidezОценок пока нет
- Sal 092 KДокумент5 страницSal 092 KMateo LeonidezОценок пока нет
- Elementos de Mejora ContinuaДокумент59 страницElementos de Mejora ContinuaMateo LeonidezОценок пока нет
- Carta de Exposición de Motivos 3era EdicionДокумент2 страницыCarta de Exposición de Motivos 3era EdicionMateo LeonidezОценок пока нет
- Manual para El Tecnico Instalador, Electricista Domiciliario PDFДокумент94 страницыManual para El Tecnico Instalador, Electricista Domiciliario PDFFernando Cristian Pérez Díaz100% (9)
- AB 1011 TeoriaДокумент88 страницAB 1011 TeoriaAracely A. De RodríguezОценок пока нет
- Carta EMДокумент1 страницаCarta EMMateo LeonidezОценок пока нет
- Ejercicios de Regla de HopitalДокумент7 страницEjercicios de Regla de HopitalMeli PonceОценок пока нет
- AB 1011 TeoriaДокумент88 страницAB 1011 TeoriaAracely A. De RodríguezОценок пока нет
- Solid Works Nivel Ii - ManualДокумент124 страницыSolid Works Nivel Ii - ManualLiam JJОценок пока нет
- Diseño Y Cálculo de Recipientes A Presión - Juan Manuel León EstradaДокумент190 страницDiseño Y Cálculo de Recipientes A Presión - Juan Manuel León EstradaJoshua010110100% (1)
- Ejercicios Resueltos MatlabДокумент126 страницEjercicios Resueltos Matlabchelo270289Оценок пока нет
- Area de Figuras Planas Calculo Integral AplicacionesДокумент71 страницаArea de Figuras Planas Calculo Integral AplicacionesernestosandОценок пока нет
- Pieza FinalДокумент1 страницаPieza FinalMateo LeonidezОценок пока нет
- Derivadas ParcialesДокумент9 страницDerivadas ParcialesMateo LeonidezОценок пока нет
- Sist Reforz Sika CarboDur (2016)Документ96 страницSist Reforz Sika CarboDur (2016)amikcor100% (1)
- Manual LiveWire y PCB WizardДокумент30 страницManual LiveWire y PCB Wizardlluera314151690% (10)
- Guia Del Codigo Asme Seccion Viii Division 1 Tomo 1Документ186 страницGuia Del Codigo Asme Seccion Viii Division 1 Tomo 1Oscar Eduardo Valladares Lopez100% (1)
- Proyecto de Ingenieria MecanicaДокумент7 страницProyecto de Ingenieria MecanicaMateo LeonidezОценок пока нет
- Nom 009 Sesh 2011Документ42 страницыNom 009 Sesh 2011Oscar Loza100% (3)
- Element oДокумент8 страницElement oMateo LeonidezОценок пока нет
- Ejercicios Resueltos - Lenguaje AlgebraicoДокумент2 страницыEjercicios Resueltos - Lenguaje AlgebraicoJesus Conde100% (2)
- Ajuste de BíasДокумент5 страницAjuste de Bíasmaldo7Оценок пока нет
- AdiccionesДокумент49 страницAdiccionesMateo LeonidezОценок пока нет
- Diagrama Hierro Carbono PDFДокумент21 страницаDiagrama Hierro Carbono PDFHarold AriasОценок пока нет
- Procedimiento de PintadoДокумент16 страницProcedimiento de PintadoEdwin Javier Carlos Jimenez0% (1)
- Caja de Ventilacion de Calefaccion y Aire Acondicionado PDFДокумент4 страницыCaja de Ventilacion de Calefaccion y Aire Acondicionado PDFFrank GarciaОценок пока нет
- Limpieza Canerias Industria PetroleoДокумент6 страницLimpieza Canerias Industria PetroleoSebastián PavónОценок пока нет
