Вам также может понравиться
- Good Weld Bead Finish (W-10)Документ21 страницаGood Weld Bead Finish (W-10)hardish_trivedi7005Оценок пока нет
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Welder Qualification Procedure PDFДокумент13 страницWelder Qualification Procedure PDFEngineersEDGE Coimbatore0% (1)
- Procedure For WQTДокумент13 страницProcedure For WQTdevikar8umОценок пока нет
- How to prepare Welding Procedures for Oil & Gas PipelinesОт EverandHow to prepare Welding Procedures for Oil & Gas PipelinesРейтинг: 5 из 5 звезд5/5 (1)
- CSWIP Welding Inspection Notes and Questions (Said)Документ138 страницCSWIP Welding Inspection Notes and Questions (Said)Ericson Cabigao100% (1)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesОт EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesОценок пока нет
- Welding InspectionДокумент132 страницыWelding InspectionEnrique TaviraОценок пока нет
- CSWIP 3.1 Welding Inspection NotesДокумент102 страницыCSWIP 3.1 Welding Inspection NotesMohamad Junid Bin Omar91% (32)
- Welding Inspection CSWIP (ANSWER)Документ131 страницаWelding Inspection CSWIP (ANSWER)Manoj PaudelОценок пока нет
- Spot Welding Interview Success: An Introduction to Spot WeldingОт EverandSpot Welding Interview Success: An Introduction to Spot WeldingОценок пока нет
- Welding DocumentДокумент128 страницWelding DocumentVishal SharmaОценок пока нет
- Brittle Fracture in Steel StructuresОт EverandBrittle Fracture in Steel StructuresG.M. BoydОценок пока нет
- CSWIP Welding Inspection Notes and QuestionsДокумент132 страницыCSWIP Welding Inspection Notes and QuestionsfahreezОценок пока нет
- Screwcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsОт EverandScrewcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsОценок пока нет
- 41537TECH MechДокумент24 страницы41537TECH MechSunilChotaliyaОценок пока нет
- CSWIP Welding Inspection Notes and Questions PDFДокумент115 страницCSWIP Welding Inspection Notes and Questions PDFrahim_335162856100% (3)
- Weld Defects PresentationДокумент80 страницWeld Defects PresentationRen SalazarОценок пока нет
- Aluminum Welding ProceedureДокумент14 страницAluminum Welding ProceedureGregEverett2Оценок пока нет
- Inspection TechniquesДокумент125 страницInspection TechniquesAnonymous P9TMWcG100% (1)
- Aramco Specific Evaluations For WeldingДокумент6 страницAramco Specific Evaluations For WeldingTrived MahankaliОценок пока нет
- Nuts & Bolts CEB SpecДокумент12 страницNuts & Bolts CEB SpecHemantha BalasuriyaОценок пока нет
- Welding Procedure SpecificationДокумент5 страницWelding Procedure SpecificationyazОценок пока нет
- Weld DefectsДокумент80 страницWeld Defectsakhilsyam21100% (1)
- TopCoreBelco 101 FCДокумент9 страницTopCoreBelco 101 FCCesar ArellanoОценок пока нет
- Fab & Erection Pro 20000klR1Документ17 страницFab & Erection Pro 20000klR1Gandhi OnoОценок пока нет
- Mechanical Interview Rev 1Документ86 страницMechanical Interview Rev 1Syed Mohamed Gani GaniОценок пока нет
- MR Zubair - NotesДокумент39 страницMR Zubair - NotesAnjali Singh100% (1)
- WeldingДокумент21 страницаWeldingprabhatkumar_6657012Оценок пока нет
- 1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionДокумент27 страниц1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionAMALENDU PAULОценок пока нет
