Вам также может понравиться
- Extruder Screw Desing Basics PDFДокумент54 страницыExtruder Screw Desing Basics PDFAlvaro Fernando Reyes Castañeda100% (6)
- Extrusion Guide BookДокумент5 страницExtrusion Guide BookMario Daniel Conejo67% (3)
- All of PPДокумент6 страницAll of PPUmadОценок пока нет
- Extrusion 180709144910 PDFДокумент78 страницExtrusion 180709144910 PDFkathiravanpr_6744097Оценок пока нет
- .Extrusion - Single ScrewДокумент125 страниц.Extrusion - Single ScrewSUCHETHA N RAJU PST100% (2)
- Extrusion PrinciplesДокумент11 страницExtrusion PrinciplesKrupakar Swamy100% (4)
- Design of Extrusion HeadsДокумент64 страницыDesign of Extrusion HeadsMohamed HassanОценок пока нет
- RIGID PVC EXTRUSION Sigle Vs Twin Screw ExtrudersДокумент3 страницыRIGID PVC EXTRUSION Sigle Vs Twin Screw ExtrudersJuan David Melián Cruz100% (1)
- Cleaning ScrewsДокумент6 страницCleaning ScrewsRodolfoAntonioLeónCárdenasОценок пока нет
- Xylene From MethylationДокумент8 страницXylene From Methylationalicia1990Оценок пока нет
- Ineos Polypropylene Processing GuideДокумент18 страницIneos Polypropylene Processing GuideLe Toan100% (1)
- Twin ExtruderДокумент20 страницTwin ExtruderSalem GarrabОценок пока нет
- Waxes For PVC ProcessingДокумент33 страницыWaxes For PVC ProcessingFrancisco Venegas Zuñiga100% (1)
- Plastics ExtrusionДокумент37 страницPlastics Extrusionshashanksir80% (5)
- Extruder Melt Temperature Control With F PDFДокумент6 страницExtruder Melt Temperature Control With F PDFAutogreder100% (1)
- Types of Plastic ExtrudersДокумент7 страницTypes of Plastic ExtrudershvadnalaОценок пока нет
- Extruding Plastics A Practical Processing Handbook PDFДокумент2 страницыExtruding Plastics A Practical Processing Handbook PDFBrian0% (1)
- Emulsion PolymerisationДокумент5 страницEmulsion PolymerisationLuizaОценок пока нет
- Polyesters: Corporate Training and PlanningДокумент46 страницPolyesters: Corporate Training and Planningharsh salunkheОценок пока нет
- Extrusion 2012Документ100 страницExtrusion 2012Fernando Lotero100% (4)
- Plastics Technology Handbook Volume 1 PDFДокумент106 страницPlastics Technology Handbook Volume 1 PDFNguyễn Ngọc Phước VươngОценок пока нет
- Twin Screw ExtruderДокумент106 страницTwin Screw ExtruderHassan100% (1)
- Single-Screw Extruders and Barrier ScrewsДокумент17 страницSingle-Screw Extruders and Barrier ScrewsAkhilesh KumarОценок пока нет
- ElastomerДокумент84 страницыElastomerAmit Katriya100% (1)
- Extrusion Process PDFДокумент2 страницыExtrusion Process PDFSamantha50% (2)
- Polymers PPT PDFДокумент47 страницPolymers PPT PDFShivani RajeevОценок пока нет
- Lexan Process Guide PDFДокумент18 страницLexan Process Guide PDFwantamanual100% (1)
- Plastics ProcessingДокумент19 страницPlastics ProcessingAnonymous mRBbdopMKfОценок пока нет
- Introduction To Polymer ProcessingДокумент43 страницыIntroduction To Polymer ProcessingShushil KumarОценок пока нет
- AESSEAL DualDam DGS - Catalog BrochureДокумент12 страницAESSEAL DualDam DGS - Catalog BrochurerosliyuОценок пока нет
- ETSThermoplasticExtrsuionTrainingList PDFДокумент5 страницETSThermoplasticExtrsuionTrainingList PDFFajr Al-FurqonОценок пока нет
- Principles of Single Screw ExtrusionДокумент44 страницыPrinciples of Single Screw ExtrusionHugo Wizenberg75% (8)
- Anchor Liquid Line Roto Fill 300Документ4 страницыAnchor Liquid Line Roto Fill 300Ahmet MetinОценок пока нет
