Вам также может понравиться
- Utilizando o Solver para o Problema Do Transporte PDFДокумент17 страницUtilizando o Solver para o Problema Do Transporte PDFluizbandeiraОценок пока нет
- Apostila Curso Tec Inf e Man Cetam (Prof Gleyner)Документ50 страницApostila Curso Tec Inf e Man Cetam (Prof Gleyner)JackeliniResendeОценок пока нет
- Estudo Dirigido CARACTERÍSTICAS DO PRODUTO E SUA ESTRATÉGIA LOGÍSTICAДокумент4 страницыEstudo Dirigido CARACTERÍSTICAS DO PRODUTO E SUA ESTRATÉGIA LOGÍSTICAluizbandeiraОценок пока нет
- BASICO de Eletronica IndustrialДокумент47 страницBASICO de Eletronica IndustrialluizbandeiraОценок пока нет
- Utilizando o Solver para o Problema Do Transporte PDFДокумент17 страницUtilizando o Solver para o Problema Do Transporte PDFluizbandeiraОценок пока нет
- Dispositivos Semicondutores Diodos e TransistoresДокумент205 страницDispositivos Semicondutores Diodos e TransistoresluizbandeiraОценок пока нет
- Texto Teorico Arranjo FisicoДокумент8 страницTexto Teorico Arranjo FisicoluizbandeiraОценок пока нет
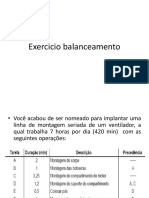
- Exercicio Balanceamento LINHA DE PRODUÇÃO PUXADAДокумент10 страницExercicio Balanceamento LINHA DE PRODUÇÃO PUXADAluizbandeiraОценок пока нет
- Utilizando o Solver para o Problema Do Transporte PDFДокумент17 страницUtilizando o Solver para o Problema Do Transporte PDFluizbandeiraОценок пока нет
- Instrumentação Nomenclatura Apostila PDFДокумент35 страницInstrumentação Nomenclatura Apostila PDFluizbandeiraОценок пока нет
- Interpretação Do Custo Reduzido (Reduced Cost)Документ37 страницInterpretação Do Custo Reduzido (Reduced Cost)luizbandeiraОценок пока нет
- Confiabilidade Na Manutencao IndustrialДокумент20 страницConfiabilidade Na Manutencao IndustrialThiago GirardОценок пока нет
- GABARITO Exercicios de Avaliação Dualidade PDFДокумент16 страницGABARITO Exercicios de Avaliação Dualidade PDFluizbandeiraОценок пока нет
- Poka Yoke e JidokaДокумент13 страницPoka Yoke e Jidokaluizbandeira50% (2)
- Mapeamento Do Fluxo de Valor - Um Estudo de CasoДокумент9 страницMapeamento Do Fluxo de Valor - Um Estudo de CasoSandro CantidioОценок пока нет
- Fatores Internos e Externos Influenciam o Clima OrganizacionalДокумент18 страницFatores Internos e Externos Influenciam o Clima OrganizacionalluizbandeiraОценок пока нет
- Classificação Dos Sistemas de ProduçãoДокумент130 страницClassificação Dos Sistemas de ProduçãoluizbandeiraОценок пока нет
- Passo A Passo Entendendo Um Projeto de Instalação Elétrica ResidencialДокумент21 страницаPasso A Passo Entendendo Um Projeto de Instalação Elétrica Residencialluizbandeira100% (1)
- Escolha Do Processo Cap 4 Manufacturing Strategy Terry HillДокумент17 страницEscolha Do Processo Cap 4 Manufacturing Strategy Terry HillluizbandeiraОценок пока нет
- Mapeamento Fluxo de Valor 12470608 PDFДокумент29 страницMapeamento Fluxo de Valor 12470608 PDFluizbandeira0% (1)
- Sistema de Controle de Qualidade Estudo de Caso em Uma Indústria SaeproДокумент12 страницSistema de Controle de Qualidade Estudo de Caso em Uma Indústria SaeproluizbandeiraОценок пока нет
- NBR 5410 2004 Corrigida 2008Документ217 страницNBR 5410 2004 Corrigida 2008sgrinev100% (8)
- Análise RAM - Reliability, Availability, MaintainabilityДокумент2 страницыAnálise RAM - Reliability, Availability, MaintainabilityluizbandeiraОценок пока нет
- Programação Da Produção Intermitente 12465944Документ26 страницProgramação Da Produção Intermitente 12465944luizbandeiraОценок пока нет
- Aumento Da Eficiência Do Processo de Corte de Chapas de Alumínio Na Produção de Aeronaves Leves Da AerobravoДокумент12 страницAumento Da Eficiência Do Processo de Corte de Chapas de Alumínio Na Produção de Aeronaves Leves Da AerobravoluizbandeiraОценок пока нет
- OeeДокумент6 страницOeeluizbandeiraОценок пока нет
