Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Invoice-1Документ2 страницыInvoice-1atipriya choudharyОценок пока нет
- Emailing Prime - Brochure - DigitalДокумент32 страницыEmailing Prime - Brochure - DigitalCASA VALLIОценок пока нет
- The Study of Challenges Faced by Paper IndustryДокумент92 страницыThe Study of Challenges Faced by Paper IndustryPrachi 21Оценок пока нет
- Urban Issues: Rio Case StudyДокумент4 страницыUrban Issues: Rio Case Studyxbox pro hiОценок пока нет
- Harmony Radio, R2.8: Order Codes ReferenceДокумент51 страницаHarmony Radio, R2.8: Order Codes ReferenceRalaivao Solofohery Dieu-donnéОценок пока нет
- Daily Activities List - TCF3 (Safety Aramco) : Work Description Date LocationДокумент2 страницыDaily Activities List - TCF3 (Safety Aramco) : Work Description Date LocationSheri DiĺlОценок пока нет
- Fashion Law - Trademark ParodyДокумент12 страницFashion Law - Trademark ParodyArinta PratiwiОценок пока нет
- TUF-2000M User Manual PDFДокумент56 страницTUF-2000M User Manual PDFreinaldoОценок пока нет
- Vol 17 No 3 and No 4 Fort Laramie and The Sioux War of 1876Документ19 страницVol 17 No 3 and No 4 Fort Laramie and The Sioux War of 1876Лазар СрећковићОценок пока нет
- Woman Magazine Who Was Changing Jobs To Be The Editor Of: Family Circle AdweekДокумент11 страницWoman Magazine Who Was Changing Jobs To Be The Editor Of: Family Circle AdweekManish RanaОценок пока нет
- Aling MODEДокумент29 страницAling MODEBojan PetronijevicОценок пока нет
- Chapter 9 CompensationДокумент24 страницыChapter 9 CompensationSophie CheungОценок пока нет
- Robert Plank's Super SixДокумент35 страницRobert Plank's Super SixkoyworkzОценок пока нет
- ACCA P5 GTG Question Bank - 2011Документ180 страницACCA P5 GTG Question Bank - 2011raqifiluz86% (22)
- Media DRIVEON Vol25 No2Документ21 страницаMedia DRIVEON Vol25 No2Nagenthara PoobathyОценок пока нет
- 5 Axis Lesson 2 PDFДокумент36 страниц5 Axis Lesson 2 PDFPC ArmandoОценок пока нет
- Thermo King CG 2000Документ155 страницThermo King CG 2000Connie TaibaОценок пока нет
- HYD CCU: TICKET - ConfirmedДокумент2 страницыHYD CCU: TICKET - ConfirmedRahul ValapadasuОценок пока нет
- National School Building Inventory (NSBI) Encoding For SY 2021-2022Документ31 страницаNational School Building Inventory (NSBI) Encoding For SY 2021-2022Renato Rivera100% (1)
- ALP Final Test KeyДокумент3 страницыALP Final Test KeyPetro Nela50% (2)
- Retail Scenario in IndiaДокумент10 страницRetail Scenario in IndiaSeemaNegiОценок пока нет
- T BeamДокумент17 страницT BeamManojОценок пока нет
- Catalog Electrical Products en - 339 - 1Документ20 страницCatalog Electrical Products en - 339 - 1H 8CОценок пока нет
- Questionnaire On EthnocentrismДокумент14 страницQuestionnaire On Ethnocentrismkalpa vrikshaОценок пока нет
- VLLAR2019Документ81 страницаVLLAR2019Christian MallorcaОценок пока нет
- ZPPF ChallanДокумент1 страницаZPPF ChallanGunasekhar ReddyОценок пока нет
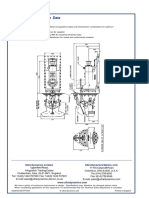
- Ultrajet 376 Installation Data: Ultra Dynamics Marine, LCC Ultra Dynamics LimitedДокумент2 страницыUltrajet 376 Installation Data: Ultra Dynamics Marine, LCC Ultra Dynamics LimitedhaujesОценок пока нет
- Bp344 RampДокумент29 страницBp344 RampmaeОценок пока нет
- Lesson Worksheet: 6.1A MeanДокумент7 страницLesson Worksheet: 6.1A Meanwaiman fuОценок пока нет
- Essays From Previous Years For HseeДокумент2 страницыEssays From Previous Years For HseeGagan TottempudiОценок пока нет