- Manual For Fusion Welding of Rails by The Alumino-Thermic ProcessДокумент49 страницManual For Fusion Welding of Rails by The Alumino-Thermic ProcesskrischaeverОценок пока нет
- NORSOK QAQC RequirementsДокумент117 страницNORSOK QAQC Requirementssithulibra100% (1)
- Tank-API-650-docx V-V-I-P PDFДокумент20 страницTank-API-650-docx V-V-I-P PDFtomj9104100% (1)
- Group 11Документ31 страницаGroup 11Mytheesh WaranОценок пока нет
- CSWIP 3.1 Study NotesДокумент11 страницCSWIP 3.1 Study Notesmuhammadazhar50% (2)
- ICoTA Canada 2010 PresentationДокумент33 страницыICoTA Canada 2010 PresentationMahesh sinhaОценок пока нет
- Topcor Belco: Welding Procedure Specification (WPS)Документ9 страницTopcor Belco: Welding Procedure Specification (WPS)Madhan RamamoorthyОценок пока нет
- اسئلة واجوبة CSWIPДокумент64 страницыاسئلة واجوبة CSWIPLaith SalmanОценок пока нет
- Storage Tank API 650Документ20 страницStorage Tank API 650jalison07xОценок пока нет
- Hot Dip Galvanized Information Sheet No.7Документ7 страницHot Dip Galvanized Information Sheet No.7mostafaОценок пока нет
- B2020-TDC-VF-009 Vessel Fabrication R0Документ5 страницB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranОценок пока нет
- HFY-3800-0000-GEN-PD-0013 - 0 Welding and Welding Consumable Control Procedure-Code AДокумент14 страницHFY-3800-0000-GEN-PD-0013 - 0 Welding and Welding Consumable Control Procedure-Code ANashaat DhyaaОценок пока нет
- Storage Tank (API 650)Документ20 страницStorage Tank (API 650)sbmmla83% (6)
- Koco Koco Kocovvv Koco Koco Kocovv Koco KocoДокумент0 страницKoco Koco Kocovvv Koco Koco Kocovv Koco KocoSun SunОценок пока нет
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Документ4 страницыApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawОценок пока нет
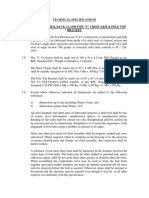
- Technical Specifications 33 KV "V" Cross Arm, Back Clamp For "V" Cross Arm & Pole Top BracketДокумент20 страницTechnical Specifications 33 KV "V" Cross Arm, Back Clamp For "V" Cross Arm & Pole Top BracketAnil RanaОценок пока нет
- Weld RepireДокумент91 страницаWeld RepireKapil ManloiОценок пока нет
- CPWI 3 of 4Документ50 страницCPWI 3 of 4Jorge SobrevillaОценок пока нет
- Practice 01 3.1document1Документ11 страницPractice 01 3.1document1Rob WillestoneОценок пока нет
- WE Inlastek 05A Visual ExaminationДокумент30 страницWE Inlastek 05A Visual Examinationhafidhrahadiyan2100% (1)
- 05 - WELD REPAIR PROCEDURES of BOILER COMPONENTS PDFДокумент165 страниц05 - WELD REPAIR PROCEDURES of BOILER COMPONENTS PDFLakshmi Narayan100% (2)
- Manual Ultrasonic Inspection of Thin Metal Welds: Capucine - Carpentier@twi - Co.ukДокумент16 страницManual Ultrasonic Inspection of Thin Metal Welds: Capucine - Carpentier@twi - Co.ukdarouichОценок пока нет
- CBT - Welding QuestionДокумент8 страницCBT - Welding Questionsanjeev sahota95% (20)
- Sop Welding RevisiДокумент12 страницSop Welding RevisifandyОценок пока нет
- Fabrication Inspection ProcedureДокумент11 страницFabrication Inspection Procedurewill_herry100% (6)
- TCVN 6008 - 1995: Vietnam StandardДокумент11 страницTCVN 6008 - 1995: Vietnam StandardNguyễn Minh TânОценок пока нет
