Вам также может понравиться
- Thermal Power PlantДокумент26 страницThermal Power PlantZakariyaОценок пока нет
- Thermal Power PlantДокумент29 страницThermal Power PlantSiri VenniОценок пока нет
- Pulveriser-Power PlantДокумент67 страницPulveriser-Power PlantARUNGREESMAОценок пока нет
- Linear Absorption Coefficient: ObjectiveДокумент5 страницLinear Absorption Coefficient: ObjectiveFilip Angelovski100% (1)
- Statistical ToolsДокумент79 страницStatistical Toolsrakeshsharmarv3577Оценок пока нет
- Gujarat Technological University (Gtu) Competency-Focused Outcome-Based Green Curriculum-2021 (COGC-2021)Документ13 страницGujarat Technological University (Gtu) Competency-Focused Outcome-Based Green Curriculum-2021 (COGC-2021)SINOJIA TIRTHОценок пока нет
- DPG Coal FeederДокумент11 страницDPG Coal FeederPanimanPalengaiОценок пока нет
- Manufacturing Technology (MEC - 205) : Unit - 1 Introduction To Manufacturing and Metal CastingДокумент74 страницыManufacturing Technology (MEC - 205) : Unit - 1 Introduction To Manufacturing and Metal CastingShridhar SavatОценок пока нет
- 3.machine DesignДокумент17 страниц3.machine DesignAmitОценок пока нет
- BRM Unit VДокумент99 страницBRM Unit VAnonymous 8G41ro6OОценок пока нет
- Descriptive StatsДокумент50 страницDescriptive Statsanshul shandilОценок пока нет
- Chapter 13Документ67 страницChapter 13sanrorobbyОценок пока нет
- VMKV Engineering College Question Bank on Machine Design ElementsДокумент14 страницVMKV Engineering College Question Bank on Machine Design ElementsSatwik PriyadarshiОценок пока нет
- Anti DumpingДокумент30 страницAnti DumpingSHekhar sachdevОценок пока нет
- Sample Rapid Prototyping MCQS: (D) All of The AboveДокумент5 страницSample Rapid Prototyping MCQS: (D) All of The AboveDivyansh PandeyОценок пока нет
- Kombinasi Hukum I Dan II Termodinamika - enДокумент17 страницKombinasi Hukum I Dan II Termodinamika - enEkok Ec100% (1)
- Makerere University Faculty of Technology: Department of Mechanical Engineering Fourth Year 2010/2011 Semester OneДокумент24 страницыMakerere University Faculty of Technology: Department of Mechanical Engineering Fourth Year 2010/2011 Semester OneAggrey MwesigyeОценок пока нет
- Industrial BurnersДокумент23 страницыIndustrial Burnerskarthikeyan5000Оценок пока нет
- Gas Power Cycles Sivakumar.E VITДокумент47 страницGas Power Cycles Sivakumar.E VITmohan govindasamyОценок пока нет
- TE - 2019 - Design of Machine Elements PDFДокумент4 страницыTE - 2019 - Design of Machine Elements PDFonkar nikamОценок пока нет
- Energy Conserve TPCДокумент30 страницEnergy Conserve TPCwwe_himanshuОценок пока нет
- Dme-22 6 15Документ8 страницDme-22 6 15VIGNESH L RОценок пока нет
- Power PlantДокумент24 страницыPower PlantARUNGREESMAОценок пока нет
- Me8595 Te II Steam Turbines Unit III-2022 - 23Документ175 страницMe8595 Te II Steam Turbines Unit III-2022 - 23CAD With RaoОценок пока нет
- Spur GearДокумент67 страницSpur GearJeky KurniawanОценок пока нет
- Nuclear Power Plant: Swami Keshvanand Institute of Technology Management & Gramothan, JaipurДокумент27 страницNuclear Power Plant: Swami Keshvanand Institute of Technology Management & Gramothan, JaipurNikhil ChopraОценок пока нет
- Ch1 PS (Sec A&b) Fall 2017 LectureДокумент20 страницCh1 PS (Sec A&b) Fall 2017 LecturealiОценок пока нет
- Qip Ice 31 Stirling EnginesДокумент20 страницQip Ice 31 Stirling EnginesChetanPrajapatiОценок пока нет
- Steam Power PlantДокумент56 страницSteam Power PlantصصОценок пока нет
- Vapor Power CyclesДокумент55 страницVapor Power CyclesTarikuОценок пока нет
