Вам также может понравиться
- Extraction Methods of Essential OilДокумент44 страницыExtraction Methods of Essential OilMOHAMMAD HISYAM RISYADОценок пока нет
- Vegetable Garden Planting Guide: Use This Guide To Find Out When, Where, and What Vegetables To Plant in Your GardenДокумент1 страницаVegetable Garden Planting Guide: Use This Guide To Find Out When, Where, and What Vegetables To Plant in Your GardenEmilia VargasОценок пока нет
- AnodizingДокумент24 страницыAnodizingRahul Pandey100% (2)
- ElectroplatingДокумент18 страницElectroplatingRahul Pandey100% (2)
- Steel Melt Shop 2 Process .Документ50 страницSteel Melt Shop 2 Process .Rahul Pandey0% (2)
- Tin PlatingДокумент30 страницTin PlatingRahul Pandey100% (3)
- Round Is A Tortilla - SCRIBDДокумент33 страницыRound Is A Tortilla - SCRIBDChronicleBooksОценок пока нет
- Nickel ElectroplatingДокумент28 страницNickel ElectroplatingRahul Pandey100% (2)
- Hard Chromium ElectroplatingДокумент14 страницHard Chromium ElectroplatingRahul PandeyОценок пока нет
- Magnetic Separators For Recycling: Driven by Magnetism Since 1959Документ14 страницMagnetic Separators For Recycling: Driven by Magnetism Since 1959pibemauОценок пока нет
- TIB Spices FinalДокумент56 страницTIB Spices FinalbharatОценок пока нет
- Mechanism of Gold Dissolving in Alkaline ThioureaДокумент6 страницMechanism of Gold Dissolving in Alkaline Thioureaمحمود محمودОценок пока нет
- Continuous Scrap Melting in A Short Rotary FurnaceДокумент12 страницContinuous Scrap Melting in A Short Rotary FurnaceAnonymous ipcYV390% (1)
- Fluxes For Electroslag Refining: Dr. Satadal GhoraiДокумент21 страницаFluxes For Electroslag Refining: Dr. Satadal GhoraiGarry's GamingОценок пока нет
- A Report On Steel Melting ShopДокумент18 страницA Report On Steel Melting ShopRahul PandeyОценок пока нет
- 6 Type Induction FurnaceДокумент6 страниц6 Type Induction Furnacehodeegits9526Оценок пока нет
- Pcog MnemonicsДокумент4 страницыPcog MnemonicsFanBay100% (4)
- Processing of Aerospace Materials - I Materials - I: 05 January 2015Документ42 страницыProcessing of Aerospace Materials - I Materials - I: 05 January 2015Avinash K. SauravОценок пока нет
- Presentation 01Документ28 страницPresentation 01Rexona KhanomОценок пока нет
- Aluminum DopositionДокумент6 страницAluminum DopositionImmi ShaikhОценок пока нет
- Natural Sciences Tripos Part III: Materials Science M3: Extraction and RecyclingДокумент42 страницыNatural Sciences Tripos Part III: Materials Science M3: Extraction and RecyclingSameer SharmaОценок пока нет
- Metallurgical Industrial Furnaces 5Документ21 страницаMetallurgical Industrial Furnaces 5Mining ReviewОценок пока нет
- Improvement of Surface Quality of Continuously Cast Steel Control PDFДокумент130 страницImprovement of Surface Quality of Continuously Cast Steel Control PDFChrist ChristiОценок пока нет
- Phase DiagramsДокумент72 страницыPhase DiagramsRahul PandeyОценок пока нет
- Alexander - Comparison of Environmental Performance of Modern Copper Smelting TechnologiesДокумент12 страницAlexander - Comparison of Environmental Performance of Modern Copper Smelting TechnologiesNatasa GajicОценок пока нет
- Cot 2 Che DLLДокумент6 страницCot 2 Che DLLCherrie Lazatin - Flores100% (1)
- Geopolymer Book Chapter1 PDFДокумент37 страницGeopolymer Book Chapter1 PDFDick ManОценок пока нет
- Tilting Rotary Furnaces KMF Maschinenfabriken GmbH7yiДокумент3 страницыTilting Rotary Furnaces KMF Maschinenfabriken GmbH7yiVijaykumar SharmaОценок пока нет
- AusmeltДокумент3 страницыAusmeltROMARIO3000100% (1)
- Recycling Aluminum Aerospace AlloysДокумент5 страницRecycling Aluminum Aerospace AlloysShamim HasanОценок пока нет
