Вам также может понравиться
- EsmeriladoДокумент48 страницEsmeriladoMatiasОценок пока нет
- Guía de BandasДокумент12 страницGuía de Bandaslord_helix_hell666Оценок пока нет
- HT 9.2 - Convección Forzada InternaДокумент1 страницаHT 9.2 - Convección Forzada InternaDiegoChonilloОценок пока нет
- Diseño de Ejes Con Carga EstaticaДокумент3 страницыDiseño de Ejes Con Carga EstaticaRodrigo FloresОценок пока нет
- Proceso de EstiradoДокумент7 страницProceso de Estiradoisabelopz100% (2)
- Ejerciciario de LevasДокумент2 страницыEjerciciario de LevasCuauhtemoc Mazon ValadezОценок пока нет
- Repulsado Por EstiramientoДокумент14 страницRepulsado Por EstiramientoDaniel Eduardo Melo RodriguezОценок пока нет
- Diseño Mecánico II - Tema Seleccion de Rodamientos y LubricacionДокумент24 страницыDiseño Mecánico II - Tema Seleccion de Rodamientos y LubricacionAbel J. CastilloОценок пока нет
- Tornillos de Potencia Clase 2012Документ22 страницыTornillos de Potencia Clase 2012Daniel Sanchez Peredia100% (1)
- Generalidades en EngranajesДокумент78 страницGeneralidades en EngranajesJorge LondoñoОценок пока нет
- Tareas Actividad Asincrónica 2.Документ4 страницыTareas Actividad Asincrónica 2.Erick SolisОценок пока нет
- Como Hacer Un Engranaje RectoДокумент2 страницыComo Hacer Un Engranaje RectoMelisa PaucarОценок пока нет
- Columnas CopiarДокумент19 страницColumnas CopiarJorge FloresОценок пока нет
- Ensayo Tecnológico Destructivo y No DestructivoДокумент13 страницEnsayo Tecnológico Destructivo y No DestructivoRogers RogОценок пока нет
- Mapa MentalДокумент1 страницаMapa Mentalsistemaelectrico0% (1)
- Trabajo Mecanismo LimadoraДокумент9 страницTrabajo Mecanismo LimadoraMarlon Jahir OsorioОценок пока нет
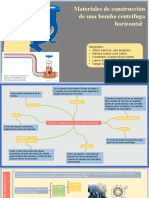
- Materialesde Construccion de Algunas Partes de Bomba Centrifuga HorizontalДокумент6 страницMaterialesde Construccion de Algunas Partes de Bomba Centrifuga HorizontalAlejandro Vargas GonzalezОценок пока нет
- Clase-Semana N°2-Resistencia DmaterialesДокумент19 страницClase-Semana N°2-Resistencia Dmaterialeskarl popper2100% (1)
- La LimadoraДокумент5 страницLa LimadoraWilliam Alejandro Escalona AriasОценок пока нет
- Roswill Ali, Mecanismos de Transferencia de CalorДокумент2 страницыRoswill Ali, Mecanismos de Transferencia de CalorMargreyОценок пока нет
- Fuerzas Ejercidas Por Un Engranaje A Un Eje PDFДокумент9 страницFuerzas Ejercidas Por Un Engranaje A Un Eje PDFAna Karina CupeiroОценок пока нет
- Esfuerzo BiaxialДокумент3 страницыEsfuerzo BiaxialEmmanuel Corona100% (1)
- Diseño de LevasДокумент22 страницыDiseño de LevasNacho GarroneОценок пока нет
- Produccion de Energia Neumatica PDFДокумент64 страницыProduccion de Energia Neumatica PDFRamon Cobos GuerreroОценок пока нет
- Rectificado de BrocasДокумент20 страницRectificado de BrocasOrlando ParraОценок пока нет
- Mecanismos ArticuladosДокумент8 страницMecanismos ArticuladosMayelanie MendietaОценок пока нет
- Ensayo Sistemas de Transmision FlexibleДокумент43 страницыEnsayo Sistemas de Transmision Flexibleesteban rodriguezОценок пока нет
- Kloomok MuffleyДокумент17 страницKloomok MuffleyluisОценок пока нет
- Clasificación y Selección de TurbomáquinasДокумент7 страницClasificación y Selección de TurbomáquinasJesus CastilloОценок пока нет
- Tipos de FresadorasДокумент17 страницTipos de FresadorasEberto LeonesОценок пока нет
- CUESTIONARIOДокумент4 страницыCUESTIONARIOAldo GuerraОценок пока нет
- LimadoraДокумент9 страницLimadoragastonmz82Оценок пока нет
- Ejercicios Unidad 1Документ9 страницEjercicios Unidad 1Aldair MartinezОценок пока нет
- Respuesta de Un Sistema A Entrada SinusoidalДокумент9 страницRespuesta de Un Sistema A Entrada SinusoidalsamgstormОценок пока нет
- Cepillo MecánicoДокумент3 страницыCepillo MecánicoClaudia Ivette Vega PeralesОценок пока нет
