Вам также может понравиться
- 5S Awareness TrainingДокумент24 страницы5S Awareness TrainingRajesh K. RajОценок пока нет
- 5S - Good HousekeepingДокумент39 страниц5S - Good Housekeepingrslapena100% (10)
- The 39 Clues Cahill Vs Vespers Book 02 A King S RansomДокумент121 страницаThe 39 Clues Cahill Vs Vespers Book 02 A King S RansomDelaram75% (4)
- Method StudyДокумент80 страницMethod StudyladdooparmarОценок пока нет
- 5s ImplementationДокумент20 страниц5s ImplementationHerry Prakoso100% (1)
- 5S Implementation Audit: 5S To-Do Items Observed Condition Improvement ActionДокумент2 страницы5S Implementation Audit: 5S To-Do Items Observed Condition Improvement ActionJavier GutierrezОценок пока нет
- 7 QC ToolsДокумент44 страницы7 QC ToolsNEHAОценок пока нет
- Affinity DiagramДокумент146 страницAffinity DiagramSamОценок пока нет
- Prevention Magazine Anti-Aging ReportДокумент36 страницPrevention Magazine Anti-Aging ReportThinkTankCreativeОценок пока нет
- Lean MFG PresentationДокумент42 страницыLean MFG PresentationDara RaviОценок пока нет
- TPM NL 03-05-2010Документ12 страницTPM NL 03-05-2010Prathibha GowdaОценок пока нет
- 5S, The Foundation For Lean System: Characteristics of World ClassДокумент46 страниц5S, The Foundation For Lean System: Characteristics of World ClassKaito100% (1)
- 5 SДокумент65 страниц5 SArianne100% (1)
- Vitamix 5200 Owners Manual PDFДокумент20 страницVitamix 5200 Owners Manual PDFyosi666Оценок пока нет
- International Business Centre (Ibc) : One Day Training Programme OnДокумент35 страницInternational Business Centre (Ibc) : One Day Training Programme Onanpuselvi125Оценок пока нет
- 5SДокумент12 страниц5SJanzen BascoОценок пока нет
- Study of JH Implementation ReadyДокумент27 страницStudy of JH Implementation ReadyNaveen Jangid100% (1)
- Kaizen 5W 1H PDFДокумент20 страницKaizen 5W 1H PDFSUBA NANTINI A/P M.SUBRAMANIAMОценок пока нет
- 5S Visual Management Jun-20Документ73 страницы5S Visual Management Jun-20Vipul JhaОценок пока нет
- Framework of 5SДокумент31 страницаFramework of 5STapesh100% (21)
- 5S - Final PPДокумент71 страница5S - Final PPSiti Sara Rahim100% (1)
- NAME OF COMPANY - 5S Audit ChecklistДокумент2 страницыNAME OF COMPANY - 5S Audit ChecklistDũng Tây NinhОценок пока нет
- 5S Audits Check Sheet and Comments Sheet - Issue2Документ2 страницы5S Audits Check Sheet and Comments Sheet - Issue2vipindixit78100% (1)
- Improve Business - Kobetsu KaizenДокумент4 страницыImprove Business - Kobetsu KaizenRishabh JainОценок пока нет
- 5S Action Plan 12-3-2020xlsxДокумент6 страниц5S Action Plan 12-3-2020xlsxbuddikalrОценок пока нет
- Marketing Strategy of StarbucksДокумент57 страницMarketing Strategy of Starbucksdan_obd726100% (2)
- 5S Basic Training: Whatis5Sandwhydowewanttodoit?Документ15 страниц5S Basic Training: Whatis5Sandwhydowewanttodoit?Mahdi ZeynОценок пока нет
- 5S PPT by ShaileshДокумент42 страницы5S PPT by ShaileshschrongdigerОценок пока нет
- TPM in Assembly LineДокумент15 страницTPM in Assembly LineSagar Yadav100% (1)
- Delicious UK - March 2016Документ164 страницыDelicious UK - March 2016Kàtya100% (1)
- 6'S Audit Sheet: Step S.No Item Rating (0-5) Comments 5 4 3 2 1Документ5 страниц6'S Audit Sheet: Step S.No Item Rating (0-5) Comments 5 4 3 2 1stylish eagleОценок пока нет
