Вам также может понравиться
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelОт EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelОценок пока нет
- Iron Carbon DiagramДокумент8 страницIron Carbon Diagramashok pradhanОценок пока нет
- Heat Treatment of SteelДокумент51 страницаHeat Treatment of SteelRAMA BAGAS ADITYA TM 2DОценок пока нет
- Engineering Metallurgy: Misan University-College of EngineeringДокумент26 страницEngineering Metallurgy: Misan University-College of Engineeringbone manОценок пока нет
- Iron-Carbon Phase Diagram: By: Awad Elaraby ID:052022009Документ33 страницыIron-Carbon Phase Diagram: By: Awad Elaraby ID:052022009Mahmoud RefaatОценок пока нет
- Iron Carbon DiagramДокумент10 страницIron Carbon DiagramsivakumarОценок пока нет
- Heat Treatment of MetalsДокумент18 страницHeat Treatment of MetalsalikytrnОценок пока нет
- Iron Carbon DiagramДокумент9 страницIron Carbon DiagramNagamuthu PandianОценок пока нет
- Lec 7 Fe C DiagramДокумент45 страницLec 7 Fe C DiagramAdnan MehmoodОценок пока нет
- Practical 1Документ9 страницPractical 1Sami Onur VuralОценок пока нет
- Iron Carbon Diagram (ChE Handbook)Документ21 страницаIron Carbon Diagram (ChE Handbook)Mohamed Ismail100% (1)
- Engineering Metallurgy Chapter-8 Ref: Introduction To Physical MetallurgyДокумент34 страницыEngineering Metallurgy Chapter-8 Ref: Introduction To Physical MetallurgyMD Al-AminОценок пока нет
- University of Babylon, College of Engineering, Engineering Metallurgy, Maithem H-RasheedДокумент13 страницUniversity of Babylon, College of Engineering, Engineering Metallurgy, Maithem H-RasheedAris BulaongОценок пока нет
- Materi Kuliah Heat TreatmentДокумент16 страницMateri Kuliah Heat TreatmentGama Kus RohkmatullohОценок пока нет
- 03 - Iron - Iron CarbideДокумент35 страниц03 - Iron - Iron CarbidebotobotoakbarОценок пока нет
- L8 Heat TreatmentsДокумент20 страницL8 Heat TreatmentsQIU QIUОценок пока нет
- Heat Treatment - Critical Temperatures - Transformation On Heating / CoolingДокумент23 страницыHeat Treatment - Critical Temperatures - Transformation On Heating / Coolingsamurai7_77Оценок пока нет
- The IronCarbide DiagramДокумент11 страницThe IronCarbide DiagramshajjikhalidОценок пока нет
- Chemical Engineering Material Iron-Carbon-DiagramsДокумент12 страницChemical Engineering Material Iron-Carbon-Diagramsaditya_lomteОценок пока нет
- Austenite: Iron-carbon phase diagram, showing the conditions under which austenite (γ) is stable in carbon steelДокумент4 страницыAustenite: Iron-carbon phase diagram, showing the conditions under which austenite (γ) is stable in carbon steelVysakh VasudevanОценок пока нет
- IRON CARBON Equilibrium Diagram BME 3Документ4 страницыIRON CARBON Equilibrium Diagram BME 3sahitya karaheОценок пока нет
- Iron-Iron Carbide Phase Diagram: Effect of Pressure On Allotropy of IronДокумент5 страницIron-Iron Carbide Phase Diagram: Effect of Pressure On Allotropy of IronnareshОценок пока нет
- SteelДокумент4 страницыSteelgovimanoОценок пока нет
- TTT 11Документ55 страницTTT 11MrDOTОценок пока нет
- Heat Treatment of Metals and AlloysДокумент8 страницHeat Treatment of Metals and AlloysBalveer CLОценок пока нет
- Iron Carbon DiagramДокумент23 страницыIron Carbon DiagramdeepakОценок пока нет
- FeC and TTT DiagramsДокумент12 страницFeC and TTT DiagramsMohamed El-WakilОценок пока нет
- 1 - Heat TreatmentДокумент61 страница1 - Heat TreatmentMohamed El SayadОценок пока нет
- ME 216 - Engineering Materials II: Heat Treatment (Part I)Документ15 страницME 216 - Engineering Materials II: Heat Treatment (Part I)ozanОценок пока нет
- Iron Carbon Phase DiagramДокумент7 страницIron Carbon Phase Diagrampratap biswasОценок пока нет
- The Iron-Carbon Phase DiagramДокумент16 страницThe Iron-Carbon Phase DiagramMeena SivasubramanianОценок пока нет
- TTT Phase DiagramДокумент9 страницTTT Phase Diagramhari krishnaОценок пока нет
- Publication 4 11889 199Документ9 страницPublication 4 11889 199Mulia AridhoОценок пока нет
