Вам также может понравиться
- Basic Welding GuideДокумент71 страницаBasic Welding GuideIsac Newton100% (1)
- TIG Welding Amp ChartsДокумент3 страницыTIG Welding Amp ChartsHikmet ParakОценок пока нет
- Gas Tungsten Arc Welding ProcessДокумент9 страницGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- Astm A320 PDFДокумент9 страницAstm A320 PDFFerri AguswanОценок пока нет
- Arc Welding Positions GuideДокумент54 страницыArc Welding Positions GuideImel Gorgonia100% (1)
- Basic Die MakingДокумент2 страницыBasic Die MakingJimmy Clavel0% (1)
- Welding SymbolsДокумент17 страницWelding SymbolsJustine WilliamsОценок пока нет
- Introduction To Sheet Metal FeaturesДокумент38 страницIntroduction To Sheet Metal Featuresbrpnaidu2157100% (1)
- Building Your Own Raw1.5Документ48 страницBuilding Your Own Raw1.5MAXIMODRAGON100% (1)
- Pneumatic Auto Feed Sheet Cutting MachineДокумент5 страницPneumatic Auto Feed Sheet Cutting MachineVigneshwaran Srinivasan100% (1)
- Welded Tube PDFДокумент17 страницWelded Tube PDFhirenkumar patelОценок пока нет
- Automated Machine ToolsДокумент29 страницAutomated Machine ToolsSyafawati OsmanОценок пока нет
- Puma 2100 2600 3100 EnglishДокумент32 страницыPuma 2100 2600 3100 EnglishUrke VukОценок пока нет
- On Resistance WeldingДокумент18 страницOn Resistance WeldingMadhup Kulshrestha100% (1)
- MD Design ConsiderationДокумент18 страницMD Design ConsiderationjhpatelОценок пока нет
- Guide to basic welding techniquesДокумент7 страницGuide to basic welding techniquesJaveed A. KhanОценок пока нет
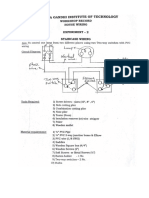
- Workshop - List of Experements and Its Procedure PDFДокумент29 страницWorkshop - List of Experements and Its Procedure PDFAdhi SheshuОценок пока нет
- Cutting SpeedДокумент5 страницCutting Speedokooy erusОценок пока нет
- Chapter 5.1 WeldingДокумент37 страницChapter 5.1 WeldingJack Santos100% (1)
- Lincoln Electric MP210 ManualДокумент96 страницLincoln Electric MP210 ManualbbeisslerОценок пока нет
- Creo Course ContentДокумент4 страницыCreo Course ContentSaikiran SayabugariОценок пока нет
- Appendix I - Pattern Making ProceduresДокумент6 страницAppendix I - Pattern Making ProceduresRafiah N Kamal100% (2)
- L02024 Rev G Tapered Family Catalog & ManualДокумент32 страницыL02024 Rev G Tapered Family Catalog & ManualDani NarváezОценок пока нет
- Sheet Metal Design - GuideДокумент7 страницSheet Metal Design - GuidechoonhooiОценок пока нет
- Resistance AWSДокумент82 страницыResistance AWSaravindan100% (1)
- Cold Working MethodsДокумент34 страницыCold Working MethodsSarojKumarSinghОценок пока нет
- American Welding Society (AWS)Документ26 страницAmerican Welding Society (AWS)ramprakash202Оценок пока нет
- Product Leaflet - Portable CNC Cutting MachineДокумент2 страницыProduct Leaflet - Portable CNC Cutting Machineabhics67Оценок пока нет
- Computer Simulation of Pipe-Bending Processes With Small Bending Radius Using Local Induction HeatingДокумент5 страницComputer Simulation of Pipe-Bending Processes With Small Bending Radius Using Local Induction Heatingsatheeshsep24Оценок пока нет
- Introduction to AutoCAD MEP Training Content EditingДокумент14 страницIntroduction to AutoCAD MEP Training Content EditingCarlos R. SantiagoОценок пока нет
- Training ObjectivesДокумент20 страницTraining ObjectivesFaizan AhmadОценок пока нет