- Pge 2022Документ41 страницаPge 2022Vicente AguirreОценок пока нет
- Trabajo FinalДокумент141 страницаTrabajo FinalCesar Cari FloresОценок пока нет
- Manual Servicio Tecnico1 VF3Документ110 страницManual Servicio Tecnico1 VF3James NoreñaОценок пока нет
- 02 Quimica 05Документ35 страниц02 Quimica 05lornaОценок пока нет
- Plan de MantenimientoДокумент26 страницPlan de MantenimientoDaniel Alejandro Resendez CabelloОценок пока нет
- Tarea 2 FresadoДокумент8 страницTarea 2 FresadoMoisés Tapia BáezОценок пока нет
- S-7 Trabajos Alto RiesgoДокумент64 страницыS-7 Trabajos Alto RiesgoJheral Perez QuispeОценок пока нет
- LRDP Materiales de Construcción-Pc2Документ34 страницыLRDP Materiales de Construcción-Pc2Alessander CabreraОценок пока нет
- PolvorinДокумент9 страницPolvorinJuan Daniel Alarcón SalazarОценок пока нет
- Liquidacion de Cerco PerimetricoДокумент27 страницLiquidacion de Cerco PerimetricoFernando LeonОценок пока нет
- Prueba y Cementacion en Protesis FijaДокумент10 страницPrueba y Cementacion en Protesis FijaPam FN0% (1)
- Diagrama de Fases o Diagrama de Equilibrio 1 PDFДокумент16 страницDiagrama de Fases o Diagrama de Equilibrio 1 PDFSylvia RodriguezОценок пока нет
- Gtaw 2Документ9 страницGtaw 2GustavoChuctayaОценок пока нет
- Cinta Tubular Cosida Orbit IvssДокумент1 страницаCinta Tubular Cosida Orbit IvssSoy Integral HSEQ SASОценок пока нет
- LimaДокумент10 страницLimafodakОценок пока нет
- Caja de Cambios ScaniaДокумент56 страницCaja de Cambios ScaniaTeofilo Paredes Cosme100% (1)
- Metrado de Alcantarilla Tipo J 3.00 X 1.80 M (Media)Документ13 страницMetrado de Alcantarilla Tipo J 3.00 X 1.80 M (Media)Juan GreenahotОценок пока нет
- Metrados - CotabambasДокумент2 страницыMetrados - CotabambasWaldo Lopez VasquezОценок пока нет
- Informe de ElectronicaДокумент43 страницыInforme de ElectronicaPablo SalazarОценок пока нет
- Parte Diario Cargador Frontal Enero - Febrero 2022Документ12 страницParte Diario Cargador Frontal Enero - Febrero 2022JORGE ALBERTOОценок пока нет
- Informe de Neumaticos CAEX Y CARGADORESДокумент17 страницInforme de Neumaticos CAEX Y CARGADORESRonald ContrerasОценок пока нет
- A.c.u.alcantarillado SFДокумент15 страницA.c.u.alcantarillado SFJOEL J. CHERO PANTAОценок пока нет
- Instalación de Una Planta de Cianuracion Por El Metodo Cip-Virgen Del Rosario PDFДокумент150 страницInstalación de Una Planta de Cianuracion Por El Metodo Cip-Virgen Del Rosario PDFjohnОценок пока нет
- 17-Gasificacion de CarbonДокумент26 страниц17-Gasificacion de CarbonPAPALOS007Оценок пока нет
- Antecedentes Historicos Del ConcretoДокумент15 страницAntecedentes Historicos Del ConcretoJesus Viveros100% (1)
- Pregunta Dinamizadora Unidad2 Analisis de Costos.Документ2 страницыPregunta Dinamizadora Unidad2 Analisis de Costos.David Alejandro Moreno Muñoz0% (1)
- Guia 5 - Destilacion MulticomponentesДокумент3 страницыGuia 5 - Destilacion MulticomponentesLuceОценок пока нет