- Iron - Carbon Phase DiagramДокумент33 страницыIron - Carbon Phase Diagramvishnu anand100% (2)
- Heat Treatment of SteelsДокумент41 страницаHeat Treatment of Steelsyaswanth1992Оценок пока нет
- TEST 1marking Guide: Mass Effect of Heat-Treatment. This Eliminates The More Costly Need To Quench-Harden With AДокумент5 страницTEST 1marking Guide: Mass Effect of Heat-Treatment. This Eliminates The More Costly Need To Quench-Harden With ARhea GaiaОценок пока нет
- Presentation On Heat TreatmentДокумент43 страницыPresentation On Heat Treatmentgosaye desalegnОценок пока нет
- Iron-Carbon Phase DiagramДокумент30 страницIron-Carbon Phase Diagramjunaid hassanОценок пока нет
- Lesson 5 - Fe-C Diagram - Rev. 0Документ11 страницLesson 5 - Fe-C Diagram - Rev. 0Arga SetyaОценок пока нет
- Ironiron CarbideequilibriumphasediagramДокумент39 страницIroniron CarbideequilibriumphasediagramSheikh UMARОценок пока нет
- Iron-Carbon Phase Diagram (SubsTech)Документ2 страницыIron-Carbon Phase Diagram (SubsTech)Aboo BackerОценок пока нет
- Theory of Heat TreatmentДокумент8 страницTheory of Heat Treatmentayie740% (1)
- Assignment Metal and MetallurlgyДокумент4 страницыAssignment Metal and MetallurlgyGURPRATAP SINGHОценок пока нет
- Unit III - Heat TreatmentДокумент62 страницыUnit III - Heat TreatmentHarsha MallaОценок пока нет
- Iron Iron-Carbide Equilibrium SystemДокумент26 страницIron Iron-Carbide Equilibrium SystemHiral HiraniОценок пока нет
- Lecture 04-CCT and TemperingДокумент17 страницLecture 04-CCT and TemperingRudy Dwi PrasetyoОценок пока нет
- Iron - Carbon Phase Diagram: Sandeep Nair CB - EN.P2MFG15018Документ30 страницIron - Carbon Phase Diagram: Sandeep Nair CB - EN.P2MFG15018prasenjitsayantan100% (1)
- 3 Iron Carbon DiaДокумент21 страница3 Iron Carbon DiaChhavi SharmaОценок пока нет
- The Iron-Iron Carbide Equilibrium DiagramДокумент15 страницThe Iron-Iron Carbide Equilibrium DiagramjhangeerОценок пока нет
- Phase Transformations: Ferrite - BCCДокумент65 страницPhase Transformations: Ferrite - BCCAhsan JunaidОценок пока нет
- Heat TreatmentДокумент56 страницHeat TreatmentAakarsh RastogiОценок пока нет
- Heat Treatment Lecture NotesДокумент24 страницыHeat Treatment Lecture Notestbmari100% (5)
- MSM GTU Study Material E-Notes Unit-5 23112020052908AMДокумент14 страницMSM GTU Study Material E-Notes Unit-5 23112020052908AMVijayОценок пока нет
- Metallury of SteelsДокумент10 страницMetallury of SteelsDalitso MwanzaОценок пока нет
- Plain Iron Carbon SteelsДокумент5 страницPlain Iron Carbon Steelsروشان فاطمة روشانОценок пока нет
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelОт EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelРейтинг: 5 из 5 звезд5/5 (4)
- A Homogeneous Cylinder Weighing 500 N Rests Against Two Smooth Planes That Form A Trough As Shown inДокумент1 страницаA Homogeneous Cylinder Weighing 500 N Rests Against Two Smooth Planes That Form A Trough As Shown inlatendra kumar srivastavОценок пока нет
- BVVGДокумент1 страницаBVVGlatendra kumar srivastavОценок пока нет
- A Homogeneous Cylinder Weighing 500 N Rests Against Two Smooth Planes That Form A Trough As Shown in FigДокумент1 страницаA Homogeneous Cylinder Weighing 500 N Rests Against Two Smooth Planes That Form A Trough As Shown in Figlatendra kumar srivastavОценок пока нет
- Free IDM Serial Keys and Crack (100% Working) - Internet Download Manager Help CenterДокумент41 страницаFree IDM Serial Keys and Crack (100% Working) - Internet Download Manager Help Centerlatendra kumar srivastav0% (1)
- Various Design Factors Under The Fatigue Failure Along With I Section Connecting Rod Shape Optimization ofДокумент1 страницаVarious Design Factors Under The Fatigue Failure Along With I Section Connecting Rod Shape Optimization oflatendra kumar srivastavОценок пока нет
- The Various Design Factors Under The Fatigue Failure Along With I Section Connecting Rod Shape Optimization ofДокумент1 страницаThe Various Design Factors Under The Fatigue Failure Along With I Section Connecting Rod Shape Optimization oflatendra kumar srivastavОценок пока нет
