Вам также может понравиться
- A182a182m PDFДокумент17 страницA182a182m PDFIng. Adolfo GarciaОценок пока нет
- Process Industry Practices Working in Harmony Improving Capital and Maintenance EfficiencyДокумент40 страницProcess Industry Practices Working in Harmony Improving Capital and Maintenance Efficiencysunilas218408Оценок пока нет
- Article On Temper Bead WeldingДокумент54 страницыArticle On Temper Bead WeldingidontlikeebooksОценок пока нет
- FOR Construction: Specifications For Identification of Piping MaterialДокумент12 страницFOR Construction: Specifications For Identification of Piping MaterialajmainОценок пока нет
- Technical Specification For Supply of Valves Table - 1: Manuf'S OfferДокумент11 страницTechnical Specification For Supply of Valves Table - 1: Manuf'S OfferRadhakrishnan Sreerekha100% (1)
- About The CourseДокумент2 страницыAbout The Coursemayur_lanjewar0% (1)
- Zuudee BYD Titanium Subsea PipelineДокумент51 страницаZuudee BYD Titanium Subsea PipelineZhu Daniel100% (1)
- The Critical Path of and Oil and Gas ProjectДокумент3 страницыThe Critical Path of and Oil and Gas ProjectHervéОценок пока нет
- Metals, Test Methods and Analytical ProceduresДокумент1 страницаMetals, Test Methods and Analytical ProceduresSARATH KRISHNAKUMARОценок пока нет
- Swagelok Fitting PDFДокумент16 страницSwagelok Fitting PDFmattuiffОценок пока нет
- EIL - Specification Sheet123Документ1 страницаEIL - Specification Sheet123Dinesh ChouguleОценок пока нет
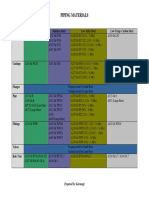
- Piping MaterialsДокумент1 страницаPiping Materialslibid_rajОценок пока нет
- Brochure Roll Bonded Clad Plates EДокумент36 страницBrochure Roll Bonded Clad Plates EAries MarteОценок пока нет
- Dots in ASME B36.10 Under Schedule TableДокумент5 страницDots in ASME B36.10 Under Schedule TableIbrahim BashaОценок пока нет
- Type of Drgs and IDC Draft 4-6-19Документ31 страницаType of Drgs and IDC Draft 4-6-19Zahoor AhmedОценок пока нет
- Piping Design Training - Piping Codes and Standards - OilandgasclubДокумент4 страницыPiping Design Training - Piping Codes and Standards - Oilandgasclubchandramohan murugan100% (2)
- Special Piping Materials Brochure PDFДокумент9 страницSpecial Piping Materials Brochure PDFshankarmech04@gmail.comОценок пока нет
- Overview Part 1 PDFДокумент65 страницOverview Part 1 PDFKim NamjoonОценок пока нет
- Pipe & Pipe FittingsДокумент10 страницPipe & Pipe FittingsSalim BakhshОценок пока нет
- 2.3 Piping Systems PDFДокумент96 страниц2.3 Piping Systems PDFbogdan_chivulescu100% (2)
- CSPC Case Study FSIДокумент2 страницыCSPC Case Study FSICKLin888Оценок пока нет
- P1064-00-M05-126-R1-Plug ValveДокумент7 страницP1064-00-M05-126-R1-Plug ValveNarayana MugalurОценок пока нет
- Matrix Schedule Wps Bekapai - 3 Project: DescriptionДокумент3 страницыMatrix Schedule Wps Bekapai - 3 Project: DescriptionFerdie OSОценок пока нет
- Material Comparison For Piping MaterialsДокумент1 страницаMaterial Comparison For Piping Materialskrishna_pipingОценок пока нет
- ASTM Grades in PipingДокумент1 страницаASTM Grades in PipingRajkumar AОценок пока нет
- PVE Equipment Layout PresentationДокумент84 страницыPVE Equipment Layout PresentationNguyen Quang NghiaОценок пока нет
- PL Re 401 - 00Документ5 страницPL Re 401 - 00SinaОценок пока нет
- Piping MaterialДокумент8 страницPiping Materialnitin_birОценок пока нет
