Вам также может понравиться
- Critical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.От EverandCritical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.Оценок пока нет
- POMChap9 - Part 5Документ4 страницыPOMChap9 - Part 5Lexie HoangОценок пока нет
- Analyzing Manufacturing Facility LayoutsДокумент16 страницAnalyzing Manufacturing Facility LayoutsSulficker Ali100% (1)
- Assignment 3 - 174660920-145 - PomДокумент10 страницAssignment 3 - 174660920-145 - PomUMAR FAROOQОценок пока нет
- W7 NotesДокумент6 страницW7 Noteslang droidОценок пока нет
- Design of Product LayoutДокумент3 страницыDesign of Product LayoutMa. Gelyn DiñosoОценок пока нет
- Facility Layout and Assembly Line BalancingДокумент25 страницFacility Layout and Assembly Line Balancingjme_pescasioОценок пока нет
- Yemariyam 2121Документ17 страницYemariyam 2121Siinu Biřu MãņğОценок пока нет
- Facility Layout IДокумент54 страницыFacility Layout IsmartwebsОценок пока нет
- Facility LayoutДокумент38 страницFacility LayoutSahil ManchandaОценок пока нет
- Pom Group-3Документ19 страницPom Group-3Harshil MaradiyaОценок пока нет
- CAPP - Summer 2015-Solution PDFДокумент14 страницCAPP - Summer 2015-Solution PDFsiddharth pandyaОценок пока нет
- PPC Unit - 4Документ29 страницPPC Unit - 4TEJAANAND PEGUDAОценок пока нет
- POM Class Note 07-Facility Layout Line BalancingДокумент55 страницPOM Class Note 07-Facility Layout Line BalancingSADY MOHAMMEDОценок пока нет
- EA For Solving Combined Machine Layout and Job Assignment ProblemsДокумент17 страницEA For Solving Combined Machine Layout and Job Assignment ProblemsShivam BhandariОценок пока нет
- Layout and Line BalancingДокумент72 страницыLayout and Line BalancingJolly JyotiОценок пока нет
- Chapter 8 Operational ManagementДокумент39 страницChapter 8 Operational ManagementAelizaОценок пока нет
- Classification and Advantages of Plant LayoutДокумент6 страницClassification and Advantages of Plant LayoutKrishna big fan of maheshbabuОценок пока нет
- Line BalancingДокумент9 страницLine BalancingJignesh SoniОценок пока нет
- Introduction: Classification of Layout, Advantages and Limitations of Different LayoutsДокумент14 страницIntroduction: Classification of Layout, Advantages and Limitations of Different LayoutsPadmavathi Putra LokeshОценок пока нет
- MBA 2nd Sem Lacture Note - 01Документ4 страницыMBA 2nd Sem Lacture Note - 01GOURAB ROYОценок пока нет
- A Framework For Capacity Planning and Machine Configuration in Flexible Assembly SystemsДокумент30 страницA Framework For Capacity Planning and Machine Configuration in Flexible Assembly SystemsYan1203100% (1)
- Operation SchedulingДокумент28 страницOperation SchedulingGagan BhatiОценок пока нет
- KR Ch8EДокумент31 страницаKR Ch8EPranav NakhateОценок пока нет
- Chapter - 1Документ21 страницаChapter - 1Yasir ArafatОценок пока нет
- PPT7 Assembly-Line BalancingДокумент15 страницPPT7 Assembly-Line BalancingHASEL CONEОценок пока нет
- Lec 37-39 40-42 15 Dec 29 Dec 2021Документ92 страницыLec 37-39 40-42 15 Dec 29 Dec 2021Abdul AhadОценок пока нет
- Facility Location and LayoutДокумент26 страницFacility Location and LayoutSameer KhanОценок пока нет
- Four Types of Layouts Process LayoutДокумент4 страницыFour Types of Layouts Process Layoutadel22100% (2)
