Вам также может понравиться
- Problems On GyrocopeДокумент1 страницаProblems On GyrocopeSachi DhanandamОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Mechanical Behaviour of Materials Questions PART 1Документ3 страницыMechanical Behaviour of Materials Questions PART 1Sachi Dhanandam100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Mechanical Behaviour of Materials PDFДокумент6 страницMechanical Behaviour of Materials PDFSachi DhanandamОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- TMD, Flywheel ProblemsДокумент2 страницыTMD, Flywheel ProblemsSachi DhanandamОценок пока нет
- Mechanical Behaviour of Materials Model Question Paper PDFДокумент2 страницыMechanical Behaviour of Materials Model Question Paper PDFSachi Dhanandam100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Friction 2 Marks and Important ProblemsДокумент2 страницыFriction 2 Marks and Important ProblemsSachi DhanandamОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- List of Proposed Experiments For Simulation Lab Updated-30th SepДокумент4 страницыList of Proposed Experiments For Simulation Lab Updated-30th SepSachi DhanandamОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- EG Week 12 (1) (Autosaved)Документ36 страницEG Week 12 (1) (Autosaved)Sachi DhanandamОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Mechanical Behaviour and Testing of MaterialsДокумент5 страницMechanical Behaviour and Testing of MaterialsSachi DhanandamОценок пока нет
- TRB PT2017 Tentative Answer KeyДокумент26 страницTRB PT2017 Tentative Answer KeySachi DhanandamОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Break Even AnalysisДокумент20 страницBreak Even AnalysisSachi DhanandamОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Sciencedirect: Friction Stir Welded Butt Joints of Aa2024 T3 and Aa7075 T6 Aluminum AlloysДокумент5 страницSciencedirect: Friction Stir Welded Butt Joints of Aa2024 T3 and Aa7075 T6 Aluminum AlloysSachi DhanandamОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Fitting Workshop Manual2014Документ35 страницFitting Workshop Manual2014Sachi DhanandamОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Projection of SolidsДокумент58 страницProjection of SolidsSachi DhanandamОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Ug Table 2017Документ2 страницыUg Table 2017Sachi DhanandamОценок пока нет
- Production or Working DrawingsДокумент18 страницProduction or Working DrawingsSachi DhanandamОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- 15ME101 Model Exam QP BMEДокумент2 страницы15ME101 Model Exam QP BMESachi DhanandamОценок пока нет
- Week 1: Introduction To Engineering Graphics and Drafting ToolДокумент55 страницWeek 1: Introduction To Engineering Graphics and Drafting ToolSachi DhanandamОценок пока нет
- SRM University Department of Mechanical EngineeringДокумент2 страницыSRM University Department of Mechanical EngineeringSachi DhanandamОценок пока нет
- Format For Stock Verification ReportДокумент2 страницыFormat For Stock Verification ReportSachi DhanandamОценок пока нет
- Process Planninng CompensatoryДокумент3 страницыProcess Planninng CompensatorySachi DhanandamОценок пока нет
- Me1036 Dts Tutorial Note BookДокумент176 страницMe1036 Dts Tutorial Note BookSachi DhanandamОценок пока нет
- Prof. John Banhart Resume-FoamsДокумент2 страницыProf. John Banhart Resume-FoamsSachi DhanandamОценок пока нет
- Workshop: Brooklynn Innovative Research & DevelopmentДокумент1 страницаWorkshop: Brooklynn Innovative Research & DevelopmentSachi DhanandamОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- SRM University Faculty of Engineering and Technology Compensatory Courses For Even Semester 2015 - 2016 List of Registered Students (Ug & PG)Документ6 страницSRM University Faculty of Engineering and Technology Compensatory Courses For Even Semester 2015 - 2016 List of Registered Students (Ug & PG)Sachi DhanandamОценок пока нет
- Cad SyllabusДокумент5 страницCad SyllabusSachi DhanandamОценок пока нет