- Strength Calculation of Clamping Structure FinalДокумент3 страницыStrength Calculation of Clamping Structure FinalFasil ParuvanathОценок пока нет
- 16 - Chapter 6Документ5 страниц16 - Chapter 6Fasil ParuvanathОценок пока нет
- Environmental Product Declaration: Power Transformer Trafostar 63 MvaДокумент4 страницыEnvironmental Product Declaration: Power Transformer Trafostar 63 MvaFasil ParuvanathОценок пока нет
- Ease in Ease of Doing BusinessДокумент4 страницыEase in Ease of Doing BusinessFasil ParuvanathОценок пока нет
- Climate Change Affect ChilldrenДокумент5 страницClimate Change Affect ChilldrenFasil ParuvanathОценок пока нет
- List of Abbrevations I List of Figures III List of Tables VIII 1Документ3 страницыList of Abbrevations I List of Figures III List of Tables VIII 1Fasil ParuvanathОценок пока нет
- Parameter Changes - ConfigДокумент1 страницаParameter Changes - ConfigFasil ParuvanathОценок пока нет
- ShortCircuit - Table of ContentДокумент8 страницShortCircuit - Table of ContentFasil Paruvanath0% (1)
- ConclusionДокумент1 страницаConclusionFasil ParuvanathОценок пока нет
- Lenovo s30 Manual PDFДокумент1 страницаLenovo s30 Manual PDFFasil ParuvanathОценок пока нет
- NAFEMS Books PDFДокумент4 страницыNAFEMS Books PDFFasil ParuvanathОценок пока нет
- Graphics - Software OpengGLДокумент2 страницыGraphics - Software OpengGLFasil ParuvanathОценок пока нет
- CTC BendingДокумент1 страницаCTC BendingFasil ParuvanathОценок пока нет
- Integrity Reliability and FailureДокумент26 страницIntegrity Reliability and FailureFasil ParuvanathОценок пока нет
- High Voltage Transformer Design MalletДокумент7 страницHigh Voltage Transformer Design MalletFasil ParuvanathОценок пока нет
- Mechanical Design of Power TransformersДокумент5 страницMechanical Design of Power TransformersFasil ParuvanathОценок пока нет
- BXPДокумент53 страницыBXPkaranx16Оценок пока нет
- Codigos de ErroresДокумент31 страницаCodigos de ErroresItseed CorcaОценок пока нет
- Pelton Turbine1Документ8 страницPelton Turbine1rjrahul25Оценок пока нет
- Assesment of Textile Dyeing Units and ZLD at Tirupur - CPCB PDFДокумент87 страницAssesment of Textile Dyeing Units and ZLD at Tirupur - CPCB PDFVishal Duggal100% (1)
- Electric Sprayers: Graco's Complete Line of Professional Electric Airless SprayersДокумент24 страницыElectric Sprayers: Graco's Complete Line of Professional Electric Airless SprayersCalidad SteelexОценок пока нет
- Corrosion Report PDFДокумент22 страницыCorrosion Report PDFFong Wei Jun0% (1)
- Duo FlexДокумент8 страницDuo FlexIsaac Martínez AlcocerОценок пока нет
- 35423-10 Eco Testr Ph2Документ2 страницы35423-10 Eco Testr Ph2Sally Salina FarahОценок пока нет
- Wonderwall: Technical LeafletДокумент3 страницыWonderwall: Technical LeafletmegaОценок пока нет
- Hydrocor Type 3 and Type 106 TDS May 08Документ2 страницыHydrocor Type 3 and Type 106 TDS May 08Indrayadi AbdillahОценок пока нет
- TSPP9Документ90 страницTSPP9Ian NaylorОценок пока нет
- Small-Scale Soapmaking A Handbook 1986 PDFДокумент80 страницSmall-Scale Soapmaking A Handbook 1986 PDFTarak Raj Kumar100% (3)
- A Guide To Polyolefin Extrusion CoatingДокумент61 страницаA Guide To Polyolefin Extrusion CoatingAriane Victoria DantesОценок пока нет