- As 2054-1977 Spirit Levels For Use in Precision EngineeringДокумент7 страницAs 2054-1977 Spirit Levels For Use in Precision EngineeringSAI Global - APACОценок пока нет
- Plasma Operations ManualДокумент27 страницPlasma Operations ManualMyk DeVroedeОценок пока нет
- Pipe JigsДокумент26 страницPipe Jigsarvind565Оценок пока нет
- Quantity Unit Tools Description RemarksДокумент2 страницыQuantity Unit Tools Description RemarksnashОценок пока нет
- Introduction To Arc Welding: Information Sheet - "Документ14 страницIntroduction To Arc Welding: Information Sheet - "Eahbm KaduОценок пока нет
- Resistance Welding: Resistance Welding Is A Pressure Welding Technique Using HighДокумент32 страницыResistance Welding: Resistance Welding Is A Pressure Welding Technique Using HighPratik ThakerОценок пока нет
- Stainless Steel Electrodes EngДокумент18 страницStainless Steel Electrodes EngKeneth Del CarmenОценок пока нет
- Spot WeldingДокумент8 страницSpot Weldingtoyota952Оценок пока нет
- Tool SteelsДокумент31 страницаTool SteelsMaheswaran MuthuОценок пока нет
- Sheet MetalДокумент16 страницSheet MetalYusha Patel100% (1)
- MIG Welding Guide for Welding Mild SteelДокумент9 страницMIG Welding Guide for Welding Mild SteelIsaiahОценок пока нет
- Resistance WeldingДокумент5 страницResistance WeldingJoel BrasilBorgesОценок пока нет
- Special Metals Joining (WeldingWorld) PDFДокумент52 страницыSpecial Metals Joining (WeldingWorld) PDFاکبر کرمیОценок пока нет
- Complete EDM Handbook - 8Документ14 страницComplete EDM Handbook - 8Prahlad GargОценок пока нет
- PowerMILL 7 Training CourseДокумент93 страницыPowerMILL 7 Training CourseAnonymous QHXP2Zlo2Оценок пока нет
- Arc Welding Equipment and ProcessesДокумент40 страницArc Welding Equipment and Processesali100% (1)
- Tool Steel Guide for Precision MachiningДокумент4 страницыTool Steel Guide for Precision Machiningoldgoaly8330Оценок пока нет
- Tumble Jig: Presented by Bharat.k.manvi Reg No: 100926022Документ29 страницTumble Jig: Presented by Bharat.k.manvi Reg No: 100926022Bharat ManviОценок пока нет
- WeldingДокумент752 страницыWeldingAndres_Pastor1987100% (3)
- Bench Working and Fitting Shop: (1) Holding DeviceДокумент10 страницBench Working and Fitting Shop: (1) Holding DeviceAashish KushwahaОценок пока нет
- Friction Welding, Explosive WeldingДокумент7 страницFriction Welding, Explosive WeldingASHUTOSH KUMAR SHRIVASTWAОценок пока нет
- Welded Joint DesignДокумент5 страницWelded Joint Designscott2355Оценок пока нет
- Foundry Tools Guide for Sand MouldingДокумент5 страницFoundry Tools Guide for Sand MouldingChristian VicenteОценок пока нет
- Gas Tungsten Arc WeldingДокумент13 страницGas Tungsten Arc WeldingEmad A.AhmadОценок пока нет
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)От EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Рейтинг: 4.5 из 5 звезд4.5/5 (5)
- The Iron Puddler My life in the rolling mills and what came of itОт EverandThe Iron Puddler My life in the rolling mills and what came of itОценок пока нет
- Weld Training JointsДокумент12 страницWeld Training Jointssharafudheen_sОценок пока нет
- Upchurch All About FittingsДокумент34 страницыUpchurch All About Fittingssharafudheen_sОценок пока нет
- Pipe Size TemplateДокумент5 страницPipe Size Templategedwards1113702Оценок пока нет
- Koyo Oil Seals & O Rings Catalogue PDFДокумент129 страницKoyo Oil Seals & O Rings Catalogue PDFsharafudheen_sОценок пока нет
