Вам также может понравиться
- Fuel Oil System SummaryДокумент6 страницFuel Oil System SummaryuddinnadeemОценок пока нет
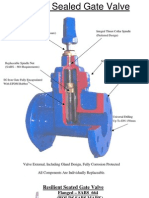
- Resilient Sealed Gate Valve: Leadership in Product DesignsДокумент2 страницыResilient Sealed Gate Valve: Leadership in Product DesignspeetholОценок пока нет
- Instrument Selection GuideДокумент39 страницInstrument Selection Guide1meander23100% (1)
- Abstracts of Articles and Patents On Molecular or Short-Path Distillation.Документ104 страницыAbstracts of Articles and Patents On Molecular or Short-Path Distillation.piolencОценок пока нет
- Relationship Between Inflation and Price of CommodityДокумент41 страницаRelationship Between Inflation and Price of CommoditydhruvgujaratiОценок пока нет
- RF Return Line FilterДокумент8 страницRF Return Line Filterboobalan_shriОценок пока нет
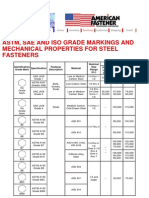
- Marcação Parafusos PDFДокумент5 страницMarcação Parafusos PDFpank7210100% (1)
- Document Title: Technical Proposal For 6500cbm LNG Storage TankДокумент4 страницыDocument Title: Technical Proposal For 6500cbm LNG Storage Tankroni_arsyahОценок пока нет
- Tender No: RCC/NR/UPSO-II/ENG/PT-07/19-20 Public Tender:-: Page 76 of 200Документ7 страницTender No: RCC/NR/UPSO-II/ENG/PT-07/19-20 Public Tender:-: Page 76 of 200Shilpa SinghОценок пока нет
- UTP A 2535 NBДокумент1 страницаUTP A 2535 NBRafiqKuОценок пока нет
- Isi Pendahuluan Tipe Plta Komponenutama Unjuk Kerja RingkasanДокумент23 страницыIsi Pendahuluan Tipe Plta Komponenutama Unjuk Kerja RingkasanHida CahyaniОценок пока нет
- EntropyДокумент46 страницEntropyAnonymous UqsAfi100% (1)
- LPG Storage Tanks: SMPV RulesДокумент7 страницLPG Storage Tanks: SMPV RulesavtandilОценок пока нет
- Complete Tank FabricationДокумент8 страницComplete Tank Fabricationnike_y2kОценок пока нет
- Introduction To Heat Exchangers (HXS) : DR Rashid AliДокумент36 страницIntroduction To Heat Exchangers (HXS) : DR Rashid AliUsama IbrahimОценок пока нет
- Electro OpticsДокумент246 страницElectro Opticsgslee2Оценок пока нет
- Catalog Foxboro Pneumatic Instruments 03-11Документ88 страницCatalog Foxboro Pneumatic Instruments 03-11Chu Tùng100% (1)
- LT 26 G Technical Specs and Parts ListДокумент4 страницыLT 26 G Technical Specs and Parts Listraul gonzalezОценок пока нет
- Bill Fire FightingДокумент59 страницBill Fire FightingMohammad AnshoryОценок пока нет
- Design and Installation of Split AC Systems for Medical FacilityДокумент8 страницDesign and Installation of Split AC Systems for Medical FacilityGaurav GujarОценок пока нет
- Nesco Painting System CatalogДокумент4 страницыNesco Painting System CatalogKamalMuralikumarОценок пока нет
- ROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFДокумент24 страницыROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFFayaz MohammedОценок пока нет
- Baccara Solenoid Catalogue 2009Документ230 страницBaccara Solenoid Catalogue 2009baccaragevaОценок пока нет
- Hex Bolt Identification GuideДокумент4 страницыHex Bolt Identification GuideSyed ZakiuddinОценок пока нет
- Oil Refinery PDFДокумент28 страницOil Refinery PDFHemant KumarОценок пока нет
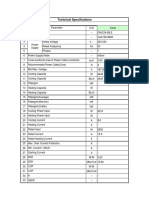
- Technical Specifications 24000btuhr Wall Mount Gree ACsДокумент7 страницTechnical Specifications 24000btuhr Wall Mount Gree ACsNelson Mukwaya100% (1)
- Fsa PSJ 701 06 PDFДокумент9 страницFsa PSJ 701 06 PDFAshitava SenОценок пока нет
- 4505 DiaphragmValves RWДокумент49 страниц4505 DiaphragmValves RWdbmingoОценок пока нет
- Wespwer Alp 09Документ16 страницWespwer Alp 09JIMMYОценок пока нет