- Dinámica Del Cuerpo Rígido IДокумент115 страницDinámica Del Cuerpo Rígido IJesus Chancatuma Huamán100% (1)
- Consulta de FresasДокумент15 страницConsulta de FresasJael RuizОценок пока нет
- 1.1.esfuerzo Por Carga Axial y Cortante Ramirez Perez Jorge IsraelДокумент5 страниц1.1.esfuerzo Por Carga Axial y Cortante Ramirez Perez Jorge IsraelTroskr Gallegos0% (1)
- ResisДокумент5 страницResisjaviОценок пока нет
- Diagrama Esfuerzo de Fatiga Número de CiclosДокумент3 страницыDiagrama Esfuerzo de Fatiga Número de CiclosMisael Vázquez PérezОценок пока нет
- Correas, Cadenas y Cables de TransmisiónДокумент40 страницCorreas, Cadenas y Cables de Transmisióncarlosj70Оценок пока нет
- Practica Con La Maquina UniversalДокумент10 страницPractica Con La Maquina UniversalEmilio Mock OlivasОценок пока нет
- Ensayos de Un Transformador RuralДокумент10 страницEnsayos de Un Transformador Ruralgacm98Оценок пока нет
- Ejercicios de Vida Util de Cojinetes y CorrociónДокумент4 страницыEjercicios de Vida Util de Cojinetes y CorrociónKennethОценок пока нет
- TRABAJO Cojinetes de DeslizamientoДокумент15 страницTRABAJO Cojinetes de DeslizamientoZurizaday LinaresОценок пока нет
- Ensayo de Velocidad CriticaДокумент4 страницыEnsayo de Velocidad CriticaManuel Andres Ortega AcostaОценок пока нет
- 10-Cepilladora Parte 2Документ23 страницы10-Cepilladora Parte 2Josue AvilaОценок пока нет
- Libro-Seguridad en El Proceso SmawДокумент6 страницLibro-Seguridad en El Proceso SmawCristian SanchezОценок пока нет
- Sintesis de MecanismosДокумент29 страницSintesis de MecanismosFelipe Andrés Cuevas EchegoyenОценок пока нет
- Circuitos Hidraulicos y Neumaticos Realizados Durante Un SemestreДокумент45 страницCircuitos Hidraulicos y Neumaticos Realizados Durante Un SemestreCardenas LuisОценок пока нет
- Tipos de Bandas o CorreasДокумент4 страницыTipos de Bandas o CorreasDani GonzálezОценок пока нет
- Resis 1Документ6 страницResis 1Joseph BailonОценок пока нет
- 1º Tevaluación Máquinas Hidráulicas PDFДокумент2 страницы1º Tevaluación Máquinas Hidráulicas PDFjose luis andradeОценок пока нет
- ENVEJECIMIENTOДокумент21 страницаENVEJECIMIENTOClaudia DávilaОценок пока нет
- Presión Absoluta y RelativaДокумент9 страницPresión Absoluta y RelativaSadit Yuliza Pari MamaniОценок пока нет
- Expo de Tensión y CompresiónДокумент36 страницExpo de Tensión y CompresiónVidal Alcca ZambranoОценок пока нет
- Ensayo de TraccionДокумент28 страницEnsayo de TracciongatovaОценок пока нет
- Ensayo de TensionДокумент28 страницEnsayo de TensionArmando Martinez Cisneros100% (1)
- Ensayo de TraccionДокумент28 страницEnsayo de TraccionMery Yuliana Martínez GamboaОценок пока нет
- Opciones Tecnologicas de Saneamiento para El Ambito Rural - Final PDFДокумент189 страницOpciones Tecnologicas de Saneamiento para El Ambito Rural - Final PDFNefi James CastañedaОценок пока нет
- Calculo de Estructuras de Puentes de Hormigon-Avelino SamartinДокумент383 страницыCalculo de Estructuras de Puentes de Hormigon-Avelino SamartinMarco Antonio Olivera MedinaОценок пока нет
- Norma E030 ModificadaДокумент32 страницыNorma E030 ModificadaGabriela Cunia Pérez100% (1)
- Curso SAP 2000Документ140 страницCurso SAP 2000OMAR ANG94% (17)
- Proyecto de Diseño Fluido Dinámico de Una Turbina Hidráulica Tipo PeltonДокумент53 страницыProyecto de Diseño Fluido Dinámico de Una Turbina Hidráulica Tipo PeltonEdgard Rojas0% (1)
- Clase 8 TurbomaquinariaДокумент46 страницClase 8 Turbomaquinariafrank_711Оценок пока нет
- Materiales para Herramientas de CorteДокумент37 страницMateriales para Herramientas de CorteBacilio MartinezОценок пока нет
- LaminacionДокумент91 страницаLaminacionEdgard RojasОценок пока нет
- Fluidos II Proyecto de CicloДокумент42 страницыFluidos II Proyecto de CicloEdgard RojasОценок пока нет
- Informe Final FluidosДокумент35 страницInforme Final FluidosEdgard RojasОценок пока нет