- 5S' Manual: 5S Is The Name of A Workplace Organization Methodology That Uses AДокумент20 страниц5S' Manual: 5S Is The Name of A Workplace Organization Methodology That Uses Aefl731022100% (2)
- 8 Ways To Win - Spencers & Big BazaarДокумент20 страниц8 Ways To Win - Spencers & Big BazaarPrateek Agarwal50% (2)
- Kaizen TrainingДокумент32 страницыKaizen TrainingSunil100% (1)
- 6S Training PresentationДокумент36 страниц6S Training PresentationNAGARJUNAОценок пока нет
- 5S For OfficesДокумент3 страницы5S For OfficesckopoletoОценок пока нет
- Tips For 5S On The Shop FloorДокумент5 страницTips For 5S On The Shop FloorAnonymous v5QjDW2eHxОценок пока нет
- 7 Steps For Evolving Autonomous Maintenance: Step Name Description 1 Initial Clean-UpДокумент24 страницы7 Steps For Evolving Autonomous Maintenance: Step Name Description 1 Initial Clean-UpPanch BОценок пока нет
- Contents: Introduction and History or TPM Why TPM Implementation of TPM ConclusionДокумент32 страницыContents: Introduction and History or TPM Why TPM Implementation of TPM ConclusionVajram Ramesh - IP100% (1)
- 7QC Tools - Training WorkshopДокумент10 страниц7QC Tools - Training Workshopb-consultant960Оценок пока нет
- Mssl-Cqa Presents E - Module On "7 QC Tools"Документ10 страницMssl-Cqa Presents E - Module On "7 QC Tools"Sourabh pathakОценок пока нет
- What Is 5SДокумент11 страницWhat Is 5SMary Gene Ignacio PanesОценок пока нет
- 5 S Presentation - NewДокумент86 страниц5 S Presentation - Newkalyanjammula100% (1)
- 5S TrainingДокумент30 страниц5S Trainingamaresh nkОценок пока нет
- Marketing Mix PresentationДокумент23 страницыMarketing Mix PresentationMohammedAhmedRaza0% (2)
- 5s Training Slides 138Документ60 страниц5s Training Slides 138Farrukh AhmedОценок пока нет
- Seven Eleven CaseДокумент5 страницSeven Eleven CaseKarthikSureshОценок пока нет
- M.Sreedhar Patnaik Incharge-Process & QA Visakha Steel AlliedsДокумент55 страницM.Sreedhar Patnaik Incharge-Process & QA Visakha Steel AlliedsSreedhar Patnaik.M100% (2)
- Implementation & Monitoring: (Work Place Improvement)Документ112 страницImplementation & Monitoring: (Work Place Improvement)Sonika SinghОценок пока нет
- 5s in Good HousekeepingДокумент30 страниц5s in Good HousekeepingLANNIE NAVARRO DAYAGОценок пока нет
- Objectives of The House Keeping Departmen1Документ20 страницObjectives of The House Keeping Departmen1Rakeshwar Walia100% (1)
- 5S (Practice of Good Housekeepin)Документ64 страницы5S (Practice of Good Housekeepin)Karen QuingОценок пока нет
- 1-A-TSM Level 1 5S Campaign 02 SR TRДокумент18 страниц1-A-TSM Level 1 5S Campaign 02 SR TRtimazaОценок пока нет
- 5S Thoughts - AllДокумент12 страниц5S Thoughts - Allssk3712Оценок пока нет
- Course Title: Total Quality Management (TQM)Документ26 страницCourse Title: Total Quality Management (TQM)Nikilaa ManoharanОценок пока нет
- Ciencia Y Virtud: The 7SДокумент11 страницCiencia Y Virtud: The 7SElle DyОценок пока нет
- 5S & Visual Workplace Management Workshop/TrainingДокумент2 страницы5S & Visual Workplace Management Workshop/TrainingLeanAdvisors100% (4)
- MSA For Attribute or Categorical DataДокумент18 страницMSA For Attribute or Categorical DatadesurkarbОценок пока нет
- World Class Manufacturing, 16Документ14 страницWorld Class Manufacturing, 16Santhilal S Pillai100% (1)
