Вам также может понравиться
- ForgingДокумент44 страницыForgingMagari Frimsa GintingОценок пока нет
- CH 15Документ24 страницыCH 15marihomenonОценок пока нет
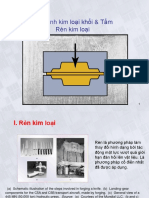
- Chương 7.1 Các Phương Pháp Biến Dạng KhốiДокумент26 страницChương 7.1 Các Phương Pháp Biến Dạng KhốiNguyễn Đức AnОценок пока нет
- CastingprocessesДокумент31 страницаCastingprocessesAnonymous GGtvR65MRОценок пока нет
- SME2713 Metal Forming - 3 - 2Документ22 страницыSME2713 Metal Forming - 3 - 2Misty WallaceОценок пока нет
- Ch09 ME 406 Grinding and NTM With ProblemsДокумент44 страницыCh09 ME 406 Grinding and NTM With ProblemsKhaled HassanОценок пока нет
- Proses Manufaktur (Proses Tempa)Документ34 страницыProses Manufaktur (Proses Tempa)PRADITYO PUTRA PURNOMO ,Оценок пока нет
- CH 16Документ47 страницCH 16marihomenonОценок пока нет
- Ch09-2008.Abrasive N Finishing - Kalpakjian-. InaДокумент35 страницCh09-2008.Abrasive N Finishing - Kalpakjian-. InaGilang HermawanОценок пока нет
- Bending 3Документ13 страницBending 3Oscar CamposОценок пока нет
- Production Technology Ch26Документ19 страницProduction Technology Ch26Nimmagadda BharathОценок пока нет
- Lect7 Grinding Advanced ManufacturingДокумент33 страницыLect7 Grinding Advanced Manufacturingsirac topcuОценок пока нет
- Ch16 Sheet Metal Forming ProcessesДокумент47 страницCh16 Sheet Metal Forming ProcessessaminziОценок пока нет
- Sheet-Metal Forming ProcessesДокумент60 страницSheet-Metal Forming Processesharishkumar.ravichandran100% (1)
- Modified PPT Ms 1Документ130 страницModified PPT Ms 1Manabendra SahaОценок пока нет
- Abrasive Machining and Finishing OperationsДокумент53 страницыAbrasive Machining and Finishing OperationssengcanОценок пока нет
- Ch16 Sheet Metal Forming HOДокумент12 страницCh16 Sheet Metal Forming HOChristianSchenkelОценок пока нет
- Metalurgi PengecoranДокумент49 страницMetalurgi PengecoranAdinda Trianandari WОценок пока нет
- Material-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th EdДокумент30 страницMaterial-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th Edbogdangabriel1985Оценок пока нет
- Production Technology Ch19Документ16 страницProduction Technology Ch19Nimmagadda BharathОценок пока нет
- Advanced Machining ProcessДокумент22 страницыAdvanced Machining ProcessNauman KhanОценок пока нет
- Me120 Lect10Документ36 страницMe120 Lect10lalukalu420Оценок пока нет
- UTA026Документ7 страницUTA026Panshul SaxenaОценок пока нет
- 2 - Metal Casting Processes - TP (2017)Документ48 страниц2 - Metal Casting Processes - TP (2017)Saidina IrfanОценок пока нет
- Sheet Metal Forming ProcessДокумент86 страницSheet Metal Forming Processペブリヤナ サンディОценок пока нет
- CH 4 Tao Hinh Kim Loai Khoi Va TamДокумент66 страницCH 4 Tao Hinh Kim Loai Khoi Va TamTHỊNH PHAN NGUYỄN QUANGОценок пока нет
- Ch16 Sheet-Metal FormingДокумент67 страницCh16 Sheet-Metal FormingGopal JetaniОценок пока нет
- Temperature & Density For CastingsДокумент46 страницTemperature & Density For CastingsRobinson GnanaduraiОценок пока нет
- Metal ForgingДокумент14 страницMetal ForgingSourav SahaОценок пока нет