- Fit-Up Inspection ReportДокумент2 страницыFit-Up Inspection ReportChe Wan Aswadi100% (1)
- Making Tongs For Blacksmithing: Register For Our ClassДокумент14 страницMaking Tongs For Blacksmithing: Register For Our ClassTemesgen HenokОценок пока нет
- Salt Contamination Check ISO 8502-6Документ2 страницыSalt Contamination Check ISO 8502-6Danar Tri Yurindatama0% (1)
- A02 Inspection Certificate Voestalpine Grobblech GMBH: Detail of SupplyДокумент4 страницыA02 Inspection Certificate Voestalpine Grobblech GMBH: Detail of SupplyPeter TvardzíkОценок пока нет
- Copper WeightДокумент4 страницыCopper Weightmajid_20100% (1)
- A New Continuous Cooling Transformation Diagram For AISI M4 High-Speed Tool SteelДокумент6 страницA New Continuous Cooling Transformation Diagram For AISI M4 High-Speed Tool SteelRonald MesinaОценок пока нет
- Altair's Student Guides - CAE For Simulation of Metal FormingДокумент60 страницAltair's Student Guides - CAE For Simulation of Metal FormingKFourMetrics100% (26)
- Astm A473-99Документ5 страницAstm A473-99NadhiraОценок пока нет
- Book 2Документ39 страницBook 2VigneshОценок пока нет
- AL 29-4C Alloy: Ati Allegheny Ludlum International Sales OfficesДокумент4 страницыAL 29-4C Alloy: Ati Allegheny Ludlum International Sales OfficesMohamed ElayachiОценок пока нет
- Lincoln Strip Cladding Presentation April 2011Документ26 страницLincoln Strip Cladding Presentation April 2011Renny DevassyОценок пока нет
- Wollo University Kiot: Designinig of Bushed Pin CouplingДокумент16 страницWollo University Kiot: Designinig of Bushed Pin CouplingBirhanu AsfawОценок пока нет
- Cadmium in Silver Soldering or BrazingДокумент3 страницыCadmium in Silver Soldering or BrazingAli HashemiОценок пока нет
- Steel Designation SystemДокумент3 страницыSteel Designation SystemvalamaghamОценок пока нет
- GATEMSM CompressedДокумент13 страницGATEMSM CompressedChaitanya Kishore ChitikenaОценок пока нет
- Catalogue Eng PDFДокумент20 страницCatalogue Eng PDFjojoОценок пока нет
- Asme Section II A-2 Sa-688 Sa-688mДокумент10 страницAsme Section II A-2 Sa-688 Sa-688mAnonymous GhPzn1xОценок пока нет
- Ateco Tank Geodesic Dome Drawings For Information PDFДокумент47 страницAteco Tank Geodesic Dome Drawings For Information PDFJavierfox98100% (1)
- Patterns of Reactivity: Metals and The AirДокумент26 страницPatterns of Reactivity: Metals and The AirSindhu SanthoshОценок пока нет
- Key Technical Researches On A Waste-Heat Boiler Associated With Non-Ferrous Metal Smelting FurnaceДокумент6 страницKey Technical Researches On A Waste-Heat Boiler Associated With Non-Ferrous Metal Smelting FurnacevinayakbunОценок пока нет
- AM Industry - Steel PrequalificationДокумент63 страницыAM Industry - Steel PrequalificationAbdul RaqeebОценок пока нет
- NTS Pipes Fittings Flanges BrochureДокумент52 страницыNTS Pipes Fittings Flanges BrochureAndika JuliandahriОценок пока нет
- Wurth Abrasives PDFДокумент7 страницWurth Abrasives PDFQaiser MehmoodОценок пока нет
- Thermo-Mechanical Treatment RebarДокумент6 страницThermo-Mechanical Treatment RebarMunna Bhai100% (1)
- Material WeldingДокумент1 страницаMaterial WeldingDebashish ChatterjeeОценок пока нет
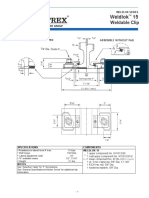
- Weldlok 15Документ2 страницыWeldlok 15cyper100% (1)
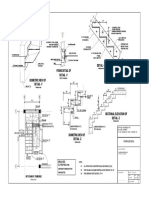
- Detail - X Detail - Y Isometric View of Fixing Detail Of: Key Plan of StaircaseДокумент1 страницаDetail - X Detail - Y Isometric View of Fixing Detail Of: Key Plan of StaircaseMuhammadWazimAkramОценок пока нет
- Introduction To Manufacturing Technology: Instructor: HAILEДокумент19 страницIntroduction To Manufacturing Technology: Instructor: HAILEhaile mehariОценок пока нет
- Westerman TableДокумент86 страницWesterman TableDipak88% (17)
- Harvester and Slasher Bars: The Legend ReturnsДокумент8 страницHarvester and Slasher Bars: The Legend Returnsmauricio1barrientos1Оценок пока нет