- Piping Line List: Ventech Engineers, Inc. Pasadena, Texas, P.O.Box 4261Документ3 страницыPiping Line List: Ventech Engineers, Inc. Pasadena, Texas, P.O.Box 4261samer8saifОценок пока нет
- 1 PipelineДокумент69 страниц1 PipelineEhab MohammedОценок пока нет
- BL Responsibilities TemplateДокумент3 страницыBL Responsibilities TemplateAbdul MalikОценок пока нет
- Sharing Session Piping Material - Flame ArrestorДокумент18 страницSharing Session Piping Material - Flame ArrestorDinda Putri AmaliaОценок пока нет
- D7029 - Inspection Release Note FormatДокумент2 страницыD7029 - Inspection Release Note Formatnisha_khanОценок пока нет
- Piping Quiz AnsДокумент13 страницPiping Quiz Anssairam2234100% (1)
- Basic IsogenДокумент25 страницBasic Isogenbastonspestalode100% (1)
- Buried Pipes and Fittings Painting SpecДокумент5 страницBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- PipingДокумент4 страницыPipingramthecharm_46098467Оценок пока нет
- Crack Arrestability of High-Pressure Gas Pipelines by x100 or x120Документ16 страницCrack Arrestability of High-Pressure Gas Pipelines by x100 or x120Rifani ImamОценок пока нет
- PipingДокумент11 страницPipingAshley JacksonОценок пока нет
- Function of Piping Component: Steam Trap and Drain TrapДокумент23 страницыFunction of Piping Component: Steam Trap and Drain TrapMallela Sampath KumarОценок пока нет
- The Impact of Component Material Selection On Pump ReliabilityДокумент7 страницThe Impact of Component Material Selection On Pump ReliabilityAhmed Ibrahim Ahmed EissaОценок пока нет
- PDMS Vs SmartPlantДокумент24 страницыPDMS Vs SmartPlantrmm99rmm990% (1)
- Piping Specification SheetДокумент63 страницыPiping Specification SheetNilesh Gohel100% (1)
- Volksbolts Additional Options Stainless S Visit Our Home About Technical & FAQ How To Buy & Contact Terms & Conditions of Sale LinksДокумент12 страницVolksbolts Additional Options Stainless S Visit Our Home About Technical & FAQ How To Buy & Contact Terms & Conditions of Sale LinksAllan EscobarОценок пока нет
- Piping Fundamentals - For Fresher Engineers: Piping System - What Is That?Документ29 страницPiping Fundamentals - For Fresher Engineers: Piping System - What Is That?Venkatesan Arunachalam100% (1)
- Day 6 Welding Process, Electrode - FCAW, GTAW & SAWДокумент65 страницDay 6 Welding Process, Electrode - FCAW, GTAW & SAWRohit Kamble100% (1)
- Corrosion and Degradation of MaterialsДокумент22 страницыCorrosion and Degradation of MaterialsSiddharth Patel100% (1)
- Universal Y StrainerДокумент2 страницыUniversal Y Strainerabdi zakiОценок пока нет
- Procurement of Piping SP Item PDFДокумент1 страницаProcurement of Piping SP Item PDFDinda Putri AmaliaОценок пока нет
- Piping: Piping Sometimes Refers To Piping Design, The Detailed Specification of TheДокумент5 страницPiping: Piping Sometimes Refers To Piping Design, The Detailed Specification of ThesiswoutОценок пока нет
- Common Reference Guide To Piping EngineeringДокумент32 страницыCommon Reference Guide To Piping EngineeringSteve WanОценок пока нет
- Specification For Manual ValveДокумент17 страницSpecification For Manual ValveSina100% (1)
- ValveДокумент9 страницValveAdhie_ginthinkОценок пока нет
- Butt Weld Stainless Steel FittingsДокумент16 страницButt Weld Stainless Steel Fittingsbayu susiloОценок пока нет
