Вам также может понравиться
- Pr-Pe-04 Procedimiento de Seguridad VialДокумент4 страницыPr-Pe-04 Procedimiento de Seguridad VialBertha Restrepo75% (4)
- Contrato de Recibo Por HonorarioДокумент31 страницаContrato de Recibo Por HonorarioKareling TerrerosОценок пока нет
- Proyecto FormulacionДокумент12 страницProyecto FormulacionVladimir CevallosОценок пока нет
- Variadores de velocidad: control, EMC y frenadoДокумент8 страницVariadores de velocidad: control, EMC y frenadoJorge Alberto Quiza PolaniaОценок пока нет
- Centro de Día para personas con discapacidad en San Martín de los AndesДокумент25 страницCentro de Día para personas con discapacidad en San Martín de los AndesVeronica AlvaradoОценок пока нет
- Cotizacion 5833Документ1 страницаCotizacion 5833tiare pacaninsОценок пока нет
- Informe FrecuenciaДокумент3 страницыInforme FrecuenciaJose Jadir Layton CorzoОценок пока нет
- La revolución industrial y sus principales característicasДокумент2 страницыLa revolución industrial y sus principales característicasEneko MartinezОценок пока нет
- Tesis Silla de Ruedas 02-12-2014 FinalizadaДокумент202 страницыTesis Silla de Ruedas 02-12-2014 FinalizadaSilva Junior80% (5)
- 1.1.1. Cómo Responder A Las Exigencias Presentes yДокумент7 страниц1.1.1. Cómo Responder A Las Exigencias Presentes yJose Antonio Silva FuentesОценок пока нет
- Sesion 5Документ22 страницыSesion 5Deysi Atequipa CordovaОценок пока нет
- Impedancia Reflejada InformeДокумент12 страницImpedancia Reflejada InformeNina DavisОценок пока нет
- OC CEPyS Semana 2 VB 2021Документ14 страницOC CEPyS Semana 2 VB 2021Alex FraustoОценок пока нет
- Modos de TransmisiónДокумент8 страницModos de TransmisiónYesica Paola Pinzon Rojas0% (1)
- Preguntas Del Caso NetlfixДокумент7 страницPreguntas Del Caso NetlfixErickson Eduardo Landaverde MuñozОценок пока нет
- Significado de MacroeconomíaДокумент13 страницSignificado de Macroeconomíamaria penaloza100% (1)
- Manual Del Constructor Polpaico 40 287 1Документ40 страницManual Del Constructor Polpaico 40 287 1Catalina Soto FernándezОценок пока нет
- Bolsa de TrabajoДокумент1 страницаBolsa de TrabajoArturo Cortes MirandaОценок пока нет
- Magnitudes Directamente ProporcionalesДокумент5 страницMagnitudes Directamente ProporcionalesLaddy Martha Rojas RománОценок пока нет
- Actividad 3 Crucigrama PDFДокумент3 страницыActividad 3 Crucigrama PDFCamila Rivera100% (1)
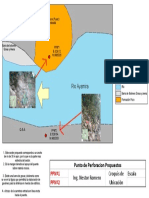
- Formacion Pozo (P-poz) Roca fracturada Rio AyamiraДокумент1 страницаFormacion Pozo (P-poz) Roca fracturada Rio AyamiraJunior Andia CarbajalОценок пока нет
- Guarda y Custodia de Las EMOДокумент5 страницGuarda y Custodia de Las EMOYoni MachadoОценок пока нет
- Guía instalación Adobe Premiere Pro CC 2018Документ11 страницGuía instalación Adobe Premiere Pro CC 2018Samuel CasallasОценок пока нет
- Gebhardt VerificacionДокумент30 страницGebhardt VerificacionDanielОценок пока нет
- Inventario Puerto Montt SPWДокумент20 страницInventario Puerto Montt SPWMaría Laura Zapata RomeroОценок пока нет
- Los siniestros de tránsito: un grave problema de salud públicaДокумент20 страницLos siniestros de tránsito: un grave problema de salud públicaJorge BurgosОценок пока нет
- SPME InmersiónДокумент9 страницSPME InmersiónAbel Jipsonx Pardo BqueОценок пока нет
- Rúbrica para Informe de Trabajo Final de Estadística DescriptivaДокумент2 страницыRúbrica para Informe de Trabajo Final de Estadística DescriptivaEsther MariaОценок пока нет
- Tractores agrícolas e implementos para la cosecha de cultivosДокумент43 страницыTractores agrícolas e implementos para la cosecha de cultivosEuler Portilla CarrascoОценок пока нет
- Planilla Tributaria y Cargas SocialesДокумент1 страницаPlanilla Tributaria y Cargas SocialesDavid MoralesОценок пока нет