- ISO 9001 Requirements ExplainedДокумент17 страницISO 9001 Requirements Explainedsharafudheen_sОценок пока нет
- TUM/WC Parts Specs & Box QtyДокумент1 страницаTUM/WC Parts Specs & Box Qtysharafudheen_sОценок пока нет
- Bend AllowanceДокумент1 страницаBend AllowanceDhanya KvОценок пока нет
- Diskozhikode PDFДокумент20 страницDiskozhikode PDFsharafudheen_sОценок пока нет
- SS 309 All PropertiesДокумент1 страницаSS 309 All Propertiessharafudheen_sОценок пока нет
- Wrap Over Coupler PDFДокумент1 страницаWrap Over Coupler PDFsharafudheen_sОценок пока нет
- Industrial Insulation: MeasuringДокумент20 страницIndustrial Insulation: MeasuringHuu TungОценок пока нет
- SAIL-SCL Kerala Limited canteen tenderДокумент1 страницаSAIL-SCL Kerala Limited canteen tendersharafudheen_sОценок пока нет
- Welding and Cutting With Oxygen CKLSTДокумент4 страницыWelding and Cutting With Oxygen CKLSTsharafudheen_sОценок пока нет
- INT Line Mount CatalogДокумент348 страницINT Line Mount Catalogsharafudheen_sОценок пока нет
- 14 Cotech Quality Policy 5 17Документ1 страница14 Cotech Quality Policy 5 17sharafudheen_sОценок пока нет
- General Fire Requirements CKLSTДокумент1 страницаGeneral Fire Requirements CKLSTsharafudheen_sОценок пока нет
- TOP MECHANICAL Engineering Interview Questions and AnswersДокумент24 страницыTOP MECHANICAL Engineering Interview Questions and Answersrajesh1924Оценок пока нет
- BMDF Mobile Filter Technical SheetДокумент3 страницыBMDF Mobile Filter Technical Sheetsharafudheen_sОценок пока нет
- Hazardous Waste CKLSTДокумент7 страницHazardous Waste CKLSTsharafudheen_sОценок пока нет
- OSHA Self Inspection Checklist for SlingsДокумент3 страницыOSHA Self Inspection Checklist for Slingssharafudheen_sОценок пока нет
- Welding Cutting and Brazing General Checklist1Документ4 страницыWelding Cutting and Brazing General Checklist1sharafudheen_sОценок пока нет
- A100 Assembly, Motor & Parts List Update (June '14)Документ4 страницыA100 Assembly, Motor & Parts List Update (June '14)sharafudheen_sОценок пока нет
- Welding With Arc Wedling EquipmentДокумент4 страницыWelding With Arc Wedling Equipmentsharafudheen_sОценок пока нет
- Hazard Communication ChecklistДокумент2 страницыHazard Communication ChecklisteastОценок пока нет
- OSHA Self Inspection Checklist for SlingsДокумент3 страницыOSHA Self Inspection Checklist for Slingssharafudheen_sОценок пока нет
- Environmental and Occupational Safety and Health Plan CKLSTДокумент2 страницыEnvironmental and Occupational Safety and Health Plan CKLSTsharafudheen_sОценок пока нет
- Slings General CKLSTДокумент2 страницыSlings General CKLSTsharafudheen_sОценок пока нет
- Electrical Wiring Design and Protection ChecklistДокумент4 страницыElectrical Wiring Design and Protection ChecklistJIJUОценок пока нет
- Fall Protection Part 1 CKLSTДокумент5 страницFall Protection Part 1 CKLSTeastОценок пока нет
- Electrical Safety Work Practices CHKLSTДокумент4 страницыElectrical Safety Work Practices CHKLSTsharafudheen_sОценок пока нет
- 11 F.Y.B.Sc - Chemistry PDFДокумент22 страницы11 F.Y.B.Sc - Chemistry PDFmalini PatilОценок пока нет
- S10 Electric Power PackДокумент12 страницS10 Electric Power PackrolandОценок пока нет
- Vapour Bar Exchange IMFL PackageДокумент4 страницыVapour Bar Exchange IMFL PackageNishank AgarwalОценок пока нет