- Chapter 8 Steam PipingДокумент14 страницChapter 8 Steam PipingChen WsОценок пока нет
- Piping MaterialsДокумент1 страницаPiping MaterialsKalaiYarasanОценок пока нет
- Career Change From Real Estate to Oil and Gas ProjectsОт EverandCareer Change From Real Estate to Oil and Gas ProjectsРейтинг: 5 из 5 звезд5/5 (1)
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988От EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockОценок пока нет
- Material Properties Requirements, For Metallic Materials: Powerpoint Templates Powerpoint TemplatesДокумент71 страницаMaterial Properties Requirements, For Metallic Materials: Powerpoint Templates Powerpoint Templatesleila hanjani hanantoОценок пока нет
- 1 - Differences Between API 600 & API 6DДокумент9 страниц1 - Differences Between API 600 & API 6Dعزت عبد المنعمОценок пока нет
- Gate Valve Standard FeaturesДокумент3 страницыGate Valve Standard Featuresعزت عبد المنعمОценок пока нет
- A System Approach To SO3 Mitigation PDFДокумент8 страницA System Approach To SO3 Mitigation PDFعزت عبد المنعمОценок пока нет
- Day 14 Heat Treatments of SteelДокумент20 страницDay 14 Heat Treatments of Steelعزت عبد المنعمОценок пока нет
- Safety System - Emergency Shutdown System P1Документ41 страницаSafety System - Emergency Shutdown System P1عزت عبد المنعم100% (2)
- Safety System - Emergency Shutdown System P2Документ15 страницSafety System - Emergency Shutdown System P2عزت عبد المنعم100% (3)
- Characteristics of Residual StressДокумент61 страницаCharacteristics of Residual Stressعزت عبد المنعمОценок пока нет
- Lecture - 1 Steel Structures Design PhilosophiesДокумент67 страницLecture - 1 Steel Structures Design Philosophiesعزت عبد المنعم60% (5)
- High Temperature Corrosion Guide Line 7 (1) .0Документ20 страницHigh Temperature Corrosion Guide Line 7 (1) .0عزت عبد المنعم100% (2)
- Pipeline Integrity ManagementДокумент122 страницыPipeline Integrity Managementعزت عبد المنعم100% (11)
- Deaerator CorrosionДокумент7 страницDeaerator Corrosionanindya1986Оценок пока нет
- Shielded Metal Arc WeldingДокумент39 страницShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- Correct Expansion of Heat Exchanger - Boiler Tubes PDFДокумент4 страницыCorrect Expansion of Heat Exchanger - Boiler Tubes PDFعزت عبد المنعمОценок пока нет
- ISO 8501 Photo ReferДокумент5 страницISO 8501 Photo Referapi-386436191% (11)
- Fireproofing For Petrochemical FacilityДокумент12 страницFireproofing For Petrochemical FacilityJames Murray100% (4)
- Comparison Material Specs. Table PDFДокумент41 страницаComparison Material Specs. Table PDFعزت عبد المنعمОценок пока нет
- Designing of Air Cooled Heat Exchangers: by Mehaboob Basha N.BДокумент28 страницDesigning of Air Cooled Heat Exchangers: by Mehaboob Basha N.Bgerty1818100% (2)
- Filtro LAroxДокумент100 страницFiltro LAroxWilliam CastilloОценок пока нет
- The Process of Phosphating - Some FAQs - ENGINEERING REVIEW - Manufacturing - Industrial Sector Magazine & PortalДокумент6 страницThe Process of Phosphating - Some FAQs - ENGINEERING REVIEW - Manufacturing - Industrial Sector Magazine & PortalSundaresan SabanayagamОценок пока нет
- Astm A 967 2005Документ7 страницAstm A 967 2005Marco VeraОценок пока нет
- Application of Astec Ceramic Insulating CoatingsДокумент12 страницApplication of Astec Ceramic Insulating CoatingsBer Salazar JrОценок пока нет
