Вам также может понравиться
- MHS 06. Statistical Process Control-KWOДокумент55 страницMHS 06. Statistical Process Control-KWOKevin SinagaОценок пока нет
- Statistical Quality ControlДокумент56 страницStatistical Quality ControlcmukherjeeОценок пока нет
- Statistical Process ControlДокумент37 страницStatistical Process ControlGyanesh_DBОценок пока нет
- MeasurementSystemsAnalysis PDFДокумент37 страницMeasurementSystemsAnalysis PDFJorge MartinezОценок пока нет
- A Reduced-Scale Brake Dynamometer For Friction Characterization PDFДокумент7 страницA Reduced-Scale Brake Dynamometer For Friction Characterization PDFashwaniОценок пока нет
- Chapter 3 - Control Chart For VariablesДокумент66 страницChapter 3 - Control Chart For VariablesSultan Almassar100% (1)
- How To Conduct A Measurement Systems AnalysisДокумент5 страницHow To Conduct A Measurement Systems AnalysisNavnath TamhaneОценок пока нет
- QMS Awareness ProgramДокумент9 страницQMS Awareness ProgramshravandownloadОценок пока нет
- Q M S (QMS) : Uality Anagement YstemДокумент37 страницQ M S (QMS) : Uality Anagement YstemDaud AliОценок пока нет
- Bias and Accuracy Definition PDFДокумент7 страницBias and Accuracy Definition PDFVallik TadОценок пока нет
- PPT4-Statistical Process Control and Capability AnalysisДокумент120 страницPPT4-Statistical Process Control and Capability AnalysisDini MaharОценок пока нет
- Audit SkillsДокумент36 страницAudit SkillsSudhagarОценок пока нет
- Sampling Plans: Trainer: Balakrishnan Srinivasan Position: Process and Quality Improvement ExecutiveДокумент31 страницаSampling Plans: Trainer: Balakrishnan Srinivasan Position: Process and Quality Improvement ExecutiveBALAKRISHNANОценок пока нет
- TQM Six SigmaДокумент22 страницыTQM Six SigmaVaibhav Vithoba NaikОценок пока нет
- Quality Management SystemДокумент29 страницQuality Management SystemArunОценок пока нет
- Dead Endclamp Failure AnalysisДокумент26 страницDead Endclamp Failure AnalysisRK KumarОценок пока нет
- Statistical Process ControlДокумент77 страницStatistical Process ControlMahender KumarОценок пока нет
- Lec 5 Variables Control ChartДокумент48 страницLec 5 Variables Control ChartAldwin Angelo Culing MontañezОценок пока нет
- Statistical Quality Control VariableДокумент53 страницыStatistical Quality Control VariableMalaika Qaiser100% (1)
- Calibration TerminologyДокумент15 страницCalibration TerminologyDavid GaryОценок пока нет
- ISO 14000 Quality StandardsДокумент4 страницыISO 14000 Quality Standardsmastercontroldotcom100% (1)
- Lot Acceptance Sampling PlanДокумент17 страницLot Acceptance Sampling PlanRajesh SarkarОценок пока нет
- Process and Measurement System Capability AnalysisДокумент18 страницProcess and Measurement System Capability AnalysisUtkarsh MittalОценок пока нет
- Global Supplier Standards Manual Quality Expectations SectionДокумент18 страницGlobal Supplier Standards Manual Quality Expectations Sectionamhosny64Оценок пока нет
- Understanding Quality Assurance in Construction: Pages 3-10Документ4 страницыUnderstanding Quality Assurance in Construction: Pages 3-10hmd rasikaОценок пока нет
- Basic Principles of GMP: Qualification and ValidationДокумент28 страницBasic Principles of GMP: Qualification and Validationhyde2520015754100% (1)
- List of PPAP DocsДокумент4 страницыList of PPAP DocsSunilОценок пока нет
- Basic Management Principles PDFДокумент88 страницBasic Management Principles PDFDaveP.100% (1)
- Six Sigma Math Primer PDFДокумент16 страницSix Sigma Math Primer PDFajayikayode100% (1)
- NEET Chemistry Syllabus 2024Документ14 страницNEET Chemistry Syllabus 2024jyotisharma20577Оценок пока нет
- CQEДокумент2 страницыCQEfaizanAkhtarОценок пока нет
- Statistic ProcessДокумент39 страницStatistic ProcessxredjokerxОценок пока нет
- Supplier Quality ManagerДокумент7 страницSupplier Quality ManagersaravanakumarpalaniОценок пока нет