- MATERIAL SAFETY DATA SHEET FOR PREVENTOL-D6 PRESERVATIVEДокумент3 страницыMATERIAL SAFETY DATA SHEET FOR PREVENTOL-D6 PRESERVATIVEAkshay PushpanОценок пока нет
- LutensolxpДокумент11 страницLutensolxppkh29Оценок пока нет
- Plant LayoutДокумент16 страницPlant LayoutAli MahmoudОценок пока нет
- Tween 80Документ11 страницTween 80fvdxrgОценок пока нет
- Ficha Tecnica Cat. Bard 36kbtu Act.Документ15 страницFicha Tecnica Cat. Bard 36kbtu Act.Jehison M Patiño TenorioОценок пока нет
- Exile 3 Hint BookДокумент21 страницаExile 3 Hint BookLaura RoseОценок пока нет
- 3.1 From Algae To Terrestrial Plants-Student SheetДокумент2 страницы3.1 From Algae To Terrestrial Plants-Student Sheeteshaaljamal27Оценок пока нет
- Medication - Safety - v4 Last Update 2015Документ81 страницаMedication - Safety - v4 Last Update 2015Retno PalupiОценок пока нет
- Site Master FileДокумент51 страницаSite Master FileMilonhg100% (2)
- 2nd - Science-Second-Quarter-Week-1Документ37 страниц2nd - Science-Second-Quarter-Week-1Arlene AranzasoОценок пока нет
- Common Sense Mechanics 9Документ9 страницCommon Sense Mechanics 9Vikas VatsОценок пока нет
- Operating and Installation Guide For The Digital Instrument: Motoscope Tiny / Speedster / VintageДокумент12 страницOperating and Installation Guide For The Digital Instrument: Motoscope Tiny / Speedster / Vintagepeter timmermansОценок пока нет
- Overview of Pathophysiology of Hypoxemia and HypoxiaДокумент15 страницOverview of Pathophysiology of Hypoxemia and HypoxiaMARY ANN CAGATANОценок пока нет
- 5.case Study: Effects of Homeopathic Medicines in AdultsДокумент2 страницы5.case Study: Effects of Homeopathic Medicines in AdultsAMEEN ARTSОценок пока нет
- Assignment #1: 1 HgjyygbykvrfДокумент1 страницаAssignment #1: 1 HgjyygbykvrfJuan Sebastian ArangoОценок пока нет
- Classified Advertisements from Gulf Times NewspaperДокумент6 страницClassified Advertisements from Gulf Times NewspaperAli Naveed FarookiОценок пока нет
- 2021 ESC Guidelines For The Diagnosis and Treatment of Acute and Chronic Heart FailureДокумент137 страниц2021 ESC Guidelines For The Diagnosis and Treatment of Acute and Chronic Heart FailuredianОценок пока нет
- 3.1 The Truth About Air TravelДокумент14 страниц3.1 The Truth About Air TravelСвітлана Свирид0% (1)
- Procedure - AC Circuits and Signal Modulation - W20Документ6 страницProcedure - AC Circuits and Signal Modulation - W20ChocoОценок пока нет
- Mill Test Certificate: Jindal Stainless (Hisar) LimitedДокумент1 страницаMill Test Certificate: Jindal Stainless (Hisar) Limitedhemantmech09920050% (2)
- Raspberry PiДокумент19 страницRaspberry PiAnonymous E4Rbo2s100% (1)
- Artikel Ilmiah FikriДокумент6 страницArtikel Ilmiah FikriViola Mei DamayantiОценок пока нет
- ASSEMBLING COMPUTER: HOW TO BUILD A PCДокумент48 страницASSEMBLING COMPUTER: HOW TO BUILD A PCCeejaay PelinaОценок пока нет
- VCDS Scan Reveals Faults in HVAC, ABS and Transmission SystemsДокумент4 страницыVCDS Scan Reveals Faults in HVAC, ABS and Transmission SystemsDan MirceaОценок пока нет
- Shakes Beer: Specialty CocktailsДокумент2 страницыShakes Beer: Specialty CocktailsGilberto Luiz MeleiroОценок пока нет
- Fane 121Документ3 страницыFane 121Johan BonillaОценок пока нет
- Dokumen - Tips - Astm A535 9 Percent NickelДокумент5 страницDokumen - Tips - Astm A535 9 Percent NickelJeovanne CabralОценок пока нет