Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Instrumentation: Signal Changes in Control LoopДокумент14 страницInstrumentation: Signal Changes in Control LoopcsОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Chemistry Notes 2.1 NotesДокумент10 страницChemistry Notes 2.1 NotesOsama Bin AmerОценок пока нет
- 2-Design Phases InformationДокумент10 страниц2-Design Phases InformationcsОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- 4-Plant Layout SpecificationДокумент17 страниц4-Plant Layout SpecificationcsОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- 1-Introduction To Process Plant DesignДокумент8 страниц1-Introduction To Process Plant DesigncsОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Pump Layout: Considerations NPSH ExampleДокумент18 страницPump Layout: Considerations NPSH ExamplecsОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Pump Selection: Examples of Centrifugal PumpsДокумент18 страницPump Selection: Examples of Centrifugal PumpscsОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- 3 11 Enthalpy ChangeДокумент4 страницы3 11 Enthalpy ChangecsОценок пока нет
- Vess FireДокумент21 страницаVess FirecsОценок пока нет
- AspenFLARENET2006 StartДокумент61 страницаAspenFLARENET2006 Startapi-3750488100% (1)
- Flare Parameters ConsiderationsДокумент31 страницаFlare Parameters Considerationsdungmv100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- 0610 s02 Ms 3Документ7 страниц0610 s02 Ms 3csОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Vess FireДокумент21 страницаVess FirecsОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Sean PictureДокумент1 страницаSean PicturecsОценок пока нет
- AspenFLARENET2006 StartДокумент61 страницаAspenFLARENET2006 Startapi-3750488100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Patent US20090025422 - Controlling Liquefaction of Natural Gas - Google PatentsДокумент18 страницPatent US20090025422 - Controlling Liquefaction of Natural Gas - Google PatentscsОценок пока нет
- Hipps RiserДокумент17 страницHipps RisercsОценок пока нет
- 2009 Its All in The Design M.cords Winter LNG IndustryДокумент3 страницы2009 Its All in The Design M.cords Winter LNG IndustrycsОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- PROCESS SAFETY&Mdash 1 - Gas Conditioning Failures Show Need For Design Scrutiny - Oil & Gas JournalДокумент6 страницPROCESS SAFETY&Mdash 1 - Gas Conditioning Failures Show Need For Design Scrutiny - Oil & Gas JournalcsОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Fundamental HEДокумент4 страницыFundamental HEcsОценок пока нет
- Flare Parameters ConsiderationsДокумент31 страницаFlare Parameters Considerationsdungmv100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- 2009 Its All in The Design M.cords Winter LNG IndustryДокумент3 страницы2009 Its All in The Design M.cords Winter LNG IndustrycsОценок пока нет
- 2004 Submerged Motor LNG Pumps in Send-Out System Service - S. Rush - Pumps & SystemsДокумент6 страниц2004 Submerged Motor LNG Pumps in Send-Out System Service - S. Rush - Pumps & SystemscsОценок пока нет
- Saipem Project ProfilesДокумент62 страницыSaipem Project ProfilesYoonhee ShimОценок пока нет
- 2004 Submerged Motor LNG Pumps in Send-Out System Service - S. Rush - Pumps & SystemsДокумент6 страниц2004 Submerged Motor LNG Pumps in Send-Out System Service - S. Rush - Pumps & SystemscsОценок пока нет
- Basic Operation and Function of Control Valves. Cashco PDFДокумент65 страницBasic Operation and Function of Control Valves. Cashco PDFEdgar Huanca0% (1)
- Evaluation and Selection of The Precooling Stage For LNG ProcessesДокумент149 страницEvaluation and Selection of The Precooling Stage For LNG Processesganeshan100% (2)