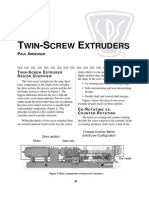
- Paul AndersenДокумент24 страницыPaul AndersenAli Nurrakhmad Siregar100% (1)
- Additives 091010060938 Phpapp01Документ62 страницыAdditives 091010060938 Phpapp01Swetha T100% (1)
- Plastic Material SelectionДокумент62 страницыPlastic Material SelectiondarshanmrОценок пока нет
- Complete - Nicholson Designers Guide - 3rd EditionДокумент177 страницComplete - Nicholson Designers Guide - 3rd Editionwdelgado2011Оценок пока нет
- Extruder: Poly-Al Al Corrugation Lead SheathДокумент45 страницExtruder: Poly-Al Al Corrugation Lead SheathnasikroadОценок пока нет
- First Internal Question & Answer For Plastic ProcessingДокумент17 страницFirst Internal Question & Answer For Plastic ProcessingSupreeth PremkumarОценок пока нет
- Twin Screw ExtruderДокумент33 страницыTwin Screw ExtruderHEMANTKHERAОценок пока нет
- Plastics Today Extrusion Expert Webinarnb45 August 2010 v3Документ30 страницPlastics Today Extrusion Expert Webinarnb45 August 2010 v3rahul_m57Оценок пока нет
- Viton PropertiesДокумент23 страницыViton PropertiesClaudia MmsОценок пока нет
- PolymersДокумент32 страницыPolymersCharles Emile McAnany100% (26)
- 3 ExtrusionДокумент130 страниц3 ExtrusionashwinОценок пока нет
- 19.02.additives For PlasticsДокумент61 страница19.02.additives For Plasticsjraman24Оценок пока нет
- Extruder Tutorial PDFДокумент314 страницExtruder Tutorial PDFAntonius PrakosaОценок пока нет
- API Mechanical Seal Piping Plan Booklet LORES 4C MAR2016Документ90 страницAPI Mechanical Seal Piping Plan Booklet LORES 4C MAR2016Kamlesh Kamlesh Etwaro100% (1)
- Polystyrene Processing GuideДокумент4 страницыPolystyrene Processing GuidemadogodОценок пока нет
- Calendering ProcessДокумент37 страницCalendering ProcessShubham ChaudharyОценок пока нет
- Engineering Polymers: The Top Ten' Moulding Problems: Chapter 1. Moisture in The GranulesДокумент30 страницEngineering Polymers: The Top Ten' Moulding Problems: Chapter 1. Moisture in The GranulesMamdouh MasoudОценок пока нет
- Extruder MaintenanceДокумент5 страницExtruder MaintenanceRen Joseph LogronioОценок пока нет
- Specifications KTA38 G-DRIVEДокумент2 страницыSpecifications KTA38 G-DRIVEDouglas Moura100% (1)
- 483Q Engine ECMДокумент62 страницы483Q Engine ECMAbel OviedoОценок пока нет
- Kta38 G5Документ2 страницыKta38 G5Camilo Sanchez Vanegas50% (2)
- 3885019 (2)Документ2 страницы3885019 (2)acere18100% (2)
- 3, ActДокумент11 страниц3, ActMeet ZinzuvadiyaОценок пока нет
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceОт EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceОценок пока нет
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementОт EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementОценок пока нет
- Southern Marine Engineering Desk Reference: Second Edition Volume IiОт EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiОценок пока нет
- Rivaan Vaccine ExcelДокумент8 страницRivaan Vaccine ExcelAnuj GuptaОценок пока нет
- FДокумент1 страницаFClara MedranoОценок пока нет
- On KILLДокумент37 страницOn KILLAnuj GuptaОценок пока нет
- Self Declaration FormДокумент1 страницаSelf Declaration Formsharif shaik100% (1)
- Shashank 1363 Nehru Kunj, GAIL Gaon, Dibiyapur, Uttar Pradesh, Auraiya, Pincode: 206244 Telephone (Mob) : 7902111161Документ3 страницыShashank 1363 Nehru Kunj, GAIL Gaon, Dibiyapur, Uttar Pradesh, Auraiya, Pincode: 206244 Telephone (Mob) : 7902111161Anuj GuptaОценок пока нет