- EgyE 101 Lecture - Resource Assessment Wind EnergyДокумент83 страницыEgyE 101 Lecture - Resource Assessment Wind EnergyChristian Alfred Soriano0% (1)
- Metal Joining PrcocessДокумент42 страницыMetal Joining PrcocessDheerajSharmaОценок пока нет
- Workshop Practise: An IntroductionДокумент21 страницаWorkshop Practise: An IntroductionjgkonnullyОценок пока нет
- Equation Chapter 1 Section 1379 - 14-04 - fluids at rest - solve problems 8-24Документ6 страницEquation Chapter 1 Section 1379 - 14-04 - fluids at rest - solve problems 8-24Bradley Nartowt, PhDОценок пока нет
- Heat Required in Kcal For Unit Generation of ElectricityДокумент18 страницHeat Required in Kcal For Unit Generation of ElectricityAyan ChattarajОценок пока нет
- Wind Power Systems: Muhammad ArifДокумент109 страницWind Power Systems: Muhammad AriffaizanОценок пока нет
- DME Theoritical Question Bank - GTUSTUDIESДокумент4 страницыDME Theoritical Question Bank - GTUSTUDIESKevin RanpariaОценок пока нет
- A Review On Revolution of Flat Plate Collector For Solar Water HeaterДокумент17 страницA Review On Revolution of Flat Plate Collector For Solar Water HeaterIJRASETPublications100% (1)
- Harnessing the Power of TidesДокумент19 страницHarnessing the Power of TidesMani RockerОценок пока нет
- Theraml Power Plant (UPRVUNL)Документ21 страницаTheraml Power Plant (UPRVUNL)Ankur SinghОценок пока нет
- Renewable Energy January2021Документ29 страницRenewable Energy January2021Sec-II BGPLОценок пока нет
- Presentation 1Документ37 страницPresentation 1نجيب مفتاح المختار عمرОценок пока нет
- Economic theories fundamentals conceptsДокумент76 страницEconomic theories fundamentals conceptsTing Wee KietОценок пока нет
- Thermal Power Plant ChapterДокумент37 страницThermal Power Plant Chapterfiraol tekaОценок пока нет
- Fracture - Material TechnologyДокумент18 страницFracture - Material TechnologyayushdbcОценок пока нет
- Wind Power PlantДокумент12 страницWind Power PlantSaroj Kumar100% (1)
- 1 ELET 414 Renwable Energy Resources W1 W3Документ44 страницы1 ELET 414 Renwable Energy Resources W1 W3MOHAMMED ALI MOHAMMED ZABBANIОценок пока нет
- University of Gujrat: Wind EnergyДокумент47 страницUniversity of Gujrat: Wind EnergyHimanshu KhannaОценок пока нет
- Supercritical-RДокумент40 страницSupercritical-RshhhhhhhhhhhhhhhОценок пока нет
- Coal Combustion ProcessДокумент14 страницCoal Combustion Processdevilturn70100% (1)
- Principles of Power GenerationДокумент94 страницыPrinciples of Power GenerationAmi A HaОценок пока нет
- Me8792 - Power Plant EngineeringДокумент48 страницMe8792 - Power Plant EngineeringPalanivel Rajan A RОценок пока нет
- Rolling Contact BearingsДокумент26 страницRolling Contact BearingsHariharan HemarajanОценок пока нет
- Thermal Power StationsДокумент83 страницыThermal Power StationschdiОценок пока нет
- Vapor Power CyclesДокумент36 страницVapor Power CyclesKusmakarОценок пока нет
- Chapter 3 Gas Power CyclesДокумент42 страницыChapter 3 Gas Power CyclesAmirul HazzmiОценок пока нет
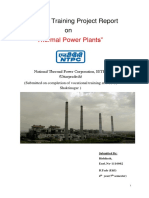
- Industrialtraining Report NTPC SingrauliДокумент49 страницIndustrialtraining Report NTPC Singraulirupesh kumar67% (3)
- Coal Technologies in PakisatanДокумент42 страницыCoal Technologies in PakisatanZain Ul AbedinОценок пока нет
- Steam Power Plant and CoalДокумент74 страницыSteam Power Plant and CoalRahul SoniОценок пока нет
- Analysis of Coal For Utilization: Knowledge To Be Quasi-Static While Destroying The Permanent Entropy Vehicles .Документ19 страницAnalysis of Coal For Utilization: Knowledge To Be Quasi-Static While Destroying The Permanent Entropy Vehicles .Amit Kumar SahuОценок пока нет