- CONFIABILIDADE APLICADA À MANUTENÇÃO59873613-Apostila-Icap-2009-Completa PDFДокумент57 страницCONFIABILIDADE APLICADA À MANUTENÇÃO59873613-Apostila-Icap-2009-Completa PDFluizbandeiraОценок пока нет
- Estudo Dirigido Ergonomia - ManejosДокумент6 страницEstudo Dirigido Ergonomia - ManejosluizbandeiraОценок пока нет
- Oee - Eficiencia GlobalДокумент10 страницOee - Eficiencia GlobalconmarcosОценок пока нет
- Estudo Dirigido Ergonomia - ManejosДокумент6 страницEstudo Dirigido Ergonomia - ManejosluizbandeiraОценок пока нет
- Marvel RPGДокумент6 страницMarvel RPGChaulin Diogo da CostaОценок пока нет
- Apostila Irrigação 2012Документ77 страницApostila Irrigação 2012anon_140267718Оценок пока нет
- Egito AntigoДокумент3 страницыEgito AntigoMarcio Martins de SouzaОценок пока нет
- Catalogo de Propriedades Termicas de Paredes e CoberturasДокумент13 страницCatalogo de Propriedades Termicas de Paredes e CoberturasIsrael BrazОценок пока нет
- Mapa de Risco Banco CentralДокумент3 страницыMapa de Risco Banco Centralagislayne pargaОценок пока нет
- BIKEFIT v6.0Документ1 страницаBIKEFIT v6.0airtonpaulo2Оценок пока нет
- Plano de Ensino PDFДокумент3 страницыPlano de Ensino PDFIdna AlencarОценок пока нет
- Formação Serviço AlentejoДокумент125 страницFormação Serviço AlentejoCrisОценок пока нет
- Vamos Juntos! Notas de Um Contraturno Escolar para (Re) Significação Da Educação Básica (Capítulo de Livro)Документ10 страницVamos Juntos! Notas de Um Contraturno Escolar para (Re) Significação Da Educação Básica (Capítulo de Livro)João PauloОценок пока нет
- Despesas CaiãoДокумент6 страницDespesas CaiãoCaio VitalОценок пока нет
- 12.07 - PortuguesДокумент9 страниц12.07 - PortuguesMarcos HenriqueОценок пока нет
- NBR 5858 - 1983Документ15 страницNBR 5858 - 1983telnet837Оценок пока нет
- Dilatação Linear de Um Sólido MetálicoДокумент9 страницDilatação Linear de Um Sólido MetálicoCarlos HenriqueОценок пока нет
- Relatório de EstagioДокумент14 страницRelatório de EstagioCastro Naldo0% (1)
- Crea-Pe: Garanhuns 13 Setembro 2023Документ1 страницаCrea-Pe: Garanhuns 13 Setembro 2023Antonio EduardoОценок пока нет
- Manual KGD Válvulas Guilhotina de Lama Clarkson BP PT BR 5193474Документ16 страницManual KGD Válvulas Guilhotina de Lama Clarkson BP PT BR 5193474JrbritoОценок пока нет
- Síntese Da Aspirina (AAS)Документ3 страницыSíntese Da Aspirina (AAS)Izabella AlbuquerqueОценок пока нет
- Lista de Exercícios FísicaДокумент7 страницLista de Exercícios FísicahudsmarОценок пока нет
- Modelo de Petição de Ação de Indenização Por Danos MateriaisДокумент5 страницModelo de Petição de Ação de Indenização Por Danos Materiaisgraciele AlkmimОценок пока нет
- 2.7 Aula de Laboratório de Anatomia Do Olho e Do Ouvido 2020 Dra. Leny Van SwaaijДокумент6 страниц2.7 Aula de Laboratório de Anatomia Do Olho e Do Ouvido 2020 Dra. Leny Van SwaaijNorvaldo PedroОценок пока нет
- Analise Corporal 3Документ34 страницыAnalise Corporal 3Christiane Barbi100% (1)
- Atividade TOC TOCДокумент2 страницыAtividade TOC TOCSr RamosОценок пока нет
- AF121386439414pt BR0701Документ26 страницAF121386439414pt BR0701camilo obrasОценок пока нет
- Metaforas LibrasДокумент29 страницMetaforas LibrasRobertОценок пока нет
- Produção de Conteúdo para Audiência CriativaДокумент17 страницProdução de Conteúdo para Audiência CriativaJoão Paulo HergeselОценок пока нет
- Artigo - Utilizar No Trabalho de FundaçõesДокумент7 страницArtigo - Utilizar No Trabalho de FundaçõesBruno PerozaОценок пока нет
- Curriculo de Ensino BasicoДокумент103 страницыCurriculo de Ensino BasicoDelio Patricio Tura DanielОценок пока нет
- Chainsaw HeartДокумент11 страницChainsaw Heartcardosooliveiralucas982Оценок пока нет
- Peça de Arquitetura - IniciaçãoДокумент1 страницаPeça de Arquitetura - Iniciaçãoleonardo barcelosОценок пока нет
- Avaliação - Educação Do Deficiente Físico e Do Múltiplo DeficienteДокумент3 страницыAvaliação - Educação Do Deficiente Físico e Do Múltiplo DeficienteAngelo ParriniОценок пока нет