- Assembly LineДокумент40 страницAssembly LineManik Kamboj100% (1)
- Facilities LayoutДокумент116 страницFacilities Layoutishan1880% (1)
- 4 - Aldep Corelap and CraftДокумент7 страниц4 - Aldep Corelap and CraftBalamurugan P100% (1)
- Line BalancingДокумент28 страницLine BalancingMohammad FarooquiОценок пока нет
- Facility LayoutДокумент30 страницFacility LayouttejathebaapОценок пока нет
- Group 4 Reporting OMTQMДокумент67 страницGroup 4 Reporting OMTQMJessica VasquezОценок пока нет
- Computerized Plant LayoutДокумент39 страницComputerized Plant LayoutPraveen JayachandrakumarОценок пока нет
- Operations Management: Facility LayoutДокумент46 страницOperations Management: Facility LayoutsanjaykhatwaniОценок пока нет
- Facility Location & LayoutДокумент22 страницыFacility Location & LayoutRahulОценок пока нет
- Purposes and Principles of Layout: IOME AssignmentДокумент23 страницыPurposes and Principles of Layout: IOME Assignmentshubhamjain233Оценок пока нет
- MP Safety & LayoutДокумент11 страницMP Safety & LayoutM IRFANОценок пока нет
- PLMH NotesДокумент78 страницPLMH NotesbagumaОценок пока нет
- Factory Layout Principles: UK-RF Closed Nuclear Cities PartnershipДокумент13 страницFactory Layout Principles: UK-RF Closed Nuclear Cities PartnershipsagunswashОценок пока нет
- Steps in Production Line BalancingДокумент3 страницыSteps in Production Line BalancingWani Abrol0% (1)
- Topic 8 Facility Design and Line BalancingДокумент31 страницаTopic 8 Facility Design and Line BalancingAnonymous 7ZYHilDОценок пока нет
- Gerson FileДокумент7 страницGerson FileElie Losito FeliaОценок пока нет
- Factory Layout - BasicsДокумент12 страницFactory Layout - BasicsHarsh DixitОценок пока нет
- Plant Layout Operation ManagementДокумент7 страницPlant Layout Operation ManagementKAPIL VARSHNEYОценок пока нет
- Simultaneous Manufacturing in Batch Production: FranceДокумент6 страницSimultaneous Manufacturing in Batch Production: FranceRahul PatelОценок пока нет
- The Priority™ Enterprise Management System: Factory ModelingДокумент5 страницThe Priority™ Enterprise Management System: Factory ModelingdecabitaОценок пока нет
- Line BalancingДокумент5 страницLine Balancingsaravananpg8697Оценок пока нет
- Layout Design II Narrative ReportДокумент11 страницLayout Design II Narrative ReportRuth Ann DimalaluanОценок пока нет
- Illustrate Your Answer by Considering An Example of An Automobile ShowroomДокумент3 страницыIllustrate Your Answer by Considering An Example of An Automobile ShowroomKanchan WadhwaОценок пока нет
- Applying Design For Manufacture and Assembly Techniques To Large Scale Weldments Produced in Small VolumesДокумент13 страницApplying Design For Manufacture and Assembly Techniques To Large Scale Weldments Produced in Small VolumesbenyfirstОценок пока нет
- Differences Between Process Layout and Group TechnologyДокумент8 страницDifferences Between Process Layout and Group TechnologybashorunОценок пока нет
- Facility and Work Design PDFДокумент30 страницFacility and Work Design PDFrinalynОценок пока нет
- Computer-Controlled Systems: Theory and Design, Third EditionОт EverandComputer-Controlled Systems: Theory and Design, Third EditionРейтинг: 3 из 5 звезд3/5 (4)
- Station by Muhammed Zafar IqbalДокумент128 страницStation by Muhammed Zafar IqbalPantho PanhoОценок пока нет