- Análisis de en Placa CircularДокумент8 страницAnálisis de en Placa CircularEdgard RojasОценок пока нет
- Quiroz Capristan, GustavoДокумент10 страницQuiroz Capristan, GustavoEdgard RojasОценок пока нет
- Problema 7.14 Mabie - Sifuentes Cabanillas Carlo EloyДокумент1 страницаProblema 7.14 Mabie - Sifuentes Cabanillas Carlo EloyEdgard RojasОценок пока нет
- Hidrodinamica GlosarioДокумент3 страницыHidrodinamica GlosarioJOSE JESUS MARTINEZ ACOSTAОценок пока нет
- Practica Opencv 04Документ6 страницPractica Opencv 04Edwing Maquera FloresОценок пока нет
- Transmisor FMДокумент17 страницTransmisor FMHernan QuilaliОценок пока нет
- 3 - Teoria 3 + TP3Документ10 страниц3 - Teoria 3 + TP3Jazmin MargueritteОценок пока нет
- Ing de TransporteДокумент9 страницIng de TransporteE.Richard Quispe MamaniОценок пока нет
- EstratificacionДокумент9 страницEstratificacionBrayan Pandal SaenzОценок пока нет
- d.2. Cálculo de Trasvase - ReformuladoДокумент9 страницd.2. Cálculo de Trasvase - ReformuladoLUIS_LIENDOОценок пока нет
- Agenda Semana 4 Planificaion 31 Mayo Hasta 04 de JunioДокумент4 страницыAgenda Semana 4 Planificaion 31 Mayo Hasta 04 de JunioStefania Elizabeth Baque BorborОценок пока нет
- Cuestionario: El Tamaño y La Resistencia de Los Tubulares Que Los Arietes Pueden CizallarДокумент9 страницCuestionario: El Tamaño y La Resistencia de Los Tubulares Que Los Arietes Pueden CizallarVictoria Ramos100% (1)
- Module 9 Pillar GridingДокумент4 страницыModule 9 Pillar GridingEdgar A Villegas AОценок пока нет
- Examen Parcial Grupo BДокумент2 страницыExamen Parcial Grupo BEspiritu Espiritu HiberОценок пока нет
- FQ GNo Rep2 EQ 4.Документ7 страницFQ GNo Rep2 EQ 4.jose ramonОценок пока нет
- Ethical Hacking 4Документ3 страницыEthical Hacking 4jefesecc Ip y RedesОценок пока нет
- TEMA 1 ARITMÉTICA NIVEL AVANZADO Radicales IДокумент3 страницыTEMA 1 ARITMÉTICA NIVEL AVANZADO Radicales IJorge Luis Huaman TelloОценок пока нет
- Longitud de Arco Actividad IndustrialДокумент5 страницLongitud de Arco Actividad IndustrialGiil Barajas ReyesОценок пока нет
- Análisis de Datos de Fallas. Curso Tutorial. M 16.DRSMДокумент335 страницAnálisis de Datos de Fallas. Curso Tutorial. M 16.DRSMLuis Alfonso Vizcaya SebastianiОценок пока нет
- Guglielmone Et Al. Verificación de Métodos en Un Laboratorio Acreditado y Planificación Del Control InternoДокумент15 страницGuglielmone Et Al. Verificación de Métodos en Un Laboratorio Acreditado y Planificación Del Control InternoNadia BuenoОценок пока нет
- CAPITULO 1 Introduccion BensonДокумент13 страницCAPITULO 1 Introduccion BensonBrenda OrtizОценок пока нет
- Manual Averias Junkers Salida de Gases TermostatosДокумент58 страницManual Averias Junkers Salida de Gases TermostatosPepe Papo100% (1)
- 5 Definiciones de EstadisticaДокумент50 страниц5 Definiciones de EstadisticaYovany Galindo Estevez85% (20)
- Ejercicios de EstadisticaДокумент12 страницEjercicios de EstadisticaESTRELLA LAUCATAОценок пока нет
- SedimentologiaДокумент11 страницSedimentologiaMARIA MERCEDES OJEDA MUNOZОценок пока нет
- RM - 1º, EdsonДокумент21 страницаRM - 1º, EdsonHector AdcoОценок пока нет
- Pozos de Alivio.Документ21 страницаPozos de Alivio.jorgeОценок пока нет
- Apuntes - de - Obras - Hidraulica 003Документ23 страницыApuntes - de - Obras - Hidraulica 003sergio enriquezОценок пока нет
- Procesos de UniónДокумент18 страницProcesos de Uniónslt192115Оценок пока нет
- Comportamiento de Rocas en TaludesДокумент29 страницComportamiento de Rocas en TaludesninoronaldОценок пока нет
- 16Документ8 страниц16carlosronquillo75% (4)
- Protocolo Individual de La Unidad 1 TGSДокумент4 страницыProtocolo Individual de La Unidad 1 TGSJuan Camilo Hoyos SolisОценок пока нет
- Fundamentos de La Radiacion TermicaДокумент9 страницFundamentos de La Radiacion TermicaQUETZALLI CRISTINA ROJAS CAMELOОценок пока нет