- Sisalation FR 430Документ2 страницыSisalation FR 430nadji habibiОценок пока нет
- FCI - ST80-SeriesДокумент12 страницFCI - ST80-Seriesabdulkidwai2009Оценок пока нет
- Technical Information Letter: TIL1365-2 Ge Energy Services Product Service 21 OCTOBER 2002Документ3 страницыTechnical Information Letter: TIL1365-2 Ge Energy Services Product Service 21 OCTOBER 2002Chidiebere Samuel OkogwuОценок пока нет
- Modular CNC Mini Mill Assy-01Документ1 страницаModular CNC Mini Mill Assy-01ModularCNC100% (1)
- IS Standard For Isolators and DisconnectorsДокумент44 страницыIS Standard For Isolators and DisconnectorsdillehОценок пока нет
- Lei 2011Документ8 страницLei 2011Zakaria TabiaОценок пока нет
- Development in Sizing Machine: By: Tanveer Malik, P.K.Roy & H.K.SinghДокумент24 страницыDevelopment in Sizing Machine: By: Tanveer Malik, P.K.Roy & H.K.SinghAnonymous Pt7NHkat9Оценок пока нет
- c3 Structure and BondingДокумент2 страницыc3 Structure and BondingNavdha SachdevaОценок пока нет
- SyllabusДокумент2 страницыSyllabusprajari ghoshОценок пока нет
- Polyalk WP PDFДокумент2 страницыPolyalk WP PDFhunky11Оценок пока нет
- Guide Rope LubricationДокумент30 страницGuide Rope LubricationRavi MahadeokarОценок пока нет
- Swaged and Lightweight Welding NozzlesДокумент5 страницSwaged and Lightweight Welding NozzlesDries VandezandeОценок пока нет
- Series 4000 - Bituminous Layers and SealsДокумент52 страницыSeries 4000 - Bituminous Layers and SealsBatenda Felix0% (1)
- Ammonia Mass BalanceДокумент24 страницыAmmonia Mass BalanceNurulFatimahalzahra100% (1)
- Cbse Class 10 Science Chapter 1 McqsДокумент5 страницCbse Class 10 Science Chapter 1 Mcqsleena_louisОценок пока нет
- Jeans Manufacturing Industry-759387 PDFДокумент73 страницыJeans Manufacturing Industry-759387 PDFAmaan KhanОценок пока нет
- Heavy Fuel OilsДокумент114 страницHeavy Fuel Oilsrenatomico2Оценок пока нет
- Crochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsОт EverandCrochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsРейтинг: 4 из 5 звезд4/5 (5)
- Wear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedОт EverandWear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedРейтинг: 5 из 5 звезд5/5 (1)
- Bulletproof Seduction: How to Be the Man That Women Really WantОт EverandBulletproof Seduction: How to Be the Man That Women Really WantРейтинг: 4.5 из 5 звезд4.5/5 (170)
- 250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaОт Everand250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaРейтинг: 5 из 5 звезд5/5 (7)
- The Magic of Crystals and Gems: Unlocking the Supernatural Power of Stones (Magical Crystals, Positive Energy, Mysticism)От EverandThe Magic of Crystals and Gems: Unlocking the Supernatural Power of Stones (Magical Crystals, Positive Energy, Mysticism)Рейтинг: 4 из 5 звезд4/5 (7)
- The Ultimate Book of Outfit Formulas: A Stylish Solution to What Should I Wear?От EverandThe Ultimate Book of Outfit Formulas: A Stylish Solution to What Should I Wear?Рейтинг: 5 из 5 звезд5/5 (23)
- Creative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtОт EverandCreative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtОценок пока нет
