Вам также может понравиться
- Maintain turbine plant feed systemsДокумент21 страницаMaintain turbine plant feed systemsVIBHAV100% (1)
- Ogn Ops Perf 002Документ12 страницOgn Ops Perf 002VIBHAVОценок пока нет
- 15 YearsДокумент14 страниц15 YearsVIBHAVОценок пока нет
- Od Ops Syst 001Документ5 страницOd Ops Syst 001VIBHAVОценок пока нет
- Ogn Ops Mech 017Документ4 страницыOgn Ops Mech 017VIBHAVОценок пока нет
- Ogn Ops Mech 023Документ6 страницOgn Ops Mech 023VIBHAVОценок пока нет
- Ogn Ops Mech 026Документ12 страницOgn Ops Mech 026VIBHAVОценок пока нет
- Ogn Ops Mech 014Документ5 страницOgn Ops Mech 014VIBHAVОценок пока нет
- Sim MMSD 19.04.14Документ24 страницыSim MMSD 19.04.14VIBHAVОценок пока нет
- Od Ops Mech 007Документ14 страницOd Ops Mech 007VIBHAVОценок пока нет
- Od Ops Mech 004Документ6 страницOd Ops Mech 004VIBHAVОценок пока нет
- OH matrix analysis and scoringДокумент3 страницыOH matrix analysis and scoringVIBHAVОценок пока нет
- OH matrix analysis and scoringДокумент3 страницыOH matrix analysis and scoringVIBHAVОценок пока нет
- Od Ops Mech 007Документ14 страницOd Ops Mech 007VIBHAVОценок пока нет
- Ogn Ops Mech 003Документ40 страницOgn Ops Mech 003VIBHAV100% (2)
- Report - DF - DT Relay Setting With AnnexДокумент37 страницReport - DF - DT Relay Setting With AnnexVIBHAVОценок пока нет
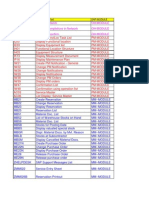
- List of TCodes in SAPДокумент15 страницList of TCodes in SAPVIBHAV67% (3)
- A 144Документ2 страницыA 144VIBHAVОценок пока нет
- Sap Kws GT 1b R&M Oh Report 10jul13Документ3 страницыSap Kws GT 1b R&M Oh Report 10jul13VIBHAVОценок пока нет
- Zohflashrepc GT1BДокумент3 страницыZohflashrepc GT1BVIBHAVОценок пока нет
- The Maharaja Sayajirao University of Baroda: The Annual Quality Assurance Report of Internal Quality Assurance CellДокумент11 страницThe Maharaja Sayajirao University of Baroda: The Annual Quality Assurance Report of Internal Quality Assurance CellVIBHAVОценок пока нет
- Outage Manager Training DgpsДокумент1 страницаOutage Manager Training DgpsVIBHAVОценок пока нет
- Starting Oil Pump in Service Problem at NTPC, Ttps Unit #5, 110 MW UnitДокумент5 страницStarting Oil Pump in Service Problem at NTPC, Ttps Unit #5, 110 MW UnitVIBHAVОценок пока нет
- Abb Vs Cost Sheet ExceptionДокумент4 страницыAbb Vs Cost Sheet ExceptionVIBHAVОценок пока нет
- Overhauling Flash Report: Kawas Overhaul For Fy 2013-14Документ2 страницыOverhauling Flash Report: Kawas Overhaul For Fy 2013-14VIBHAVОценок пока нет
- Detailed Report From FranceДокумент17 страницDetailed Report From FranceVIBHAVОценок пока нет
- A 149 High Ecc ChecklistДокумент3 страницыA 149 High Ecc ChecklistVIBHAVОценок пока нет
- A 148Документ2 страницыA 148VIBHAVОценок пока нет
- Performance of Mill Xrp-803Документ4 страницыPerformance of Mill Xrp-803VIBHAVОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- 006GB99140A - Rapidec LmonoДокумент2 страницы006GB99140A - Rapidec Lmonopdl5775Оценок пока нет