- Cost SequenceДокумент6 страницCost SequenceCharanjeet SinghОценок пока нет
- International Journal of Machine Tools & Manufacture: Marcelo Mendes de Aguiar, Anselmo Eduardo Diniz, Robson PederivaДокумент10 страницInternational Journal of Machine Tools & Manufacture: Marcelo Mendes de Aguiar, Anselmo Eduardo Diniz, Robson PederivaCaio CruzОценок пока нет
- X ( J / ËEÚŒ ( EÚ - EÚ Æ ( Æ "I HДокумент8 страницX ( J / ËEÚŒ ( EÚ - EÚ Æ ( Æ "I HTuna garadaОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Proficiency Test For Turning Center Programming and OperationДокумент8 страницProficiency Test For Turning Center Programming and OperationZafer KurtОценок пока нет
- CIRP Annals - Manufacturing Technology: J. Hesselbach (2), H.-W. Hoffmeister, B.-C. Schuller, K. LoeisДокумент4 страницыCIRP Annals - Manufacturing Technology: J. Hesselbach (2), H.-W. Hoffmeister, B.-C. Schuller, K. LoeisKunal SharmaОценок пока нет
- Add Info B-63874en 11Документ42 страницыAdd Info B-63874en 11HA HIEN CNCОценок пока нет
- Adaptive Control SystemsДокумент23 страницыAdaptive Control SystemsPraveen VundrajavarapuОценок пока нет
- New Developments in Gear HobbingДокумент8 страницNew Developments in Gear HobbingpongerkeОценок пока нет
- Theory of Metal Cutting For 2022 GATE ESE PSUs by S K MondalДокумент82 страницыTheory of Metal Cutting For 2022 GATE ESE PSUs by S K MondalNabin MukherjeeОценок пока нет
- Tooling Guide GBДокумент28 страницTooling Guide GBGábor BíróОценок пока нет
- Laser Cutting Process Are ViewДокумент6 страницLaser Cutting Process Are ViewЕнот ЕнотовичОценок пока нет
- Using Virtual Manufacturing Simulation in 3D Cutting Forces PredictionДокумент4 страницыUsing Virtual Manufacturing Simulation in 3D Cutting Forces Predictionravi tejaОценок пока нет
- Hard Turning of Hot Work Tool Steel (Dac10)Документ38 страницHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelОценок пока нет
- Virtual MachineДокумент31 страницаVirtual MachineasifОценок пока нет
- Analysis On Surface RoughnessДокумент11 страницAnalysis On Surface RoughnessManoj Kumar SОценок пока нет
- Maho MH 600 e enДокумент8 страницMaho MH 600 e enDragan PanovicОценок пока нет
- C8 - MillingДокумент16 страницC8 - MillingHans PinonОценок пока нет
- Ultrasonic Vibration Assisted Turning of 304 Austenitic Stainless SteelДокумент20 страницUltrasonic Vibration Assisted Turning of 304 Austenitic Stainless SteelBùi Anh Tuấn - CĐ Lý Tự Trọng TP. HCMОценок пока нет
- Mitsu 14 Technical DataДокумент52 страницыMitsu 14 Technical DataRajesh Mishra100% (1)
- Machine Tools Design and Numerical Control by M. K. Mehta PDFДокумент560 страницMachine Tools Design and Numerical Control by M. K. Mehta PDFPranav Thorat100% (3)
- Electraply - The Wooden Electric Bicycle. Part Two: Construction BookДокумент56 страницElectraply - The Wooden Electric Bicycle. Part Two: Construction BookEvie Bee100% (2)
- Trib Ology Engineering I To 13 PDFДокумент249 страницTrib Ology Engineering I To 13 PDFoperationmanagerОценок пока нет
- Extec Turbo (Wheeled) Manual enДокумент39 страницExtec Turbo (Wheeled) Manual enadasrafalskiОценок пока нет
- (Ye-Tt) Threading Tools PDFДокумент176 страниц(Ye-Tt) Threading Tools PDFRasatja YongskulroteОценок пока нет
- Machine Tools - 1st MID - 3rd B.tech (2009)Документ2 страницыMachine Tools - 1st MID - 3rd B.tech (2009)micmechОценок пока нет
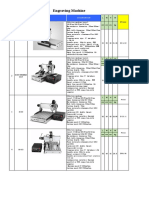
- CNC-engraving Machine - Unit PriceДокумент2 страницыCNC-engraving Machine - Unit PriceШеф ОтрисовкаОценок пока нет
- Pereira 2016Документ36 страницPereira 2016WILMER LLMUTASIGОценок пока нет
- Material Removal Analysis For Compliant Polishing Tool Using Adaptive Meshing Technique and Archard Wear ModelДокумент20 страницMaterial Removal Analysis For Compliant Polishing Tool Using Adaptive Meshing Technique and Archard Wear ModelVinayak ImadiОценок пока нет
- M CodesДокумент23 страницыM CodesHebert JosuetОценок пока нет
- Enerpac HTM100: Operation & Maintenance ManualДокумент25 страницEnerpac HTM100: Operation & Maintenance ManualMohammed Al-BayatiОценок пока нет