- LNG PresentationДокумент43 страницыLNG PresentationcsОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- TRAX - TurquiaДокумент20 страницTRAX - TurquiaStereotape BandaОценок пока нет
- List of Aviation Lubricants Supplied by Aeroservices LTDДокумент8 страницList of Aviation Lubricants Supplied by Aeroservices LTDRakhima UmarovaОценок пока нет
- SPC Technical ManualДокумент84 страницыSPC Technical ManualRenzo GonzalezОценок пока нет
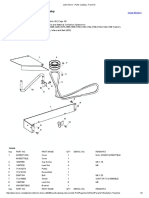
- John Deere - Parts Catalog - Frame 5 - 60D Power Flow ComponentsДокумент2 страницыJohn Deere - Parts Catalog - Frame 5 - 60D Power Flow ComponentsTrent DobrzynОценок пока нет
- HOME Elevator Quotation Model: STVJ: Suzhou Asia Fuji Elevator Co., LTDДокумент4 страницыHOME Elevator Quotation Model: STVJ: Suzhou Asia Fuji Elevator Co., LTDRicardo BurgosОценок пока нет
- Olympian Engine TroublshotingДокумент84 страницыOlympian Engine Troublshotingahmad adel100% (1)
- Owners Manual CB Unicorn 160 EnglishДокумент89 страницOwners Manual CB Unicorn 160 Englishrcpawar33% (6)
- Housekeeping JsaДокумент9 страницHousekeeping JsaShahid BhattiОценок пока нет
- 1.9 Correa DentadaДокумент6 страниц1.9 Correa Dentadafernando javierОценок пока нет
- Maintenance: 1.2 General Maintenance Chart For Hitachi S12A2 EngineДокумент36 страницMaintenance: 1.2 General Maintenance Chart For Hitachi S12A2 EngineKolo BenduОценок пока нет
- Failure Analysis Report - DT 2339 Suspension LH Rev1Документ8 страницFailure Analysis Report - DT 2339 Suspension LH Rev1Eng PLM ACPОценок пока нет
- Co-Heat Engine and Thermal Efficiency-Grade-9Документ10 страницCo-Heat Engine and Thermal Efficiency-Grade-9Apolonio Pamittan Jr.Оценок пока нет
- Study and Analysis of Consumer Behavior of Electric Cars in IndiaДокумент32 страницыStudy and Analysis of Consumer Behavior of Electric Cars in IndiaManish NavaniОценок пока нет
- BMW Coding Parameters - F48 - For X1 SeriesДокумент5 страницBMW Coding Parameters - F48 - For X1 SeriesJB100% (2)
- Military Illustrated Modeller 076 - 2017 AugustДокумент68 страницMilitary Illustrated Modeller 076 - 2017 Augustparadis100% (3)
- KethubothДокумент160 страницKethubothPaco MayorgasОценок пока нет
- Man 48 60Документ296 страницMan 48 60Tansu Mavunacı100% (1)
- Technical Training ManualДокумент406 страницTechnical Training ManualIgnacio MuñozОценок пока нет
- Nozzles and Spare Parts For: Denso Common Rail Injectors and PumpsДокумент19 страницNozzles and Spare Parts For: Denso Common Rail Injectors and PumpsMuhammad AijazОценок пока нет
- Serv1820 Sec1Документ96 страницServ1820 Sec1LENIN JHAIR VALDERRAMA SEGURA100% (1)
- Electric Motor StarterДокумент16 страницElectric Motor StarterCuong TranHung100% (1)
- V7 ManualДокумент28 страницV7 ManualMoisesОценок пока нет
- Brochure Mixer DBX 35Документ2 страницыBrochure Mixer DBX 35Khoa NguyenОценок пока нет
- Simulia SCN 1012Документ24 страницыSimulia SCN 1012kglorstadОценок пока нет
- 216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 10 UBA PDFДокумент3 страницы216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 10 UBA PDFubaldo caraballoОценок пока нет
- Compresor de Muelles SEALEYДокумент2 страницыCompresor de Muelles SEALEYaudioimagenОценок пока нет
- Depressed Center GWДокумент2 страницыDepressed Center GWherysyam1980Оценок пока нет
- Past Simple and Past ContinuousДокумент11 страницPast Simple and Past ContinuousJimmy Halldemar Espinel OrdoñezОценок пока нет
- EGY D 23 00909 - ReviewerДокумент25 страницEGY D 23 00909 - ReviewerWEIWEI YANGОценок пока нет
- Aerospace Structures TypesДокумент7 страницAerospace Structures TypesGaurav YadavОценок пока нет