- Westfalia Separator Installation DiagramДокумент68 страницWestfalia Separator Installation DiagramOno Jr Araza100% (3)
- Engineering Circuit Analysis 7th Edition: Chapter 17 SolutionДокумент50 страницEngineering Circuit Analysis 7th Edition: Chapter 17 SolutionTaif ArifОценок пока нет
- Hospital Management System: A Project Report OnДокумент24 страницыHospital Management System: A Project Report OnRama GayariОценок пока нет
- Alili M S PDFДокумент20 страницAlili M S PDFStatsitika ITОценок пока нет
- Technical Data: That W IntoДокумент5 страницTechnical Data: That W Intoradium7Оценок пока нет
- Driver MC34152Документ4 страницыDriver MC34152William RamírezОценок пока нет
- Irfp4768Pbf: Application V 250V R 14.5M 17.5M I 93AДокумент9 страницIrfp4768Pbf: Application V 250V R 14.5M 17.5M I 93AKrishna InamdarОценок пока нет
- 100 kWp Rooftop Solar PV Plant Project Report for Ghaziabad FactoryДокумент25 страниц100 kWp Rooftop Solar PV Plant Project Report for Ghaziabad FactoryvikashОценок пока нет
- EE6010-High Voltage Direct Current TransmissionДокумент12 страницEE6010-High Voltage Direct Current Transmissionabish abish0% (1)
- Petroleum GeomechanicsДокумент35 страницPetroleum GeomechanicsAnonymous y6UMzakPW100% (1)
- Lesson Statement Sheet.Документ2 страницыLesson Statement Sheet.Anya AshuОценок пока нет
- CH 26Документ22 страницыCH 26syedumair2003Оценок пока нет
- Math 2nd Year CompleteДокумент369 страницMath 2nd Year CompleteJabir Ali Siddique100% (1)
- EECIM01 Course MaterialДокумент90 страницEECIM01 Course Materialsmahesh_1980Оценок пока нет
- Foundations On Friction Creep Piles in Soft ClaysДокумент11 страницFoundations On Friction Creep Piles in Soft ClaysGhaith M. SalihОценок пока нет
- COP ImprovementДокумент3 страницыCOP ImprovementMainak PaulОценок пока нет
- Ellipse Properties and GraphingДокумент24 страницыEllipse Properties and GraphingREBY ARANZOОценок пока нет
- R Fulltext01Документ136 страницR Fulltext01vhj gbhjОценок пока нет
- Grade 4 Maths 1Документ4 страницыGrade 4 Maths 1tmunyonho18Оценок пока нет
- Subsurface Remote Sensing of Kelp ForestsДокумент20 страницSubsurface Remote Sensing of Kelp Forestsjpeterson1Оценок пока нет
- Experimentalstudies On The Effects of Reduction in Gear Tooth Stiffness Lubricant Film Thicknessina Spur Geared SystemДокумент13 страницExperimentalstudies On The Effects of Reduction in Gear Tooth Stiffness Lubricant Film Thicknessina Spur Geared SystemBurak TuncerОценок пока нет
- Mini Project FormatДокумент5 страницMini Project Formatriteshrajput078Оценок пока нет
- Kalman Filter Tutorial - PresentationДокумент65 страницKalman Filter Tutorial - Presentationcarlazar100% (2)
- Discussion Exp 2 Chm674Документ4 страницыDiscussion Exp 2 Chm674Eva Lizwina MatinОценок пока нет
- Lab Report Mass Spring System Omar Nizar2Документ31 страницаLab Report Mass Spring System Omar Nizar2Omar MustafaОценок пока нет
- A Review On Promethee and Analytic Hierarchy Process With Its ApplicationДокумент7 страницA Review On Promethee and Analytic Hierarchy Process With Its Applicationkherrouf YOUNESОценок пока нет
- Ska611hdgdc (210) (12BB) (2384×1303×35) (680 700)Документ2 страницыSka611hdgdc (210) (12BB) (2384×1303×35) (680 700)Marko Maky ZivkovicОценок пока нет
- Nob Tool CatalogueДокумент2 страницыNob Tool CatalogueFoton y JacОценок пока нет
- Clustering Methods for Data MiningДокумент60 страницClustering Methods for Data MiningSuchithra SalilanОценок пока нет
- MỘT SỐ HÀM THƯ VIỆN THÔNG DỤNGДокумент25 страницMỘT SỐ HÀM THƯ VIỆN THÔNG DỤNGtinpt09214Оценок пока нет