- Ceramics Glasses Superconductors HOДокумент4 страницыCeramics Glasses Superconductors HOMuhammad Raihan BalfasОценок пока нет
- Sheet-Metal Forming ProcessesДокумент56 страницSheet-Metal Forming Processesenverkara80Оценок пока нет
- Sheet Metal Forming TheoryДокумент12 страницSheet Metal Forming TheoryRRSathyanarayananОценок пока нет
- Extrusion Fig Q A AnalysisДокумент13 страницExtrusion Fig Q A AnalysisRavinder AntilОценок пока нет
- Gravity and Low Pressure Die CastingДокумент10 страницGravity and Low Pressure Die CastingtumoyeОценок пока нет
- Welding PDFДокумент22 страницыWelding PDFFaisalTahirRambeОценок пока нет
- ch14 Metal Forging PocessДокумент39 страницch14 Metal Forging PocessMaz ThomyОценок пока нет
- Sur GRDДокумент47 страницSur GRDRavi Arjun KumarОценок пока нет
- Fundamentals of Metal-CastingДокумент15 страницFundamentals of Metal-Castingsamurai7_77Оценок пока нет
- MATS214 Jan 2020 Exam Paper (Moderator Version With Indicative Answers)Документ9 страницMATS214 Jan 2020 Exam Paper (Moderator Version With Indicative Answers)Quỳnh Quốc Thắng VõОценок пока нет
- Chapter 21Документ27 страницChapter 21Jkun gamingОценок пока нет
- Coiled Tubing Services Manual: DowellДокумент14 страницCoiled Tubing Services Manual: DowellDaveОценок пока нет
- EAT227-Lecture 2.1 - Metal CastingДокумент42 страницыEAT227-Lecture 2.1 - Metal CastingQim SvОценок пока нет
- CH 15Документ23 страницыCH 15Shaimah Rinda SariОценок пока нет
- Advances in Ceramic Armor XIОт EverandAdvances in Ceramic Armor XIJerry C. LaSalviaОценок пока нет
- Ceramic Materials for Energy Applications VIОт EverandCeramic Materials for Energy Applications VIHua-Tay LinОценок пока нет
- Advances in Ceramic Armor XОт EverandAdvances in Ceramic Armor XJerry C. LaSalviaОценок пока нет
- Additive Manufacturing and Strategic Technologies in Advanced CeramicsОт EverandAdditive Manufacturing and Strategic Technologies in Advanced CeramicsKiyoshi ShimamuraОценок пока нет
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsОт EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Advances in Ceramic Armor, Bioceramics, and Porous MaterialsОт EverandAdvances in Ceramic Armor, Bioceramics, and Porous MaterialsJerry C. LaSalviaОценок пока нет
- Proceedings of the 8th International Symposium on Superalloy 718 and DerivativesОт EverandProceedings of the 8th International Symposium on Superalloy 718 and DerivativesОценок пока нет
- Advances in Solid Oxide Fuel Cells XОт EverandAdvances in Solid Oxide Fuel Cells XMihails KusnezoffОценок пока нет
- 2019 10 Milwaukee Advanced Manufacturing District Map TemplateДокумент3 страницы2019 10 Milwaukee Advanced Manufacturing District Map TemplateAmrik SinghОценок пока нет
- MECH - LECTURES - 01 - MotorsДокумент67 страницMECH - LECTURES - 01 - MotorsBenny AlexanderОценок пока нет
- A Study of Digital ManufacturingДокумент7 страницA Study of Digital ManufacturingAmrik SinghОценок пока нет
- 15ME82 Module 1Документ72 страницы15ME82 Module 1Machine BatteryОценок пока нет
- Unit 11 55Документ18 страницUnit 11 55J R Vinod KumaarОценок пока нет
- Control Theory Notes PDFДокумент212 страницControl Theory Notes PDFAmrik SinghОценок пока нет
- ExperimentosДокумент680 страницExperimentosGerardo Lopez100% (4)
