Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- PDFДокумент18 страницPDFmini2018Оценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Iron TransformationДокумент13 страницIron Transformationmini2018Оценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Calbiochem BuffersДокумент38 страницCalbiochem BuffersLorraine MalaspinaОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Study of Pipeline Corrosion Monitoring Using Fiber Optic Sensing Technique Liang Ren - UnlockedДокумент7 страницThe Study of Pipeline Corrosion Monitoring Using Fiber Optic Sensing Technique Liang Ren - Unlockedmini2018Оценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- 1981096Документ12 страниц1981096mini2018Оценок пока нет
- Evaluation Methods for Corrosion Damage of Components in Cooling Systems of Nuclear Power Plants by Coupling Analysis of Corrosion and Flow Dynamics (v) Flow-Accelerated Corrosion Under Single- And Two-phase Flow Conditions_unlockedДокумент15 страницEvaluation Methods for Corrosion Damage of Components in Cooling Systems of Nuclear Power Plants by Coupling Analysis of Corrosion and Flow Dynamics (v) Flow-Accelerated Corrosion Under Single- And Two-phase Flow Conditions_unlockedmini2018Оценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Optimization of Maputo Power Plant: Armando AbacarДокумент43 страницыOptimization of Maputo Power Plant: Armando Abacarmini2018Оценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Tao Et Al-2016-Journal of Geophysical Research AtmospheresДокумент12 страницTao Et Al-2016-Journal of Geophysical Research Atmospheresmini2018Оценок пока нет
- Fulltext01 PDFДокумент47 страницFulltext01 PDFphotongan mhanjangОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- Study Material For The Certificate of Fitness Examination G-91 Supervision of Natural Gas Co-Generation SystemДокумент58 страницStudy Material For The Certificate of Fitness Examination G-91 Supervision of Natural Gas Co-Generation Systemmini2018100% (1)
- TheeffectofAnodamineonthecorrosionbehaviorof1018mildsteel-2 Unlocked PDFДокумент8 страницTheeffectofAnodamineonthecorrosionbehaviorof1018mildsteel-2 Unlocked PDFmini2018Оценок пока нет
- UnlockedДокумент21 страницаUnlockedmini2018Оценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- E PFbSteamateNASeries enДокумент2 страницыE PFbSteamateNASeries enmini2018Оценок пока нет
- Strategic Program - Sensors and Operations Product Id - 1023485 Date Published - May 10, 2013 Page 3 - UnlockedДокумент5 страницStrategic Program - Sensors and Operations Product Id - 1023485 Date Published - May 10, 2013 Page 3 - Unlockedmini2018Оценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Electrical Conductivity of Aqueous SolutionsДокумент1 страницаElectrical Conductivity of Aqueous SolutionslaughingalirezaОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Evaluation of Solution and Rheological Properties For Hydro 2017 Egyptian JoДокумент7 страницEvaluation of Solution and Rheological Properties For Hydro 2017 Egyptian Jomini2018Оценок пока нет
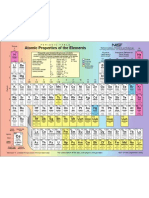
- Atomic Properties of The Elements TableДокумент1 страницаAtomic Properties of The Elements TableMaahiОценок пока нет
- Minutes 2015Документ100 страницMinutes 2015mini2018Оценок пока нет
- Solubility of Inorganic Compounds PDFДокумент6 страницSolubility of Inorganic Compounds PDFPablo Ignacio Santiagos HeviaОценок пока нет
- Chemistry of Salts in Aqueous Solutions: Applications, Experiments, and TheoryДокумент16 страницChemistry of Salts in Aqueous Solutions: Applications, Experiments, and Theorymini2018Оценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Bankiewicz DorotaДокумент73 страницыBankiewicz Dorotamini2018Оценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- 7.5 Reactions of Carboxylic Acids and AminesДокумент3 страницы7.5 Reactions of Carboxylic Acids and Aminesmini2018Оценок пока нет
- Superheater Tube From Boiler - Metallurgical Technologies, Inc.Документ9 страницSuperheater Tube From Boiler - Metallurgical Technologies, Inc.mini2018Оценок пока нет
- NPCДокумент29 страницNPCMarcTimОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Investigations On The Influence of Phosphonates in Dispersing Iron Oxide (Rust) by Polymeric Additives For Industrial Water ApplicationsДокумент12 страницInvestigations On The Influence of Phosphonates in Dispersing Iron Oxide (Rust) by Polymeric Additives For Industrial Water Applicationsmini2018Оценок пока нет