- EPRI Supplier Performance Base AuditДокумент84 страницыEPRI Supplier Performance Base AuditixoteeОценок пока нет
- The 7 Basic Quality Tools: Michele CanoДокумент60 страницThe 7 Basic Quality Tools: Michele Canoeko4fxОценок пока нет
- 7 QC ToolsДокумент81 страница7 QC ToolsDonny Agus PrasetyoОценок пока нет
- Internal Auditors Competence Assessment Test-2015: What Is ISO/TS16949:2009?Документ4 страницыInternal Auditors Competence Assessment Test-2015: What Is ISO/TS16949:2009?Rohit SoniОценок пока нет
- Audit Results Summary SQI Rev 0Документ3 страницыAudit Results Summary SQI Rev 0Karen Feyt Mallari100% (1)
- 4 Aa Process CapabilityДокумент30 страниц4 Aa Process CapabilityAniket Jain100% (2)
- Control Charts and Process Control in SAPДокумент18 страницControl Charts and Process Control in SAPDebasish Behera100% (1)
- NOTES Software Quality ManagementДокумент382 страницыNOTES Software Quality Managementgirish_kodagantiОценок пока нет
- Statistical Methods For Quality ControlДокумент2 страницыStatistical Methods For Quality ControlAntonio Lara0% (1)
- Total Quality MangementДокумент129 страницTotal Quality Mangementzenjoy57100% (1)
- Red Flags SurveyДокумент6 страницRed Flags Surveyhmp90Оценок пока нет
- Statistical Process ControlДокумент79 страницStatistical Process ControlKrunal PandyaОценок пока нет
- Statistical Process Control: Douglas M. Stewart, Ph.D. The Anderson Schools of Management The University of New MexicoДокумент68 страницStatistical Process Control: Douglas M. Stewart, Ph.D. The Anderson Schools of Management The University of New Mexicoenzo atsituabОценок пока нет
- CRM in Quality Assurance of Testing LaboratoriesДокумент39 страницCRM in Quality Assurance of Testing LaboratoriesLeonardo Vence OrdoñezОценок пока нет
- Shainin Techniques PDFДокумент4 страницыShainin Techniques PDFrm_muruganОценок пока нет
- What Is A GageДокумент12 страницWhat Is A GageMohini MaratheОценок пока нет
- Capability Analysis and MSA IntroductionДокумент27 страницCapability Analysis and MSA IntroductionJosé María MorenoОценок пока нет
- 21.measurement System Analysis (MSA) Course OutlineДокумент3 страницы21.measurement System Analysis (MSA) Course OutlineeddiekuangОценок пока нет
- Supplier Change Request (SCR) : InstructionsДокумент2 страницыSupplier Change Request (SCR) : Instructionsbackup hmnthОценок пока нет
- Qauality Control Level 1Документ20 страницQauality Control Level 1habtemariam molla100% (1)
- Ansi Asq Z1 4-2003Документ96 страницAnsi Asq Z1 4-2003Lizbeth Rodriguez100% (1)
- Statistical Process ControlДокумент24 страницыStatistical Process ControlAnoopa Narayan100% (1)
- Generator Excitaion & AVRДокумент70 страницGenerator Excitaion & AVRashumanu427100% (2)
- Presentation RIPДокумент26 страницPresentation RIPAbhishek Prakash SrivastavaОценок пока нет
- 3boiler Steam Water Chemistry in Power PlantsДокумент22 страницы3boiler Steam Water Chemistry in Power PlantsAbhishek Prakash SrivastavaОценок пока нет
- 2dm Plant OprДокумент25 страниц2dm Plant OprAbhishek Prakash SrivastavaОценок пока нет
- Water Chemistry IN Thermal Power Plants (An Overview) : O.P.RangwaniДокумент24 страницыWater Chemistry IN Thermal Power Plants (An Overview) : O.P.RangwaniAbhishek Prakash Srivastava100% (1)
- Governing KWU CBT VidyasДокумент35 страницGoverning KWU CBT VidyasAbhishek Prakash SrivastavaОценок пока нет
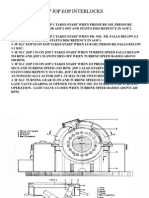
- Aop Jop Eop InterlocksДокумент27 страницAop Jop Eop InterlocksAbhishek Prakash SrivastavaОценок пока нет
- Energy Audit in IndustriesДокумент14 страницEnergy Audit in IndustriesAbhishek Prakash SrivastavaОценок пока нет
- CCGTДокумент74 страницыCCGTAbhishek Prakash SrivastavaОценок пока нет
- Petrol Pump Hazard Identification & Operation Control ProcedureДокумент6 страницPetrol Pump Hazard Identification & Operation Control ProcedureAbhishek Prakash SrivastavaОценок пока нет
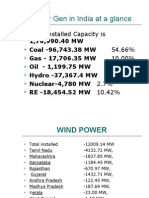