- Sample Chapter PDFДокумент29 страницSample Chapter PDFAmrik SinghОценок пока нет
- A Generic Approach To Measuring The Machine Flexibility of A Manufacturing SystemДокумент27 страницA Generic Approach To Measuring The Machine Flexibility of A Manufacturing SystemAmrik SinghОценок пока нет
- Sanjib Kumar Saren - Review of Flexible Manufacturing System Based On Modeling and Simulation - v21 - 2Документ6 страницSanjib Kumar Saren - Review of Flexible Manufacturing System Based On Modeling and Simulation - v21 - 2Amrik SinghОценок пока нет
- Measuring Exibility of Computer Integrated Manufacturing Systems Using Fuzzy Cash Ow AnalysisДокумент18 страницMeasuring Exibility of Computer Integrated Manufacturing Systems Using Fuzzy Cash Ow AnalysisAmrik SinghОценок пока нет
- DesignДокумент6 страницDesignPujitha GarapatiОценок пока нет
- Mueller Ralph 200708 PHDXXXXXXXXXXXДокумент212 страницMueller Ralph 200708 PHDXXXXXXXXXXXAmrik SinghОценок пока нет
- Flexible Manufacturing System Simulation Using Petri NetsДокумент15 страницFlexible Manufacturing System Simulation Using Petri NetsAmrik SinghОценок пока нет
- Performance and Evaluation of Manufacturing SystemsДокумент16 страницPerformance and Evaluation of Manufacturing SystemsMochammad Ridwan Aditya100% (1)
- Inspection ReportДокумент1 страницаInspection ReportAmrik SinghОценок пока нет
- EPMДокумент117 страницEPMAmrik SinghОценок пока нет
- Practica de Nota Al Pie - Indice PDFДокумент13 страницPractica de Nota Al Pie - Indice PDFcarlarraquelОценок пока нет
- Odot Procedure OregonДокумент116 страницOdot Procedure OregonÁlvaro RodríguezОценок пока нет
- Comparative Study Simulation SoftwaresДокумент11 страницComparative Study Simulation SoftwaresLakim ArsenalОценок пока нет
- Lesson 1 Intro To DrawingДокумент67 страницLesson 1 Intro To DrawingGiang Hoai Vu100% (1)
- Btech Common Subs 2 Yr 14 15Документ24 страницыBtech Common Subs 2 Yr 14 15Amrik SinghОценок пока нет
- Mechanical Question BankДокумент22 страницыMechanical Question Bankmustafa67% (3)
- Lecture 7Документ55 страницLecture 7Amrik SinghОценок пока нет
- MS Project 2007 Tutorial-Final VersionДокумент61 страницаMS Project 2007 Tutorial-Final Versionlimmil100% (1)
- Autocad BasicsДокумент42 страницыAutocad BasicsAmrik SinghОценок пока нет
- IC Learning Series 2012 - Foundry PracticeДокумент23 страницыIC Learning Series 2012 - Foundry PracticeAmrik SinghОценок пока нет
- Lecture 14jДокумент47 страницLecture 14jAmrik SinghОценок пока нет
- India Foundry Best Practice GuideДокумент325 страницIndia Foundry Best Practice GuideSiddharth Gupta100% (2)
- Art:10.1007/s00170 005 0150 6Документ10 страницArt:10.1007/s00170 005 0150 6Amrik SinghОценок пока нет
- Investment Model QuestionsДокумент12 страницInvestment Model Questionssamuel debebe0% (1)
- What Is A ComputerДокумент29 страницWhat Is A ComputerRellie CastroОценок пока нет
- Shape of Water in Rotating Bucket - Physics Stack ExchangeДокумент3 страницыShape of Water in Rotating Bucket - Physics Stack ExchangeHector TrianaОценок пока нет
- Pages À Partir de Hyundai-Terracan-2001-2007-factory-service-manualДокумент10 страницPages À Partir de Hyundai-Terracan-2001-2007-factory-service-manualcointoinОценок пока нет