- Pan 2019Документ16 страницPan 2019rizky dwi anandaОценок пока нет
- Blast Furnace Tap Hole and Tapping of The FurnaceДокумент11 страницBlast Furnace Tap Hole and Tapping of The Furnaceprashant mishraОценок пока нет
- Cupola FurnaceДокумент32 страницыCupola Furnaceadelina ednandaОценок пока нет
- Ladle Refining FurnaceДокумент3 страницыLadle Refining FurnaceBibhudutta mishraОценок пока нет
- High-Speed Steel - The Development, Nature, Treatment, and use of High-Speed Steels, Together with Some Suggestions as to the Problems Involved in their UseОт EverandHigh-Speed Steel - The Development, Nature, Treatment, and use of High-Speed Steels, Together with Some Suggestions as to the Problems Involved in their UseОценок пока нет
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelОт EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelОценок пока нет
- Medium Frequency Induction FurnaceДокумент5 страницMedium Frequency Induction FurnaceSreekumar RajendrababuОценок пока нет
- Reducing The Cost To Process Molten AluminumДокумент54 страницыReducing The Cost To Process Molten AluminumKen McgownОценок пока нет
- A Presentation ON Vocational Training: Sandeep Pradhan 3203810039Документ22 страницыA Presentation ON Vocational Training: Sandeep Pradhan 3203810039Rahul PandeyОценок пока нет
- Kennecott-Outotec Double Flash Technology After 16 Years FinalДокумент14 страницKennecott-Outotec Double Flash Technology After 16 Years FinalВова ХахалинОценок пока нет
- Https WWW - Elkem.com Global ESM Support Technical-Papers Refractories 37-The Use of Microsilica in Refractory CastablesДокумент28 страницHttps WWW - Elkem.com Global ESM Support Technical-Papers Refractories 37-The Use of Microsilica in Refractory CastablesSachin SahooОценок пока нет
- Cupola FurnaceДокумент23 страницыCupola Furnacesayan halderОценок пока нет
- Ausmelt Matte Smelting PDFДокумент12 страницAusmelt Matte Smelting PDFgtdomboОценок пока нет
- The Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFДокумент211 страницThe Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFakshukОценок пока нет
- Ironmaking and Steelmaking Theory and PracticeДокумент9 страницIronmaking and Steelmaking Theory and PracticeRasul BzОценок пока нет
- Design, Manufacturing and Testing of Induction Furnace: Submitted byДокумент65 страницDesign, Manufacturing and Testing of Induction Furnace: Submitted byGuru ChaudhariОценок пока нет
- Present Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?Документ10 страницPresent Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?SarbajitManna100% (1)
- EAF GeneralДокумент60 страницEAF GeneralFaisal SalehОценок пока нет
- Melting and Holding October 08Документ10 страницMelting and Holding October 08Aragaw MuluОценок пока нет
- The ISASMELT ProcessДокумент3 страницыThe ISASMELT ProcesssatyaОценок пока нет
- Matte Converting in Copper SmeltingДокумент17 страницMatte Converting in Copper SmeltingNussdy Gajardo PerezОценок пока нет
- Strip CastingДокумент38 страницStrip CastingRAULYEPEZSANCHEZОценок пока нет
- Energy Optimizing FurnaceДокумент4 страницыEnergy Optimizing Furnacesourajpatel100% (1)
- Assessment of Slag and Copper Equilibrium in Vaniukov Two-Zone ConverterДокумент8 страницAssessment of Slag and Copper Equilibrium in Vaniukov Two-Zone ConverterYuan JasonОценок пока нет
- Shaft Furnace Technology: For Scrap and Waste RoutesДокумент6 страницShaft Furnace Technology: For Scrap and Waste RoutesernandesrizzoОценок пока нет
- Modelling of Aluminium Scrap Melting in A Rotary FurnaceДокумент10 страницModelling of Aluminium Scrap Melting in A Rotary FurnaceestefanoveiraОценок пока нет
- Bee - Hive Metallurgical CokeДокумент4 страницыBee - Hive Metallurgical Coke124swadeshiОценок пока нет
