Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Master Production ScheduleДокумент18 страницMaster Production ScheduleNagaraju GummadiОценок пока нет
- ECI Symposium Proceedings Optimizes Fouling Mitigation DesignДокумент6 страницECI Symposium Proceedings Optimizes Fouling Mitigation DesignJoseAndresCarreñoОценок пока нет
- Capacity PlanningДокумент13 страницCapacity PlanningNagaraju GummadiОценок пока нет
- Class XII Computer Project - Hotel ManagementДокумент29 страницClass XII Computer Project - Hotel ManagementLakshmi Puthiyedath71% (7)
- NeurophysiologyДокумент364 страницыNeurophysiologyTaimoor Ul HassanОценок пока нет
- Dynamics and Bifurcations-HaleДокумент577 страницDynamics and Bifurcations-Halealaa alqurasheyОценок пока нет
- First Quarter - Curriculum Map - Science 8Документ7 страницFirst Quarter - Curriculum Map - Science 8Mich Hora100% (7)
- Demand Forecasting - Principles and MethodsДокумент62 страницыDemand Forecasting - Principles and MethodsNagaraju Gummadi67% (3)
- Unit2.SP - Mill.setting and ImbibitionДокумент15 страницUnit2.SP - Mill.setting and ImbibitionHari kantОценок пока нет
- Introduction To 5g Ran2.0Документ29 страницIntroduction To 5g Ran2.0Wawan Aji95% (20)
- Leica CME ManualДокумент24 страницыLeica CME ManualMaria DapkeviciusОценок пока нет
- Kinematics of Machinery - IntroductionДокумент52 страницыKinematics of Machinery - IntroductionNagaraju GummadiОценок пока нет
- Basic Inventory SystemsДокумент48 страницBasic Inventory SystemsNagaraju GummadiОценок пока нет
- Composite AssignmentДокумент4 страницыComposite AssignmentNagaraju GummadiОценок пока нет
- Manufacturing and Service Strategies - INTROДокумент21 страницаManufacturing and Service Strategies - INTRONagaraju GummadiОценок пока нет
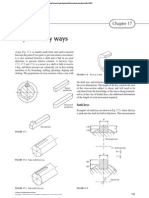
- Pages From Chapter 17 Keys and Key Ways Chapter 18 Worked Examples in Machine DrawingДокумент4 страницыPages From Chapter 17 Keys and Key Ways Chapter 18 Worked Examples in Machine DrawingNagaraju GummadiОценок пока нет
- Hibbeler D14 e CH 12 P 23Документ2 страницыHibbeler D14 e CH 12 P 23Mona fabrigarОценок пока нет
- Product Guide (English 140702)Документ11 страницProduct Guide (English 140702)Dineshkumar MahedranОценок пока нет
- Genetic Algorithms TutorialДокумент33 страницыGenetic Algorithms Tutorialsuhas199Оценок пока нет
- TheAndTecOfRocExcForCivEng Páginas 283 285,294 302,319 329,449 485Документ60 страницTheAndTecOfRocExcForCivEng Páginas 283 285,294 302,319 329,449 485Omar George Cayllahua SaicoОценок пока нет
- CH1 The Foundations - Logic and ProofsДокумент106 страницCH1 The Foundations - Logic and ProofsMOHAMED BACHARОценок пока нет
- Model For Calculating The Refractive Index of DiffДокумент5 страницModel For Calculating The Refractive Index of DiffNANОценок пока нет
- Hysys For Aspen Plus Users PDFДокумент11 страницHysys For Aspen Plus Users PDFKarim KholeifОценок пока нет
- EL Bay-O-Net Current-Limiting Fuse Assembly - CA132039ENДокумент4 страницыEL Bay-O-Net Current-Limiting Fuse Assembly - CA132039ENfederico4thОценок пока нет
- ThesisДокумент32 страницыThesis783255Оценок пока нет
- Ug1085 Zynq Ultrascale TRMДокумент1 158 страницUg1085 Zynq Ultrascale TRMLeandros TzanakisОценок пока нет
- Eb 20 11Документ408 страницEb 20 11henryОценок пока нет
- Surface Roughness Conversion Chart Tables - Engineers EdgeДокумент10 страницSurface Roughness Conversion Chart Tables - Engineers Edgejames.anitОценок пока нет
- Welding robot aviation plug terminal definitionДокумент4 страницыWelding robot aviation plug terminal definitionPhươngNguyễnОценок пока нет
- D.Abbas M AlkebsiДокумент40 страницD.Abbas M AlkebsiruchikaОценок пока нет
- Structural Design of Penstock - Criteria: Indian StandardДокумент21 страницаStructural Design of Penstock - Criteria: Indian StandardAlok KumarОценок пока нет
- Technology: ControlsДокумент32 страницыTechnology: ControlsAli Hossain AdnanОценок пока нет
- Thermal Barrier Coatings Seminar ReportДокумент6 страницThermal Barrier Coatings Seminar ReportGanesh NandgaonkarОценок пока нет
- Roll Handling Data Form: Company DetailsДокумент1 страницаRoll Handling Data Form: Company DetailsAlfredo MinchezОценок пока нет
- Operating Instruction Precision Balance: Kern EwДокумент15 страницOperating Instruction Precision Balance: Kern EwjohnОценок пока нет
- CarbonatiteДокумент9 страницCarbonatiteWWW.1580.L0GN.CFОценок пока нет
- Tehandler KatoДокумент15 страницTehandler KatoWalterОценок пока нет
- Blockchain Technology For Cloud Storage - A Systematic Literature ReviewДокумент33 страницыBlockchain Technology For Cloud Storage - A Systematic Literature ReviewNgocОценок пока нет