- New Microsoft Excel WorksheetДокумент1 страницаNew Microsoft Excel WorksheetPantho PanhoОценок пока нет
- New Microsoft Excel WorksheetДокумент1 страницаNew Microsoft Excel WorksheetPantho PanhoОценок пока нет
- MD DesignДокумент3 страницыMD DesignPantho PanhoОценок пока нет
- HTDGFGFДокумент1 страницаHTDGFGFPantho PanhoОценок пока нет
- Missing List Report Fall 2017Документ4 страницыMissing List Report Fall 2017Pantho PanhoОценок пока нет
- Job Opportunity PDFДокумент2 страницыJob Opportunity PDFPantho PanhoОценок пока нет
- Pressure Vessel Design (Basic)Документ10 страницPressure Vessel Design (Basic)Jason Gibbs100% (1)
- Experiment Name Pelton WheelДокумент2 страницыExperiment Name Pelton WheelPantho PanhoОценок пока нет
- Experiment Name Pelton WheelДокумент2 страницыExperiment Name Pelton WheelPantho PanhoОценок пока нет
- Quiz: 02 Marks: 15Документ1 страницаQuiz: 02 Marks: 15Pantho PanhoОценок пока нет
- Machine Design QuizДокумент1 страницаMachine Design QuizPantho PanhoОценок пока нет
- Key To Bank JДокумент1 страницаKey To Bank JPantho PanhoОценок пока нет
- Metal QZ 2Документ1 страницаMetal QZ 2Pantho PanhoОценок пока нет
- GHHHДокумент2 страницыGHHHPantho PanhoОценок пока нет
- WrgdgerДокумент1 страницаWrgdgerPantho PanhoОценок пока нет
- Quiz: 02 Marks: 15Документ1 страницаQuiz: 02 Marks: 15Pantho PanhoОценок пока нет
- Jessore University of Science & Technology: Teacher Recruitment Application FormДокумент2 страницыJessore University of Science & Technology: Teacher Recruitment Application FormZakir HossainОценок пока нет
- Machine Design QuizДокумент1 страницаMachine Design QuizPantho PanhoОценок пока нет
- 194.types of ConjunctionsДокумент1 страница194.types of ConjunctionsPantho PanhoОценок пока нет
- Exp 05Документ5 страницExp 05Pantho PanhoОценок пока нет
- Paper Presentation:Duration: 15 Minutes Including Post-Presentation Discussion. One JournalДокумент1 страницаPaper Presentation:Duration: 15 Minutes Including Post-Presentation Discussion. One JournalPantho PanhoОценок пока нет
- Automobile Mechanics - Pdfautomobile MechanicsДокумент641 страницаAutomobile Mechanics - Pdfautomobile MechanicsAbhishek Kaushik100% (1)
- Medical Exam For AU (Form 26) PDFДокумент8 страницMedical Exam For AU (Form 26) PDFPantho PanhoОценок пока нет
- Recommedation of A. Q. M. Shahriar AlamДокумент1 страницаRecommedation of A. Q. M. Shahriar AlamPantho PanhoОценок пока нет
- Army 42th Bma SPL CourseДокумент3 страницыArmy 42th Bma SPL CoursePantho PanhoОценок пока нет
- Decision Analysis: DR A R M Harunur RashidДокумент11 страницDecision Analysis: DR A R M Harunur RashidPantho PanhoОценок пока нет
- Vol. XV, 2010 (p.50 - 70)Документ21 страницаVol. XV, 2010 (p.50 - 70)Pantho PanhoОценок пока нет
- Mce Full Course StructureДокумент88 страницMce Full Course StructurePantho PanhoОценок пока нет
- Original Research PapersДокумент13 страницOriginal Research Papersrikaseo rikaОценок пока нет
- Iit JeeДокумент8 страницIit JeeRОценок пока нет
- Lubricants - McMaster-CarrДокумент8 страницLubricants - McMaster-CarrjeanyoperОценок пока нет
- 1:100 Scale: SPACE-X "Crew Dragon 2" Demo Mission-1 CapsuleДокумент9 страниц1:100 Scale: SPACE-X "Crew Dragon 2" Demo Mission-1 CapsuleBearium YTОценок пока нет