- Isasmelt: The ISASMELT Furnace Advantages of The ISASMELT Process History of The ProcessДокумент18 страницIsasmelt: The ISASMELT Furnace Advantages of The ISASMELT Process History of The ProcessHunОценок пока нет
- Feo Al2o3 Sio2Документ6 страницFeo Al2o3 Sio2josem94Оценок пока нет
- Good Ladle Preheating PracticesДокумент9 страницGood Ladle Preheating PracticessriОценок пока нет
- Lecture34 - Material and Heat Balance in ConvertingДокумент5 страницLecture34 - Material and Heat Balance in ConvertingRoger RumbuОценок пока нет
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesОт EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesРейтинг: 5 из 5 звезд5/5 (1)
- Steel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofДокумент8 страницSteel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofRitesh KumarОценок пока нет
- Sintering ProcessДокумент4 страницыSintering ProcessNicollas Matheus100% (1)
- A Critical Analysis ON Tap Hole by Abhik ChakrabortyДокумент24 страницыA Critical Analysis ON Tap Hole by Abhik Chakrabortyravish8888Оценок пока нет
- Smelting Deoxidation Cooper SlagsДокумент7 страницSmelting Deoxidation Cooper SlagsAlvaro JaraОценок пока нет
- Crucible DataДокумент32 страницыCrucible DataKeith HallОценок пока нет
- Clogging in Continuos Casting NozzleДокумент21 страницаClogging in Continuos Casting Nozzlemiltone87Оценок пока нет
- Desulfurization of SteelДокумент69 страницDesulfurization of SteelPouria Homayoun100% (2)
- Oxygen Steel Making ProcessesДокумент78 страницOxygen Steel Making ProcessesDwy IconAceОценок пока нет
- Influence of Metallics and EAF Type On Specific Consumptions and ProductivityДокумент20 страницInfluence of Metallics and EAF Type On Specific Consumptions and ProductivityJorge MadiasОценок пока нет
- Developments in Blast Furnace Process Control at Port Kembla BaseДокумент13 страницDevelopments in Blast Furnace Process Control at Port Kembla BaseBinod Kumar PadhiОценок пока нет
- Roll No 33Документ39 страницRoll No 33Rahul PandeyОценок пока нет
- Aditya Pratap Singh: Prepared ByДокумент14 страницAditya Pratap Singh: Prepared ByRahul PandeyОценок пока нет
- Presentation ON SMS: Prepared By:Shashank Poddar Metallurgy (5 Sem)Документ15 страницPresentation ON SMS: Prepared By:Shashank Poddar Metallurgy (5 Sem)Rahul PandeyОценок пока нет
- Presentation On SMS: BY:-Ram Prasad Choudhary 3203810034Документ19 страницPresentation On SMS: BY:-Ram Prasad Choudhary 3203810034Rahul PandeyОценок пока нет
- Presentation ON Steel Melting Shop: Rupendra Naik 3203810037Документ19 страницPresentation ON Steel Melting Shop: Rupendra Naik 3203810037Rahul PandeyОценок пока нет
- Summer Vocational Training Report: Bhilai Steel Plant, Sail ON "Mill Zone"Документ26 страницSummer Vocational Training Report: Bhilai Steel Plant, Sail ON "Mill Zone"Rahul PandeyОценок пока нет
- A Presentation On Dri-Ii in JSPL, Raigarh: By:-Harish Patel (Meta-5 Sem)Документ14 страницA Presentation On Dri-Ii in JSPL, Raigarh: By:-Harish Patel (Meta-5 Sem)Rahul PandeyОценок пока нет
- Blast Furnac E: S.Megha Metallurgy SemesterДокумент18 страницBlast Furnac E: S.Megha Metallurgy SemesterRahul PandeyОценок пока нет
- Roll No 59Документ25 страницRoll No 59Rahul PandeyОценок пока нет
- Presentation On Steel Melting Shop: BY: Dipti Dubey. Metallurgy 5 SEMДокумент18 страницPresentation On Steel Melting Shop: BY: Dipti Dubey. Metallurgy 5 SEMRahul PandeyОценок пока нет
- A Presentation On Dri-Ii: BY:-Vikash Ranjan Sharma Metallurgy - 5 SEM 3203810051Документ15 страницA Presentation On Dri-Ii: BY:-Vikash Ranjan Sharma Metallurgy - 5 SEM 3203810051Rahul PandeyОценок пока нет