- Rivaan Vaccine ExcelДокумент8 страницRivaan Vaccine ExcelAnuj GuptaОценок пока нет
- Loss in Weight Feeder CalculationДокумент19 страницLoss in Weight Feeder CalculationAnuj GuptaОценок пока нет
- Additive Charging Slip: Extruder Panel in Charge-Charging Done byДокумент1 страницаAdditive Charging Slip: Extruder Panel in Charge-Charging Done byAnuj GuptaОценок пока нет
- Process Description - ARU Rev BДокумент8 страницProcess Description - ARU Rev BPhani Raj MОценок пока нет
- Pcii C2C3 Recovery Project: Welcome To GM Construction & All Team MembersДокумент24 страницыPcii C2C3 Recovery Project: Welcome To GM Construction & All Team MembersAnuj GuptaОценок пока нет
- Steam Turbine Gland SystemДокумент4 страницыSteam Turbine Gland SystemAnuj GuptaОценок пока нет
- Development and Design of Antisurge and Performance Control Systems For Centrifugal CompressorsДокумент34 страницыDevelopment and Design of Antisurge and Performance Control Systems For Centrifugal Compressorsjhchung111Оценок пока нет
- EXPANDER Startup ChecklistДокумент3 страницыEXPANDER Startup ChecklistAnuj GuptaОценок пока нет
- Brand+ProSorb Brochure Adsorbents+Overview+Brochure English PDFДокумент6 страницBrand+ProSorb Brochure Adsorbents+Overview+Brochure English PDFAnuj GuptaОценок пока нет
- Practices Play An Important Role in US-OSHA's Process Safety Management StandardДокумент2 страницыPractices Play An Important Role in US-OSHA's Process Safety Management StandardAnuj GuptaОценок пока нет
- 1999 Kaneko Shiojima Horio Olefin Polimerization CESДокумент15 страниц1999 Kaneko Shiojima Horio Olefin Polimerization CESAnuj GuptaОценок пока нет
- Selexsorb CD Data SheetДокумент2 страницыSelexsorb CD Data SheetAnuj GuptaОценок пока нет
- Guide To RegulatorsДокумент20 страницGuide To RegulatorsWalid FattahОценок пока нет
- Gel AnalysisДокумент7 страницGel AnalysisAnuj GuptaОценок пока нет
- Office Memorandum: Subject: Procedure of Delivery of Speed Post ArticlesДокумент7 страницOffice Memorandum: Subject: Procedure of Delivery of Speed Post Articlessho555redhot_4840874100% (2)
- Polymerization ReactionsДокумент6 страницPolymerization ReactionsAnuj GuptaОценок пока нет
- Pressure Converting TablesДокумент4 страницыPressure Converting TablesAnuj GuptaОценок пока нет
- Bimodal PolyethyleneДокумент22 страницыBimodal PolyethyleneAnuj GuptaОценок пока нет
- Fundamentals of CompressorДокумент15 страницFundamentals of CompressorAnuj GuptaОценок пока нет
- Frick CompressorДокумент37 страницFrick CompressorAnuj Gupta100% (1)
- Centrifuge Torque CalculationДокумент1 страницаCentrifuge Torque CalculationAnuj GuptaОценок пока нет
- MFIДокумент14 страницMFIAnuj GuptaОценок пока нет
- Chemical Cleaning ProcedureДокумент4 страницыChemical Cleaning ProcedureAnuj Gupta100% (3)
- Authorised Gas and Safety Tester AGSTДокумент40 страницAuthorised Gas and Safety Tester AGSTAnuj GuptaОценок пока нет
- Enen 619-03 Final Research ProjectДокумент26 страницEnen 619-03 Final Research ProjectSalman NoorОценок пока нет
- Investigating The Effect of Temperature On Cell MembranesДокумент3 страницыInvestigating The Effect of Temperature On Cell MembranesbeccatannerrrОценок пока нет
- Lecture 2 - Origin of Elements, ClassificationДокумент24 страницыLecture 2 - Origin of Elements, ClassificationMihatsu TakiОценок пока нет
- Nitoflor SL Cond-DissДокумент4 страницыNitoflor SL Cond-DissVenkata Raju KalidindiОценок пока нет
