Вам также может понравиться
- RCA TrainingДокумент15 страницRCA TrainingfelicityОценок пока нет
- Root Cause Analysis by MonicaДокумент19 страницRoot Cause Analysis by MonicaMonica B100% (1)
- Machine AuditsДокумент2 страницыMachine AuditsctansariОценок пока нет
- 5 Why TrainingДокумент22 страницы5 Why Trainingcpalfas100% (1)
- APQP - in ProgressДокумент19 страницAPQP - in ProgressreshunkОценок пока нет
- 6BWSHR Working With Machines A2 Poster EnglishДокумент1 страница6BWSHR Working With Machines A2 Poster EnglishKhuda BukshОценок пока нет
- Root Cause Analysis Example Manufacturing RCA Report FULLДокумент10 страницRoot Cause Analysis Example Manufacturing RCA Report FULLperdhana2000100% (1)
- 5 Why FormДокумент1 страница5 Why Formvandukul100% (1)
- Gage R&RДокумент24 страницыGage R&RLuis ConstanteОценок пока нет
- Guidance On Root Cause AnalysisДокумент18 страницGuidance On Root Cause AnalysisarunОценок пока нет
- ASQ Presentation FCG November 2017Документ131 страницаASQ Presentation FCG November 2017SaemundrSigfussonОценок пока нет
- Cause and Effect Diagram: CA/PA-RCA: Basic ToolДокумент21 страницаCause and Effect Diagram: CA/PA-RCA: Basic Toolsiddiquiee74100% (1)
- FMEA Memory JoggerДокумент33 страницыFMEA Memory JoggeripatoffОценок пока нет
- Root Cause TemplateДокумент19 страницRoot Cause TemplateFiroz Khan100% (3)
- Corrective-Action Root-Cause Course OutlineДокумент1 страницаCorrective-Action Root-Cause Course OutlineabimanyubawonoОценок пока нет
- Quality Management System AS 9100Документ42 страницыQuality Management System AS 9100ferxco100% (1)
- SAMPLE Machinery EHS Acceptance ChecklistДокумент4 страницыSAMPLE Machinery EHS Acceptance ChecklistDhananjay Patil100% (1)
- An Introduction To Fault Tree Analysisi (FTA)Документ18 страницAn Introduction To Fault Tree Analysisi (FTA)erwingontekОценок пока нет
- PFMEAДокумент10 страницPFMEAsmallik3100% (1)
- 10 Best Software Tools To Conduct Root Cause Analysis and Solve Complex ProblemsДокумент4 страницы10 Best Software Tools To Conduct Root Cause Analysis and Solve Complex ProblemssaospieОценок пока нет
- Legal Register PDFДокумент28 страницLegal Register PDFAnkurОценок пока нет
- Introduction To Lean Tools and TechniquesДокумент30 страницIntroduction To Lean Tools and Techniquesatiwari1185Оценок пока нет
- Defect Repair Vs Corrective Action Vs Preventive ActionДокумент4 страницыDefect Repair Vs Corrective Action Vs Preventive Actionshahed100% (1)
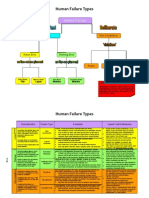
- Human ErrorДокумент36 страницHuman Error2011kumar67% (3)
- FMEAДокумент5 страницFMEAmz007Оценок пока нет
- 3 Legged 5 Why AnalysisДокумент32 страницы3 Legged 5 Why Analysispewdro100% (1)
- 58 Product Safety TrainingДокумент92 страницы58 Product Safety TrainingKienLyОценок пока нет
- As9100 InterpretationsДокумент61 страницаAs9100 InterpretationsNestor Czerwacki100% (1)
- Auditing Risk ManagementДокумент41 страницаAuditing Risk ManagementJose ValleОценок пока нет
- Human Factor in OSH-1Документ110 страницHuman Factor in OSH-1Hisham Ismail100% (1)
- 11b-The Cause and Effect DiagramДокумент2 страницы11b-The Cause and Effect DiagramJose OrtegaОценок пока нет
- Safety Audit ManualsДокумент37 страницSafety Audit ManualsAppal Raja100% (1)
- Common TS16949 Audit Findings - Perry JohnsonДокумент48 страницCommon TS16949 Audit Findings - Perry Johnsontehky63Оценок пока нет
- FMEA - A Guide For Continuous ImprovementДокумент36 страницFMEA - A Guide For Continuous Improvementvipin_chaudhary100% (1)
- Types of Human ErrorДокумент2 страницыTypes of Human ErrorPankaj PaulОценок пока нет
- Why-Why Analysis Training: Getting To Root CauseДокумент18 страницWhy-Why Analysis Training: Getting To Root Causebrucemartin3100% (1)
- Jig Validation ProcedureДокумент2 страницыJig Validation ProcedureAvishek GuptaОценок пока нет
- AS9100 - QualitymanДокумент39 страницAS9100 - Qualitymanhamzaa100% (1)
- Reliability & Fault Tree AnalysisДокумент25 страницReliability & Fault Tree AnalysisParesh SawantОценок пока нет
- Control ChartsДокумент19 страницControl ChartsMichelle GoОценок пока нет
- Advanced Quality ManualДокумент17 страницAdvanced Quality ManualalexrferreiraОценок пока нет
- 8DДокумент9 страниц8DPedro Pi100% (3)
- Internal Auditor - OHSДокумент58 страницInternal Auditor - OHSnadeemouctОценок пока нет
- Fmea Overview and RoadmapДокумент47 страницFmea Overview and RoadmapLake HouseОценок пока нет
- QMS Manual Update TarasimaДокумент25 страницQMS Manual Update TarasimasahadatОценок пока нет
- FmeaДокумент31 страницаFmeainder_sandhuОценок пока нет