- Chungbuk Product Show & Trade Fair 2014: Myanmar Business MatchingДокумент11 страницChungbuk Product Show & Trade Fair 2014: Myanmar Business Matchingapi-241660673Оценок пока нет
- Cat C80Документ2 страницыCat C80Imola MovidaОценок пока нет
- Environment of HRMДокумент12 страницEnvironment of HRMmycreation18Оценок пока нет
- Service DM Kalibrierung Tab Dienstleistungen enДокумент2 страницыService DM Kalibrierung Tab Dienstleistungen enrcnexyОценок пока нет
- Barrel PonicsДокумент101 страницаBarrel Ponicsmogaemil100% (1)
- AAIB Money Market Fund (Juman) : Fact Sheet JuneДокумент1 страницаAAIB Money Market Fund (Juman) : Fact Sheet Juneapi-237717884Оценок пока нет
- Durometro TBH100Документ2 страницыDurometro TBH100magicianchemist100% (1)
- IELTS PhrasesДокумент4 страницыIELTS PhrasesSaphira42100% (1)
- b2b MarketingДокумент14 страницb2b Marketingkrantiuv3Оценок пока нет
- Chapter Practice Problems (PDS) : FiitjeeДокумент2 страницыChapter Practice Problems (PDS) : Fiitjeesampath741150% (2)
- Human Resource PPT of InfosysДокумент15 страницHuman Resource PPT of InfosysRohit Padalkar0% (1)
- Reddit Protein ExperimentДокумент1 страницаReddit Protein ExperimentPete PuzaОценок пока нет
- The Siege of LeningradДокумент1 страницаThe Siege of Leningradapi-266244169Оценок пока нет
- Metrology & Measurement: Anand K Bewoor & Vinay A KulkarniДокумент9 страницMetrology & Measurement: Anand K Bewoor & Vinay A KulkarniKuwer ThakurОценок пока нет
- MBA Course Structure: Foundation Courses (Sem1)Документ2 страницыMBA Course Structure: Foundation Courses (Sem1)Ali ArnaoutiОценок пока нет
- Friction IntroductionДокумент2 страницыFriction IntroductionRica MarquezОценок пока нет
- FEDEX 10 and 25 KG Box RateДокумент1 страницаFEDEX 10 and 25 KG Box RateLinhОценок пока нет
- Domestic Oil Tanks - 2500 LitreДокумент2 страницыDomestic Oil Tanks - 2500 LitreTitanEnvОценок пока нет
- Physics 101 Practice Exam 3Документ3 страницыPhysics 101 Practice Exam 3Katherine McLarneyОценок пока нет
- 9th Stucture of Atom Test Paper-2Документ2 страницы9th Stucture of Atom Test Paper-2Sabu VincentОценок пока нет
- New Equate Style GuideДокумент3 страницыNew Equate Style GuideKristin B Fielding0% (1)
- Antenna L InEДокумент2 страницыAntenna L InERasheed Yaser RabahОценок пока нет
- Zodiac: EclipticДокумент5 страницZodiac: EclipticsicavelicuОценок пока нет
- Hdca-5 TVДокумент2 страницыHdca-5 TVDaniel ManoleОценок пока нет
- File Ap en 7Документ2 страницыFile Ap en 7Rakib HossainОценок пока нет
- Shopstar Electric Chain Hoist: WarningДокумент2 страницыShopstar Electric Chain Hoist: WarningFelipe GonzalezОценок пока нет
- Worksheet Living Nonliving ThingsДокумент0 страницWorksheet Living Nonliving ThingsHusna Hafiza Razami100% (1)
- Chapter 4 - VDC BoylestadДокумент10 страницChapter 4 - VDC BoylestadAbril de VeraОценок пока нет
- Laptop Acceptance/Issue FormДокумент3 страницыLaptop Acceptance/Issue FormJeremy NashОценок пока нет