- Analysis of Helical Coil Heat Exchangers: by V.Swapna Priya Guide R S MauryaДокумент23 страницыAnalysis of Helical Coil Heat Exchangers: by V.Swapna Priya Guide R S MauryaSwapna Priya VattemОценок пока нет
- Science Form 1 NoteДокумент5 страницScience Form 1 NoteDaniel ChanОценок пока нет
- Rasa Rat Nasa Muc ChayaДокумент8 страницRasa Rat Nasa Muc ChayatemmОценок пока нет
- RT 140Документ13 страницRT 140Dmitrii Pustoshkin100% (1)
- (59-68) Monitoring and Modeling of Fayoum Distribution Networks According To Tri Halo Me Thanes FormationДокумент11 страниц(59-68) Monitoring and Modeling of Fayoum Distribution Networks According To Tri Halo Me Thanes FormationAlexander DeckerОценок пока нет
- General Chemistry Ii: A. Paint Thinner and OilДокумент3 страницыGeneral Chemistry Ii: A. Paint Thinner and OilCherry A. BallesterosОценок пока нет
- WHO Monograph CurcumaДокумент8 страницWHO Monograph CurcumaMuhammad Miftahul HudaОценок пока нет
- FDA - ICH M7 (R1) - Control of Mutagenic Impurities in Pharmaceuticals 03.2018Документ131 страницаFDA - ICH M7 (R1) - Control of Mutagenic Impurities in Pharmaceuticals 03.2018Catrinescu OanaОценок пока нет
- Chemical CleaningДокумент56 страницChemical CleaningRathinamalОценок пока нет
- Gadus s2 v220 2Документ3 страницыGadus s2 v220 2ThinhОценок пока нет
- Pgurl 2679036134142300Документ4 страницыPgurl 2679036134142300Barbara VasquezОценок пока нет
- Centrifugal Compressors SRLДокумент20 страницCentrifugal Compressors SRLsammar_10Оценок пока нет
- Biodata ChemДокумент2 страницыBiodata Chemsomdatta dasОценок пока нет
- Copper and Cadmium Removal From Synthetic Industrial Wastewater Using Chitosan and Nylon 6Документ13 страницCopper and Cadmium Removal From Synthetic Industrial Wastewater Using Chitosan and Nylon 6SANTIAGO ARTURO TUESTA TINOCOОценок пока нет
- Ventilation Rates - ASHRAE 62.1-2013-2Документ4 страницыVentilation Rates - ASHRAE 62.1-2013-2Mohammed Abdul MoiedОценок пока нет
- Construction of Gas TurbineДокумент88 страницConstruction of Gas Turbinesanjeev kushwaha100% (2)
- Hexamoll DINCH TDSДокумент3 страницыHexamoll DINCH TDScmuthuprakashОценок пока нет
- Brochure Hapro Seecret-Skin RejuvenationДокумент16 страницBrochure Hapro Seecret-Skin RejuvenationwobblegobbleОценок пока нет
- Textile - Ijtft - Technology and Adaptations in Yoruba Indigo DyeingДокумент14 страницTextile - Ijtft - Technology and Adaptations in Yoruba Indigo DyeingTJPRC Publications100% (2)
- Semiconductor - Experiment PDFДокумент116 страницSemiconductor - Experiment PDFMuthu KumarОценок пока нет
- Dovidovits - Geopolymer Chemistry and Applications PDFДокумент33 страницыDovidovits - Geopolymer Chemistry and Applications PDFdimas dibiantara0% (1)
- Growth Kinetic Models For Microalgae Cultivation A ReviewДокумент16 страницGrowth Kinetic Models For Microalgae Cultivation A ReviewJesús Eduardo De la CruzОценок пока нет
- Liquid Crystal DisplayДокумент2 страницыLiquid Crystal DisplayreshusaОценок пока нет
- Fishing Gears and MethodsДокумент11 страницFishing Gears and MethodsSol VirtudazoОценок пока нет
- Biomass Gasification For Hydrogen Production - Process Description and Research NeedДокумент10 страницBiomass Gasification For Hydrogen Production - Process Description and Research Needapi-3799861100% (1)
- Science FairДокумент9 страницScience Fairapi-254632210Оценок пока нет