- Corrective Action Problem Solving: Carol Kurtz CJ Kurtz & Associates LLCДокумент96 страницCorrective Action Problem Solving: Carol Kurtz CJ Kurtz & Associates LLCantonygamalpharmaОценок пока нет
- Corrective Action PlanДокумент96 страницCorrective Action PlanDenuj jouОценок пока нет
- Corrective ActionДокумент96 страницCorrective Actionpradeep ram s100% (1)
- Entrenamiento 8DДокумент23 страницыEntrenamiento 8DRene DurandОценок пока нет
- Introduction To Eight Disciplines of Problem Solving (8D)Документ9 страницIntroduction To Eight Disciplines of Problem Solving (8D)Prasenjit PuriОценок пока нет
- 8D Steps ExplainationДокумент5 страниц8D Steps ExplainationRohit NevaseОценок пока нет
- Practical Considerations in Modeling: Physical Interactions Taking Place Within A BodyДокумент35 страницPractical Considerations in Modeling: Physical Interactions Taking Place Within A BodyFábio1 GamaОценок пока нет
- Nissan 720 L4-2.0-Z20 1983-86 Manual PDFДокумент641 страницаNissan 720 L4-2.0-Z20 1983-86 Manual PDFEduardo Ariel JuarezОценок пока нет
- Feasibility Study On The Seaweed Kappaphycus Alvarezii Cultivation Site in Indari Waters ofДокумент9 страницFeasibility Study On The Seaweed Kappaphycus Alvarezii Cultivation Site in Indari Waters ofUsman MadubunОценок пока нет
- LINEAR INDUCTION MOTOR 6981660.ppsxДокумент56 страницLINEAR INDUCTION MOTOR 6981660.ppsxFalley FasterОценок пока нет
- NREL Novel Electrolyzer Applications Providing More Than Just Hydrogen PDFДокумент35 страницNREL Novel Electrolyzer Applications Providing More Than Just Hydrogen PDFJosePPMolinaОценок пока нет
- Foundation Design LectureДокумент59 страницFoundation Design LectureJamaica MarambaОценок пока нет
- Astm D974-97Документ7 страницAstm D974-97QcHeОценок пока нет
- 2019 - High Levels of Polypharmacy in RheumatoidДокумент7 страниц2019 - High Levels of Polypharmacy in RheumatoidGustavo ResendeОценок пока нет
- Massage Techniques in SpaДокумент1 страницаMassage Techniques in SpaALISA SAITAОценок пока нет
- Health Problems Vocabulary Esl Matching Exercise Worksheet For KidsДокумент2 страницыHealth Problems Vocabulary Esl Matching Exercise Worksheet For KidsTarisubhОценок пока нет
- Instructor: DR - Ashok Kaushal: Orthogonal ViewsДокумент49 страницInstructor: DR - Ashok Kaushal: Orthogonal ViewsKristi GjokaОценок пока нет
- Introduction: Science and Environment: Brgy - Pampang, Angeles City, PhilippinesДокумент65 страницIntroduction: Science and Environment: Brgy - Pampang, Angeles City, PhilippinesLance AustriaОценок пока нет
- May New 2011 NYBMA (Web)Документ15 страницMay New 2011 NYBMA (Web)Erik HooverОценок пока нет
- Fo Transfer ProcedureДокумент8 страницFo Transfer ProcedureadityasahayОценок пока нет
- Second Advent Herald (When God Stops Winking (Understanding God's Judgments) )Документ32 страницыSecond Advent Herald (When God Stops Winking (Understanding God's Judgments) )Adventist_TruthОценок пока нет
- Cho Gsas - Harvard 0084L 11462Документ503 страницыCho Gsas - Harvard 0084L 11462Claudemiro costaОценок пока нет
- Proknow VersionДокумент21 страницаProknow Versionapi-392523563Оценок пока нет
- Motor Starting: Why Do The Calculation?Документ13 страницMotor Starting: Why Do The Calculation?carlos_eqnОценок пока нет
- Soccer Training DiaryДокумент1 страницаSoccer Training DiaryMark DeaconОценок пока нет
- TXN Alarms 18022014Документ12 страницTXN Alarms 18022014Sid GrgОценок пока нет
- No Client Too Far: Flexible Antenna Options TDMA GPS Sync ClientДокумент2 страницыNo Client Too Far: Flexible Antenna Options TDMA GPS Sync ClientFelix MartinezОценок пока нет
- ESM-4810A1 Energy Storage Module User ManualДокумент31 страницаESM-4810A1 Energy Storage Module User ManualOscar SosaОценок пока нет
- SFT PresentationДокумент16 страницSFT Presentationapna indiaОценок пока нет
- Topik 3 - Hazard Di Air Selangor, Penilaian Risiko Langkah Kawalan Rev1 2020 090320Документ59 страницTopik 3 - Hazard Di Air Selangor, Penilaian Risiko Langkah Kawalan Rev1 2020 090320Nuratiqah SmailОценок пока нет
- Third Quarter Pre-Test Mathematics 7 Directions: RДокумент4 страницыThird Quarter Pre-Test Mathematics 7 Directions: RAhron RivasОценок пока нет
- AssignmentДокумент13 страницAssignmentSwakshar DebОценок пока нет
- Library: Astrology and WisdomДокумент13 страницLibrary: Astrology and Wisdomalimuhammedkhan2115Оценок пока нет
- Biasing Opamps Into Class AДокумент11 страницBiasing Opamps Into Class AsddfsdcascОценок пока нет
- Greek ArchitectureДокумент16 страницGreek ArchitectureXlyth RodriguezОценок пока нет