- Rip It!: How to Deconstruct and Reconstruct the Clothes of Your DreamsОт EverandRip It!: How to Deconstruct and Reconstruct the Clothes of Your DreamsРейтинг: 3.5 из 5 звезд3.5/5 (10)
- Basic Black: 26 Edgy Essentials for the Modern WardrobeОт EverandBasic Black: 26 Edgy Essentials for the Modern WardrobeРейтинг: 4 из 5 звезд4/5 (10)
- 50 Fat Quarter Makes: Fifty Sewing Projects Made Using Fat QuartersОт Everand50 Fat Quarter Makes: Fifty Sewing Projects Made Using Fat QuartersAme VersoРейтинг: 3.5 из 5 звезд3.5/5 (6)
- Make Your Mind Up: My Guide to Finding Your Own Style, Life, and Motavation!От EverandMake Your Mind Up: My Guide to Finding Your Own Style, Life, and Motavation!Рейтинг: 3.5 из 5 звезд3.5/5 (391)
- DIY Updos, Knots, & Twists: Easy, Step-by-Step Styling Instructions for 35 Hairstyles—from Inverted Fishtails to Polished Ponytails!От EverandDIY Updos, Knots, & Twists: Easy, Step-by-Step Styling Instructions for 35 Hairstyles—from Inverted Fishtails to Polished Ponytails!Рейтинг: 3.5 из 5 звезд3.5/5 (7)
- The Black Pullet: Science of Magical TalismanОт EverandThe Black Pullet: Science of Magical TalismanРейтинг: 4.5 из 5 звезд4.5/5 (23)
- Japanese Knitting Stitch Bible: 260 Exquisite Patterns by Hitomi ShidaОт EverandJapanese Knitting Stitch Bible: 260 Exquisite Patterns by Hitomi ShidaРейтинг: 4.5 из 5 звезд4.5/5 (35)
- Adorable Baby Knits: 25 Patterns for Boys and GirlsОт EverandAdorable Baby Knits: 25 Patterns for Boys and GirlsРейтинг: 4.5 из 5 звезд4.5/5 (3)
- A Lapidary of Sacred Stones: Their Magical and Medicinal Powers Based on the Earliest SourcesОт EverandA Lapidary of Sacred Stones: Their Magical and Medicinal Powers Based on the Earliest SourcesРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Friendship Bracelets: All Grown Up Hemp, Floss, and Other Boho Chic Designs to MakeОт EverandFriendship Bracelets: All Grown Up Hemp, Floss, and Other Boho Chic Designs to MakeРейтинг: 4 из 5 звезд4/5 (5)
- No More Codependency, Healthy Detachment Strategies To Break The Patterns, Discover How To Stop Struggling With Codependent Relationships, Obsessive Jealousy And Narcissistic AbuseОт EverandNo More Codependency, Healthy Detachment Strategies To Break The Patterns, Discover How To Stop Struggling With Codependent Relationships, Obsessive Jealousy And Narcissistic AbuseРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Fabric Manipulation: 150 Creative Sewing TechniquesОт EverandFabric Manipulation: 150 Creative Sewing TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (13)
- Knitting In the Sun: 32 Projects for Warm WeatherОт EverandKnitting In the Sun: 32 Projects for Warm WeatherРейтинг: 4.5 из 5 звезд4.5/5 (8)
- Freehand Fashion: Learn to sew the perfect wardrobe – no patterns required!От EverandFreehand Fashion: Learn to sew the perfect wardrobe – no patterns required!Рейтинг: 5 из 5 звезд5/5 (3)
- How To Make Jewelry With Beads: An Easy & Complete Step By Step GuideОт EverandHow To Make Jewelry With Beads: An Easy & Complete Step By Step GuideРейтинг: 3 из 5 звезд3/5 (12)
- The Mary Brooks Picken Method of Modern DressmakingОт EverandThe Mary Brooks Picken Method of Modern DressmakingРейтинг: 5 из 5 звезд5/5 (1)