- Predicting and Preventing Flow Accelerated Corrosion in Nuclear Power PlantДокумент18 страницPredicting and Preventing Flow Accelerated Corrosion in Nuclear Power Plantmini2018Оценок пока нет
- Effect of Oxygenated Treatment To Oxide Growth and Exfoliation of Superheater TubesДокумент3 страницыEffect of Oxygenated Treatment To Oxide Growth and Exfoliation of Superheater Tubesmini2018Оценок пока нет
- Wyoming Department of Environmental Quality Water Quality Division WYPDES (Wyoming Pollutant Discharge Elimination System) PrograДокумент32 страницыWyoming Department of Environmental Quality Water Quality Division WYPDES (Wyoming Pollutant Discharge Elimination System) Programini2018Оценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Oxygen - Problems and Solutions in ElectrochemistryДокумент85 страницOxygen - Problems and Solutions in Electrochemistrymini2018Оценок пока нет
- Oiler Chemical Cleaning TechniquesДокумент135 страницOiler Chemical Cleaning Techniquesmini2018Оценок пока нет
- CompoundingДокумент5 страницCompoundingMajester RigsОценок пока нет
- Procedure Installation of Lighting - LABUAN BAJO PDFДокумент6 страницProcedure Installation of Lighting - LABUAN BAJO PDFWika Djoko OОценок пока нет
- VisiLogic Software Manual-LadderДокумент158 страницVisiLogic Software Manual-LadderEduardo Vasquez CastroОценок пока нет
- PML Rev-I Preferred Manufacturer List for PT Pertamina EPДокумент12 страницPML Rev-I Preferred Manufacturer List for PT Pertamina EPAndreas Schlager100% (1)
- EZ-THUMP™ Series: Portable Fault Location SystemsДокумент2 страницыEZ-THUMP™ Series: Portable Fault Location Systemsriyad abdulhafeedОценок пока нет
- Fire Risk AssessmentДокумент13 страницFire Risk Assessmentteuku zulfikarОценок пока нет
- Ps 1 SolДокумент3 страницыPs 1 SolPang XsОценок пока нет
- MI MetadataДокумент310 страницMI MetadataMatthew McCreadyОценок пока нет
- Modeling of SO2 Scrubbing in Spray TowersДокумент16 страницModeling of SO2 Scrubbing in Spray Towersrebelde96100% (1)
- Carestream DryView 5700 PDFДокумент44 страницыCarestream DryView 5700 PDFJose Quisca100% (1)
- Wrangling Logs With Logstash and ElasticSearch PresentationДокумент38 страницWrangling Logs With Logstash and ElasticSearch PresentationMohammad Syafiq Bin HussainОценок пока нет
- 25kl SS Tank EstimateДокумент1 страница25kl SS Tank EstimateRaja ManiОценок пока нет
- Manual Service Aoc - E943fwskДокумент51 страницаManual Service Aoc - E943fwskEduardo BentoОценок пока нет
- XHLE Long Coupled Centrifugal Pump EnglishДокумент8 страницXHLE Long Coupled Centrifugal Pump Englishgagi1994brahimОценок пока нет
- DR System ConciseДокумент37 страницDR System ConciseJiten KarmakarОценок пока нет
- Microsoft Word - Transistor Models and The Feedback Amp - Docmicrosoft Word - Transistor Models and The Feedback Amp - Doctransistor - Models - and - The - FbaДокумент14 страницMicrosoft Word - Transistor Models and The Feedback Amp - Docmicrosoft Word - Transistor Models and The Feedback Amp - Doctransistor - Models - and - The - FbashubhamformeОценок пока нет
- Determining The Redundancy FactorДокумент6 страницDetermining The Redundancy FactorEdris Salehi GolsefidiОценок пока нет
- Civil DEMOLITION OF BUILDINGДокумент12 страницCivil DEMOLITION OF BUILDINGShaik Abdul RaheemОценок пока нет
- 49 CFR Ch. I (10-1-11 Edition) 173.318Документ5 страниц49 CFR Ch. I (10-1-11 Edition) 173.318MauricioОценок пока нет
- Bbraun Infusomat Service MaualДокумент4 страницыBbraun Infusomat Service Maualalfie frankie diezОценок пока нет
- Essential Roof Truss Design TermsДокумент45 страницEssential Roof Truss Design TermsAnkit SuriОценок пока нет
- Fajs FSXДокумент8 страницFajs FSXJunhy Bandeira CassandraОценок пока нет
- CUCM Intracluster Port Usage GuideДокумент3 страницыCUCM Intracluster Port Usage GuideAbhinayMylavarapuОценок пока нет
- ReleДокумент3 страницыRelevitor4santos_6Оценок пока нет
- Hydraulic Mining Shovel 6040AC: 08. Attachment Functions - FSДокумент20 страницHydraulic Mining Shovel 6040AC: 08. Attachment Functions - FShector50% (2)
- P1 Conservation and Dissipation of Energy Student Book AnswersДокумент11 страницP1 Conservation and Dissipation of Energy Student Book AnswersjoeОценок пока нет
- Easygen-3000 Series (Package P1) Genset Control: InterfaceДокумент102 страницыEasygen-3000 Series (Package P1) Genset Control: InterfacejinameОценок пока нет
- Engine & Transmission ToolsДокумент45 страницEngine & Transmission Toolsabduallah muhammad100% (1)
- Osha 1926.452Документ14 страницOsha 1926.452Binoy GopinathanОценок пока нет
- Central GeothermalДокумент48 страницCentral GeothermalНиколай ШипочкиОценок пока нет