Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Lightolier Calculite HID Downlighting Catalog 1994Документ36 страницLightolier Calculite HID Downlighting Catalog 1994Alan MastersОценок пока нет
- The MoleДокумент3 страницыThe MoleFatema KhatunОценок пока нет
- HPSC AP Physics 2016Документ27 страницHPSC AP Physics 2016SAHIN InspireОценок пока нет
- University of Khartoum Faculty of Engineering Chemical Engineering DepartmentДокумент38 страницUniversity of Khartoum Faculty of Engineering Chemical Engineering DepartmentAsila AhmedОценок пока нет
- Vector AnalysisДокумент77 страницVector Analysisalenair888100% (1)
- Day 3Документ9 страницDay 3Vanjared OcampoОценок пока нет
- European Standard Norme Européenne Europäische NormДокумент17 страницEuropean Standard Norme Européenne Europäische NormTyler KirbyОценок пока нет
- SCORE300 - Phase II Test Series 2024 - T02 (Code A) - QuestionДокумент13 страницSCORE300 - Phase II Test Series 2024 - T02 (Code A) - Questionudhav malpaniОценок пока нет
- Experiment No:7, Verification of Coulomb's Law Using Coulomb BalanceДокумент5 страницExperiment No:7, Verification of Coulomb's Law Using Coulomb BalanceDebdoot GhoshОценок пока нет
- 6 ElectrochemistryДокумент20 страниц6 ElectrochemistryahlonggОценок пока нет
- ClayMineralogy SivakuganДокумент31 страницаClayMineralogy SivakuganMath ManiaОценок пока нет
- Friction PDFДокумент14 страницFriction PDFfujiОценок пока нет
- P1M6100 Drilling Design ManualДокумент230 страницP1M6100 Drilling Design Manualsaeed65100% (1)
- MATH 181-Oblique Triangles and Vectors (11) Term 0306Документ16 страницMATH 181-Oblique Triangles and Vectors (11) Term 0306SharmaineTaguitagOmliОценок пока нет
- Intramolecular Forces and Intermolecular ForcesДокумент12 страницIntramolecular Forces and Intermolecular ForcesDuyen Nguyen100% (1)
- ME6601 QbsdfwsdfsДокумент8 страницME6601 QbsdfwsdfsvivekzzОценок пока нет
- Igbt BasicsДокумент16 страницIgbt BasicsRahul SoniОценок пока нет
- Chemical Bonding and Molecular Structure - Recommended MCQsДокумент23 страницыChemical Bonding and Molecular Structure - Recommended MCQsAvijeet NaiyaОценок пока нет
- Chapter 1Документ13 страницChapter 1Daniel ParkerОценок пока нет
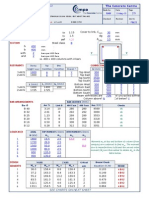
- TCC53 Column DesignДокумент18 страницTCC53 Column DesignVasileios Manginas100% (3)
- ME 267: Advanced Thermodynamics I: Thermodynamic RelationsДокумент73 страницыME 267: Advanced Thermodynamics I: Thermodynamic Relationsluzviminda ramosОценок пока нет
- The Properties of MineralsДокумент1 страницаThe Properties of MineralsNehaОценок пока нет
- Wire Calculations in Helical Undergoing: Stress Strands BendingДокумент8 страницWire Calculations in Helical Undergoing: Stress Strands BendingHoàng LongОценок пока нет
- CBSE Model QP Class XIДокумент4 страницыCBSE Model QP Class XIroythomascОценок пока нет
- Wood in Fire AOFST - 1-380Документ6 страницWood in Fire AOFST - 1-380Sun RuiОценок пока нет
- Ilya Prigogine - Creativity in Art and Nature PDFДокумент4 страницыIlya Prigogine - Creativity in Art and Nature PDFameliaОценок пока нет