- Medium Voltage Swgr9Документ3 страницыMedium Voltage Swgr9kjfensОценок пока нет
- Math10 - Q1 - Mod3 - DeterminingArithmetic - V3 1Документ28 страницMath10 - Q1 - Mod3 - DeterminingArithmetic - V3 1Cristina Amantiad100% (5)
- Bafbana Module 5Документ12 страницBafbana Module 5VILLANUEVA, RAQUEL NONAОценок пока нет
- Vdocuments - MX - Catalogo Maquinas Despiezables de Feedback PDFДокумент4 страницыVdocuments - MX - Catalogo Maquinas Despiezables de Feedback PDFHelder NascimentoОценок пока нет
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantДокумент13 страницTopsoe Ammonia 4 Start Up Worlds Largest Ammonia Plantpekanselandar0% (1)
- Cj2m-Cpu, - md21 Cpu Units, Pulse I o Modules Datasheet en PDFДокумент29 страницCj2m-Cpu, - md21 Cpu Units, Pulse I o Modules Datasheet en PDFKhairy YaakobОценок пока нет
- BMTC 132Документ16 страницBMTC 132Deepak Chaudhary JaatОценок пока нет
- Confidence IntervalДокумент22 страницыConfidence Intervallloyd balinsuaОценок пока нет
- 4 A Short History of Islamic Science From Genesis To Decline ShortversionДокумент24 страницы4 A Short History of Islamic Science From Genesis To Decline ShortversionKateryna KuslyvaОценок пока нет
- Classification of ConvertersДокумент1 страницаClassification of ConvertersJon BОценок пока нет
- Seam Strength of Corrugated Plate With High Strength SteelДокумент15 страницSeam Strength of Corrugated Plate With High Strength SteelMariano SalcedoОценок пока нет
- EagleBurgmann - API682 4th Facts, Innovations, SolutionsДокумент26 страницEagleBurgmann - API682 4th Facts, Innovations, SolutionsTasawwur Tahir100% (1)
- 1716,1734,1751,1769 - Highrise and Earthquake Resistant ConstructionДокумент34 страницы1716,1734,1751,1769 - Highrise and Earthquake Resistant ConstructionFAB RAHIОценок пока нет
- Chapter26to29-Bolt Tightening TorqueДокумент36 страницChapter26to29-Bolt Tightening TorqueEnam SembilanОценок пока нет
- Economic Order QuantityДокумент3 страницыEconomic Order QuantitySudhakar DoijadОценок пока нет
- Random Numbers in PythonДокумент3 страницыRandom Numbers in PythonShubham RawatОценок пока нет
- Trigonometric Substitution: Jzfa20Документ12 страницTrigonometric Substitution: Jzfa20Samuel SmallmanОценок пока нет
- TransistorДокумент1 страницаTransistorXhaОценок пока нет
- STR ReportДокумент30 страницSTR ReportrahulОценок пока нет
- OSD PrintoutДокумент18 страницOSD PrintoutDSAO AmravatiОценок пока нет
- Zipato MQTTCloudДокумент34 страницыZipato MQTTClouddensasОценок пока нет
- Calibar Plate3Документ10 страницCalibar Plate3Gerald FernandezОценок пока нет
- Thermal Engineering PDFДокумент5 страницThermal Engineering PDFabhinavgiri17Оценок пока нет
- Computer Science Admissions Test: Avengers CollegeДокумент4 страницыComputer Science Admissions Test: Avengers CollegeSaad Bin AzimОценок пока нет
- Problem in Traffic Flow Theory: Speed-Density Relationships: Lnu LNK Q U KДокумент10 страницProblem in Traffic Flow Theory: Speed-Density Relationships: Lnu LNK Q U KRomel DecenillaОценок пока нет
- 310 011 SДокумент34 страницы310 011 SvigneshwaranmОценок пока нет