- CTL - Hydrogen Generator - Kanthal - Resistance Heating Alloys and Systems For Industrial FurnacesДокумент32 страницыCTL - Hydrogen Generator - Kanthal - Resistance Heating Alloys and Systems For Industrial FurnaceskelvinОценок пока нет
- Baroid Basic Mud Engineering CourseДокумент96 страницBaroid Basic Mud Engineering Courseabdo kasebОценок пока нет
- Daftar Isi Aulton, MДокумент18 страницDaftar Isi Aulton, MSepvan ValeriОценок пока нет
- Materials ProjectДокумент4 страницыMaterials Projectxtopherus124Оценок пока нет
- Bocad Service International: Marks List Tb-ListДокумент44 страницыBocad Service International: Marks List Tb-ListValentinoОценок пока нет
- Maag-Cinox en 201207Документ2 страницыMaag-Cinox en 201207Suresh Kumar MittapalliОценок пока нет
- Multi-Scale Design For Durable Repair of Concrete StructuresДокумент447 страницMulti-Scale Design For Durable Repair of Concrete StructuresRajib Chowdhury0% (1)
- Remoteness of Impressed Current Anode Ground - UnlockedДокумент13 страницRemoteness of Impressed Current Anode Ground - UnlockedJorge LunaОценок пока нет
- Boiler Water Treatment Training CourseДокумент34 страницыBoiler Water Treatment Training CourseNics Valbuena100% (1)
- 09-Thai Cooling TowerДокумент27 страниц09-Thai Cooling TowerEnergy4You100% (1)
- Catálogo SyncScan SIUIДокумент12 страницCatálogo SyncScan SIUIGésseca NatáliaОценок пока нет
- Cleaning and Disinfection: On-Farm Salmonella Control Measures For LayersДокумент21 страницаCleaning and Disinfection: On-Farm Salmonella Control Measures For Layersأبو محمدОценок пока нет
- Storage, Intallation, and MaintenancДокумент16 страницStorage, Intallation, and MaintenancRuben GutierrezОценок пока нет
- 2nd PU Chemistry Model QP 4Документ13 страниц2nd PU Chemistry Model QP 4Prasad C M100% (1)
- 00 - Handouts - Machine UndercarriageДокумент200 страниц00 - Handouts - Machine UndercarriageReza Syailendra100% (1)
- Manual de Bombas GrundfosДокумент144 страницыManual de Bombas Grundfosgri32Оценок пока нет
- ACR CatalogДокумент116 страницACR CatalogsajuhereОценок пока нет
- API RP 584 Outline VersionДокумент22 страницыAPI RP 584 Outline Versioncoxshuler100% (2)
- G 15 - 04 - Rze1 PDFДокумент5 страницG 15 - 04 - Rze1 PDFRahmat Ramadhan PasaribuОценок пока нет
- Material Testing TechniquesДокумент101 страницаMaterial Testing Techniquesatique0928288100% (5)
- FMC Screw Conveyors PDFДокумент101 страницаFMC Screw Conveyors PDFBeimar Huanca RiosОценок пока нет
- D Operation ManualДокумент136 страницD Operation ManualJorge Lazarte MОценок пока нет
- UT Thickness Digital 19-105 Rev.0 PDFДокумент10 страницUT Thickness Digital 19-105 Rev.0 PDFUmair JavedОценок пока нет
- Engineering Design Guidelines Pressure Vessel Rev1.2webДокумент25 страницEngineering Design Guidelines Pressure Vessel Rev1.2websachin nagavkarОценок пока нет
- Electroplated Coatings of Nickel Plus Chromium and Copper Plus Nickel Plus Chromium-SpecificationДокумент18 страницElectroplated Coatings of Nickel Plus Chromium and Copper Plus Nickel Plus Chromium-Specificationkumar QAОценок пока нет
- IPTC 10562 Low-Dosage Hydrate Inhibitors (LDHI) : Advances in Flow Assurance Technology For Offshore Gas Production SystemsДокумент8 страницIPTC 10562 Low-Dosage Hydrate Inhibitors (LDHI) : Advances in Flow Assurance Technology For Offshore Gas Production SystemsWaleed Barakat MariaОценок пока нет