- Iso 1500 Iso 1000 Iso 680 Iso 460 Iso 320 Iso 220 Iso 150 Iso 100Документ1 страницаIso 1500 Iso 1000 Iso 680 Iso 460 Iso 320 Iso 220 Iso 150 Iso 100coleiroОценок пока нет
- B2020-TDC-SR-006 Shell Rolling R0Документ2 страницыB2020-TDC-SR-006 Shell Rolling R0Ramalingam PrabhakaranОценок пока нет
- Chapter 2 Cmos Fabrication Technology and Design RulesДокумент56 страницChapter 2 Cmos Fabrication Technology and Design Rulesvanarajesh620% (1)
- Erection Instructions For Baghouse FilterДокумент13 страницErection Instructions For Baghouse FilterAnonymous xVCLWJОценок пока нет
- Fisher 3661Документ36 страницFisher 3661HYDRAULICGURU100% (1)
- Drilling Rig ComponentsДокумент27 страницDrilling Rig ComponentsBasit KhanОценок пока нет
- PDO Approved Inspection BodiesДокумент15 страницPDO Approved Inspection BodiesMohammed Rizwan AhmedОценок пока нет
- 1 Fabrication 20130218 PDFДокумент108 страниц1 Fabrication 20130218 PDFAjay kr PradhanОценок пока нет
- Fatek PLC Modbus AdresleriДокумент1 страницаFatek PLC Modbus Adreslerisamet gozubolОценок пока нет
- Mil-Dtl-27422d Tank, Fuel, Crash-Resistant, Ballistic Tollerant, AircraftДокумент47 страницMil-Dtl-27422d Tank, Fuel, Crash-Resistant, Ballistic Tollerant, AircraftfogdartОценок пока нет
- LPG Pump IOM LGL2 LGL3 PDFДокумент12 страницLPG Pump IOM LGL2 LGL3 PDFAfani Roma A100% (1)
- x86 DisassemblyДокумент81 страницаx86 DisassemblyAyush PateriaОценок пока нет
- LevellingДокумент20 страницLevellingPravesh CheekhooryОценок пока нет
- M-25 Mix Designs As Per Is-10262-2009Документ5 страницM-25 Mix Designs As Per Is-10262-2009ashisheckОценок пока нет
- Design of Machining Fixture For Turbine Rotor BladeДокумент14 страницDesign of Machining Fixture For Turbine Rotor BladeesatjournalsОценок пока нет
- Interview Questions 1 TCSДокумент3 страницыInterview Questions 1 TCSSrinivas TumpalaОценок пока нет
- Refractory Bricks ManufacturingДокумент7 страницRefractory Bricks ManufacturingSayed MesallamyОценок пока нет
- Compressor ChecklistДокумент1 страницаCompressor ChecklistRolando DaclanОценок пока нет
- Condenser Cladding InfoДокумент37 страницCondenser Cladding Infoabhishe_reenaОценок пока нет
- Manual 13239-2020 ENGДокумент158 страницManual 13239-2020 ENGSantiago MP100% (1)
- Highway Wind TurbineДокумент4 страницыHighway Wind TurbineAizaz AhmadОценок пока нет
- Welding HandbookДокумент37 страницWelding HandbookVijo JoseОценок пока нет
- Weld Symbols GuideДокумент37 страницWeld Symbols Guidemjohns73Оценок пока нет
- PressedДокумент18 страницPressedahmedalgaloОценок пока нет
- IOT Module 4Документ8 страницIOT Module 4Ravi TejaОценок пока нет
- Model GP-1000 Pressure Reducing Valve For Steam Service: Installation and Maintenance InstructionsДокумент2 страницыModel GP-1000 Pressure Reducing Valve For Steam Service: Installation and Maintenance InstructionsMykweall_Kenz_3204Оценок пока нет
- Water Jet Machining GuideДокумент33 страницыWater Jet Machining Guidejojo258Оценок пока нет
- Waterjet Cutting: An Edge in Cost ReductionДокумент3 страницыWaterjet Cutting: An Edge in Cost Reductionuday245Оценок пока нет
- Waterjet Cutting PresentationДокумент17 страницWaterjet Cutting Presentationapi-550359440Оценок пока нет
- Seminar ON Water Jet Cutting: Raj Kumar Goel Institute of TechnologyДокумент17 страницSeminar ON Water Jet Cutting: Raj Kumar Goel Institute of TechnologyRahul kumarОценок пока нет
- Sewage Disposal Works: Their Design and ConstructionОт EverandSewage Disposal Works: Their Design and ConstructionОценок пока нет