- Power GenДокумент59 страницPower GenAbhishek Prakash SrivastavaОценок пока нет
- GT Mtc. PracticesДокумент59 страницGT Mtc. PracticesAbhishek Prakash SrivastavaОценок пока нет
- ATRSДокумент47 страницATRSAbhishek Prakash Srivastava100% (1)
- Basic Electrical CBIP 30-05-12Документ81 страницаBasic Electrical CBIP 30-05-12Abhishek Prakash Srivastava100% (1)
- HarmonicsДокумент2 страницыHarmonicsAbhishek Prakash SrivastavaОценок пока нет
- Rewoquat We 45 TDS 12 02 01Документ3 страницыRewoquat We 45 TDS 12 02 01chintanictОценок пока нет
- Op Amp AssignmentДокумент10 страницOp Amp AssignmentJuan-Wian CoetzerОценок пока нет
- TM 55 1520 400 14 PDFДокумент227 страницTM 55 1520 400 14 PDFOskar DirlewangerОценок пока нет
- ASTM D4852-88 (Reapproved 2009) E1Документ3 страницыASTM D4852-88 (Reapproved 2009) E1Sandra LopesОценок пока нет
- A. Questions: Conversation Activities - TravelДокумент11 страницA. Questions: Conversation Activities - TravelkicsirekaОценок пока нет
- TM 55 1520 236 23P 1Документ843 страницыTM 55 1520 236 23P 1Tod A. Wulff100% (1)
- 1 An Introduction Basin AnalysisДокумент29 страниц1 An Introduction Basin AnalysisMuhamadKamilAzharОценок пока нет
- Amenzade Yu.a. - Theory of Elasticity-Mir (1979)Документ284 страницыAmenzade Yu.a. - Theory of Elasticity-Mir (1979)Javier100% (1)
- 09.3090 USTR2433b T Series Cassettes Omega IFU enДокумент51 страница09.3090 USTR2433b T Series Cassettes Omega IFU enAdi SaputraОценок пока нет
- MKRS Training ProfileДокумент10 страницMKRS Training ProfileZafri MKRS100% (1)
- April262019 Airline Economic Analysis 2018-2019vfwebДокумент62 страницыApril262019 Airline Economic Analysis 2018-2019vfwebapi-548139140Оценок пока нет
- S01 Hydraulic and Eletric DiagramДокумент18 страницS01 Hydraulic and Eletric DiagramgadeharogОценок пока нет
- Untitled DocumentДокумент6 страницUntitled DocumentrameezshyamaleeОценок пока нет
- Bruce Lyon - Occult CosmologyДокумент55 страницBruce Lyon - Occult Cosmologyeponymos100% (1)
- 14 Parabola Formula Sheets QuizrrДокумент9 страниц14 Parabola Formula Sheets QuizrrChandanОценок пока нет
- Homework 3rd SteelДокумент4 страницыHomework 3rd SteelPiseth HengОценок пока нет
- CO3053 - Lecture 1 - What Is Embedded SystemДокумент21 страницаCO3053 - Lecture 1 - What Is Embedded SystemKhánh Tôn Thất PhúcОценок пока нет
- Estericlean Agroalimentaria Registro NSFДокумент1 страницаEstericlean Agroalimentaria Registro NSFwilber jovany monzon uriasОценок пока нет
- Squad3.fire NSD GPMДокумент7 страницSquad3.fire NSD GPMMac CorpuzОценок пока нет
- GalvInfoNote 1 4Документ4 страницыGalvInfoNote 1 4rplata63Оценок пока нет
- Interference Measurement SOP v1.2 Sum PDFДокумент26 страницInterference Measurement SOP v1.2 Sum PDFTeofilo FloresОценок пока нет
- Alum Rosin SizingДокумент9 страницAlum Rosin SizingAnkit JainОценок пока нет
- Deep Carbon ObservatoryДокумент90 страницDeep Carbon ObservatorygoblinОценок пока нет
- Galactic Federations, Councils Secret Space Programs (Michael Salla) (Z-Library)Документ289 страницGalactic Federations, Councils Secret Space Programs (Michael Salla) (Z-Library)Junior VeigaОценок пока нет
- Comparative Study of Conventional and Generative Design ProcessДокумент11 страницComparative Study of Conventional and Generative Design ProcessIJRASETPublicationsОценок пока нет
- Defeat Cancer NaturallyДокумент94 страницыDefeat Cancer NaturallyRknuviprasys Low100% (3)
- 4.5.redistrribution - PBR Quiz AnswersДокумент4 страницы4.5.redistrribution - PBR Quiz AnswersffbugbuggerОценок пока нет
- Exam of Refinery PDF 2Документ20 страницExam of Refinery PDF 2ئارام ناصح محمد حسێن0% (1)
- Elementary Statistics A Step by Step Approach 9th Edition Bluman Solutions ManualДокумент23 страницыElementary Statistics A Step by Step Approach 9th Edition Bluman Solutions Manuala305894328100% (3)
- CMC 2023 Senior Category Question BankДокумент5 страницCMC 2023 Senior Category Question BankNikita AgrawalОценок пока нет