- Zinc Plating: Randhir Kumar Singh Asst Professor OpjitДокумент16 страницZinc Plating: Randhir Kumar Singh Asst Professor OpjitRahul PandeyОценок пока нет
- A Project Report On Summer Vocational Training in Bhilai Steel PlantДокумент24 страницыA Project Report On Summer Vocational Training in Bhilai Steel PlantRahul PandeyОценок пока нет
- Arrhenius EqnДокумент10 страницArrhenius EqnRahul PandeyОценок пока нет
- Regular SolutionsДокумент19 страницRegular SolutionsRahul PandeyОценок пока нет
- Corrosion MechanismsДокумент64 страницыCorrosion MechanismsRahul PandeyОценок пока нет
- Dorchin Et Al. 2019. Phylogeny of The Gall MidgesДокумент15 страницDorchin Et Al. 2019. Phylogeny of The Gall MidgesAgatha ToriiОценок пока нет
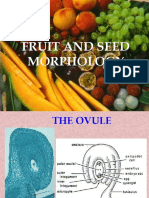
- Fruit and Seed MorphologyДокумент96 страницFruit and Seed MorphologySleeping BeautyОценок пока нет
- Inglés B2 Cto Junio 2020 (Final)Документ4 страницыInglés B2 Cto Junio 2020 (Final)bartolomeacostaОценок пока нет
- RACI Chart ExcelДокумент2 страницыRACI Chart ExcelMrk KhanОценок пока нет
- Organix Superfoods - Bulk Product List 2019Документ8 страницOrganix Superfoods - Bulk Product List 2019AlexОценок пока нет
- AVIFAUNAДокумент27 страницAVIFAUNABireshwarBeraОценок пока нет
- Crop Losses To PestsДокумент13 страницCrop Losses To PestsDeivid MaganoОценок пока нет
- Epistasis (Lect 16 & 17)Документ15 страницEpistasis (Lect 16 & 17)Erum JanОценок пока нет
- CitokininaДокумент13 страницCitokininaIdalba Espinoza SandovalОценок пока нет
- Abstract Book Postersession Tuesday web-JNPC PDFДокумент552 страницыAbstract Book Postersession Tuesday web-JNPC PDFKak AsihОценок пока нет
- Wa0004.Документ6 страницWa0004.ojas goyalОценок пока нет
- GIUSTO, B. Et Al. 2010. Flower-Scent Mimicry Masks A Deadly Trap in The Carnivorous Plant Nepenthes RafflesianaДокумент12 страницGIUSTO, B. Et Al. 2010. Flower-Scent Mimicry Masks A Deadly Trap in The Carnivorous Plant Nepenthes RafflesianahnmilanОценок пока нет
- Please Mark Boxes With A Thin Horizontal Line Like This .: Familiarisation Answer Sheet - Verbal Reasoning 1Документ2 страницыPlease Mark Boxes With A Thin Horizontal Line Like This .: Familiarisation Answer Sheet - Verbal Reasoning 1Paul ScottОценок пока нет
- Final ProjectДокумент58 страницFinal ProjectAnonymous UyGHBJUОценок пока нет
- Unit 11 Role of Fungi in Human Welfare: ObjectivesДокумент12 страницUnit 11 Role of Fungi in Human Welfare: Objectivessivaram888Оценок пока нет
- Kerja Kursus Biologi 1Документ10 страницKerja Kursus Biologi 1Teo Hui pingОценок пока нет
- A Study of Labour Welfare Measures at Sail - Salem Steel PlantДокумент58 страницA Study of Labour Welfare Measures at Sail - Salem Steel PlantakashОценок пока нет
- Gatti Et Al - 2006 - Diet of Two Sympatric Carnivores Cerdocyon and ProcyonДокумент4 страницыGatti Et Al - 2006 - Diet of Two Sympatric Carnivores Cerdocyon and ProcyonRita De Cassia BianchiОценок пока нет
- Afforestation Preparation SheetДокумент42 страницыAfforestation Preparation SheetMohammed SiddiqueОценок пока нет
- DOOREN, Thomas Van. Wild Seed, Domesticated SeedДокумент7 страницDOOREN, Thomas Van. Wild Seed, Domesticated SeedGabrielaОценок пока нет
- 4.0 Material Handling and Scientific ApparatusДокумент50 страниц4.0 Material Handling and Scientific ApparatusJaswardi Anwar Bin Md Yaacob� IPGKKBОценок пока нет
- Aurangabad PandgДокумент53 страницыAurangabad Pandgghodajkarvishu358Оценок пока нет
- Investigation On The Effects of Soil Quality On The Fungal Diversity of Pyrenomycetes in The Amazon ForestДокумент13 страницInvestigation On The Effects of Soil Quality On The Fungal Diversity of Pyrenomycetes in The Amazon ForestQuagswag GruОценок пока нет