- Ysics For Ngineering Echnologists: PH E TДокумент29 страницYsics For Ngineering Echnologists: PH E TRodnie John Paul SevillaОценок пока нет
- Mar5 Physics Formulas PDFДокумент6 страницMar5 Physics Formulas PDFlmlОценок пока нет
- Lesson 6 7 8 - Conservation of Momentum - Lesson 6-8 AnswersДокумент5 страницLesson 6 7 8 - Conservation of Momentum - Lesson 6-8 AnswersTBS SisirakumaraОценок пока нет
- (Amaleaks - Blogspot.com) Phyc-121 Week 1-10Документ84 страницы(Amaleaks - Blogspot.com) Phyc-121 Week 1-10Amanda Dinah RamilОценок пока нет
- Analytical Dynamics: Lagrange's Equation and Its Application - A Brief IntroductionДокумент23 страницыAnalytical Dynamics: Lagrange's Equation and Its Application - A Brief IntroductionLisaОценок пока нет
- Chemistry 2.3.5Документ9 страницChemistry 2.3.5Sean Citherlet100% (1)
- CAPE Physics 2003 U1 P2Документ15 страницCAPE Physics 2003 U1 P2Keresa BakerОценок пока нет
- Newtons Law of MotionДокумент14 страницNewtons Law of MotionJohn Irvin M. AbatayОценок пока нет
- Bd91etutorial Sheet FinalДокумент11 страницBd91etutorial Sheet FinalNishant JainОценок пока нет
- 0625 Y14 SQ 191114Документ114 страниц0625 Y14 SQ 191114mydadawalfnОценок пока нет
- Quiz For ResearchДокумент7 страницQuiz For ResearchMichaelAbdonDomingoFavoОценок пока нет
- Cambridge International Advanced Subsidiary and Advanced LevelДокумент16 страницCambridge International Advanced Subsidiary and Advanced Levelyuke kristinaОценок пока нет
- Energy PowerpointДокумент20 страницEnergy Powerpointapi-377646239Оценок пока нет
- Energy Balance - Part IДокумент16 страницEnergy Balance - Part I랄뚜기Оценок пока нет
- Maxwell Law of Distribution of Velocities PDFДокумент16 страницMaxwell Law of Distribution of Velocities PDFs100% (2)
- SMK BUKIT SENTOSA TINGKATAN 4 PEPERIKSAAN AKHIR TAHUN 2014 MARKING SCHEMEДокумент7 страницSMK BUKIT SENTOSA TINGKATAN 4 PEPERIKSAAN AKHIR TAHUN 2014 MARKING SCHEMEMohd Hairul Akmal Ab. AzizОценок пока нет
- 7 Momentum and ImpulseДокумент16 страниц7 Momentum and ImpulseJohn Angelo RamosОценок пока нет
- Physics As NotesДокумент28 страницPhysics As NotesShyam SharmaОценок пока нет
- PHYS1121 Course NotesДокумент45 страницPHYS1121 Course NotesLight95Оценок пока нет
- Forms of Energy 2Документ16 страницForms of Energy 2cecilia b. guillen50% (2)
- Danymics - Homeworks - Chapter 3 Kinetics of Particles - Energy and Momentum MethodsДокумент3 страницыDanymics - Homeworks - Chapter 3 Kinetics of Particles - Energy and Momentum MethodsRed DemonsОценок пока нет
- Questions For Short AnswerДокумент15 страницQuestions For Short Answermayank singhОценок пока нет
- Còpia de Energy - Calculations - Question - SheetsДокумент101 страницаCòpia de Energy - Calculations - Question - SheetsManuel F. Merino MorenoОценок пока нет
- Calculus Based PhysicsДокумент267 страницCalculus Based PhysicsSAMEER ALI KHANОценок пока нет
- The Conservation of Energy - PendulumДокумент5 страницThe Conservation of Energy - PendulumHafiezul HassanОценок пока нет
- Conceptual Physics Nov 3-7Документ1 страницаConceptual Physics Nov 3-7Rohan KunwerОценок пока нет
- T7COMДокумент487 страницT7COMrudresh JmОценок пока нет
- Mechanics Practice Papers 2Документ13 страницMechanics Practice Papers 2Sarvesh DubeyОценок пока нет
- PHY1004L. - Lab 7 - Investigating Static and Kinetic FrictionsДокумент4 страницыPHY1004L. - Lab 7 - Investigating Static and Kinetic Frictionsdiegocely70061533% (3)
- Module Checklist - Mechanics - Grade 12Документ7 страницModule Checklist - Mechanics - Grade 12api-257324866Оценок пока нет