- Quality Control Circle (QCC) : Ethiopian Kaizen InstituteДокумент58 страницQuality Control Circle (QCC) : Ethiopian Kaizen InstitutebojaОценок пока нет
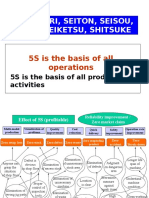
- 5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsДокумент21 страница5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsAtul SharmaОценок пока нет
- TQM CONCEPTS 2 - 6 SIGMA, 7QC TOOLS...Документ36 страницTQM CONCEPTS 2 - 6 SIGMA, 7QC TOOLS...rashmi_shantikumarОценок пока нет
- A Case Study: 5s Implementation in Ceramics Manufacturing CompanyДокумент8 страницA Case Study: 5s Implementation in Ceramics Manufacturing CompanyBONFRINGОценок пока нет
- Total Quality Management (TQM) ToolsДокумент84 страницыTotal Quality Management (TQM) ToolsSameer_Khan_60Оценок пока нет
- Autonomous MaintenanceДокумент7 страницAutonomous Maintenancenavi3281Оценок пока нет
- Machine Capability For Process AuditsДокумент4 страницыMachine Capability For Process AuditsBrian Pringle0% (2)
- Kano Model PDFДокумент5 страницKano Model PDFdanielmugaboОценок пока нет
- FPC Flexible Circuit Board Constituting ProcessДокумент5 страницFPC Flexible Circuit Board Constituting ProcessYuan Yong QuanОценок пока нет
- 5'SДокумент13 страниц5'SSharny Lee BasarteОценок пока нет
- Butterfly FilletДокумент16 страницButterfly FilletBlake KamminОценок пока нет
- Ôn tập hk2 lớp 4Документ8 страницÔn tập hk2 lớp 4dien.nguyen.bbs19Оценок пока нет
- JollibeeДокумент4 страницыJollibeeZaira50% (4)
- Dream Inspire Create: The Smocking BirdДокумент4 страницыDream Inspire Create: The Smocking BirdminensaОценок пока нет
- Console Commands The ForestДокумент75 страницConsole Commands The ForestYohanes ChandraОценок пока нет
- Horizontal IntegrationДокумент3 страницыHorizontal IntegrationRajni GroverОценок пока нет
- Wet Processing I IntroductionДокумент8 страницWet Processing I IntroductionTanmay JagetiaОценок пока нет
- Catalogue Havells AppliancesДокумент57 страницCatalogue Havells AppliancesOlympiad TrainerОценок пока нет
- English For BusinessДокумент34 страницыEnglish For BusinessĐìnhHòa100% (2)
- Research ReportДокумент64 страницыResearch ReportvarunaikОценок пока нет
- Cement Mixer: Instruction Manual SpecificationsДокумент10 страницCement Mixer: Instruction Manual SpecificationsDaniel ModicaОценок пока нет
- Machinery Details - Flour MillДокумент3 страницыMachinery Details - Flour Millarvindranganathan100% (1)
- Personal Protective Equipment-Ppe: Jindal Saw Limited Bellary by J V Shivaraju-EhsДокумент41 страницаPersonal Protective Equipment-Ppe: Jindal Saw Limited Bellary by J V Shivaraju-EhsPrashanth JeerОценок пока нет
- Beatnik Bar-Drink MenuДокумент2 страницыBeatnik Bar-Drink MenuAshok SelvamОценок пока нет
- Part 6Документ5 страницPart 6ria agustina putriОценок пока нет
- Understanding The Retail ConsumerДокумент11 страницUnderstanding The Retail ConsumerMd Ali KadiwalaОценок пока нет
- The Litte Red HenДокумент3 страницыThe Litte Red Henford_luseОценок пока нет
- SB Feed MillsДокумент8 страницSB Feed Millsanum8991100% (1)
- Have Got Has GotДокумент2 страницыHave Got Has GotAneta Vangelova50% (2)
- English 2 (Perak's PMR Trial 2012)Документ4 страницыEnglish 2 (Perak's PMR Trial 2012)Shi Ying SeowОценок пока нет