- Motion in One Dimension QuestionДокумент6 страницMotion in One Dimension Questionabh_omega33% (3)
- DCS Ground Charts v350Документ34 страницыDCS Ground Charts v350lkjsdflkjОценок пока нет
- Beamforming For 4.9G/5G Networks: Exploiting Massive MIMO and Active Antenna TechnologiesДокумент12 страницBeamforming For 4.9G/5G Networks: Exploiting Massive MIMO and Active Antenna TechnologiesAymen Ben zinebОценок пока нет
- B1.10 Exchanging MaterialsДокумент4 страницыB1.10 Exchanging MaterialsYevonОценок пока нет
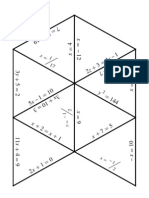
- Algebra1 Review PuzzleДокумент3 страницыAlgebra1 Review PuzzleNicholas Yates100% (1)
- Barriers of CommunicationДокумент5 страницBarriers of CommunicationIVY YBAÑEZОценок пока нет
- Of Personality Traits of Only and Sibling School Children in BeijingДокумент14 страницOf Personality Traits of Only and Sibling School Children in BeijingMuhammad Hamza AsgharОценок пока нет
- Generic StructureДокумент6 страницGeneric StructureAndre AlvarezОценок пока нет
- 12 ĀnurũpyenaДокумент7 страниц12 ĀnurũpyenashuklahouseОценок пока нет
- SFN ProfileДокумент4 страницыSFN Profiledinesh panchalОценок пока нет
- 93c3 Document 3Документ14 страниц93c3 Document 3NONON NICOLASОценок пока нет
- ISO 20000-1 Gap Analysis QuestionaireДокумент15 страницISO 20000-1 Gap Analysis QuestionaireUsman Hamid67% (6)
- صيانة المولدات و المحولات الكهربائيهДокумент15 страницصيانة المولدات و المحولات الكهربائيهMostafa AllamОценок пока нет
- Blockchain Disruption in The Forex Trading MarketДокумент64 страницыBlockchain Disruption in The Forex Trading MarketVijayKhareОценок пока нет
- An Introduction To EFTДокумент24 страницыAn Introduction To EFTkunjammuОценок пока нет
- ResumeДокумент3 страницыResumeSaharsh MaheshwariОценок пока нет
- Ad 9915Документ47 страницAd 9915Jime nitaОценок пока нет
- Labour Law Assignment - Gross NegligenceДокумент6 страницLabour Law Assignment - Gross NegligenceOlaotse MoletsaneОценок пока нет
- Century 21 South Western Accounting Answer Key Free PDF Ebook Download Century 21 South Western Accounting Answer Key Download or Read Online Ebook Century 21 SouthДокумент8 страницCentury 21 South Western Accounting Answer Key Free PDF Ebook Download Century 21 South Western Accounting Answer Key Download or Read Online Ebook Century 21 SouthJohn0% (4)
- Accommodating Expansion of Brickwork: Technical Notes 18AДокумент13 страницAccommodating Expansion of Brickwork: Technical Notes 18AWissam AlameddineОценок пока нет
- SOL-Logarithm, Surds and IndicesДокумент12 страницSOL-Logarithm, Surds and Indicesdevli falduОценок пока нет
- Pitch Analysis PaperДокумент7 страницPitch Analysis PaperMunib MunirОценок пока нет
- SH5108 - 5 Occupational Health ProgrammeДокумент34 страницыSH5108 - 5 Occupational Health Programmetaaouicha mujahidОценок пока нет
- Dimensions and Methodology of Business Studies Dec 2018Документ2 страницыDimensions and Methodology of Business Studies Dec 2018Nallavenaaya Unni100% (1)
- The First-Fourth Books of The HitopadésaДокумент116 страницThe First-Fourth Books of The HitopadésaMiguel RosaОценок пока нет
- Researchpaper Should Removable Media Be Encrypted - PDF - ReportДокумент15 страницResearchpaper Should Removable Media Be Encrypted - PDF - ReportSakshi Dhananjay KambleОценок пока нет