Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- ATEXДокумент15 страницATEXsagar_ovhalОценок пока нет
- Operation Guide: Displaying The WaveformДокумент2 страницыOperation Guide: Displaying The Waveformsagar_ovhalОценок пока нет
- User's Manual: Digital Manometer Firmware Update ProcedureДокумент3 страницыUser's Manual: Digital Manometer Firmware Update Proceduresagar_ovhalОценок пока нет
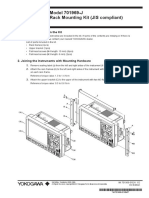
- User's Manual: Model 701969-J Rack Mounting Kit (JIS Compliant)Документ2 страницыUser's Manual: Model 701969-J Rack Mounting Kit (JIS Compliant)sagar_ovhalОценок пока нет
- User's Manual: Model VJA5 Distributor (With Square Root Extractor)Документ4 страницыUser's Manual: Model VJA5 Distributor (With Square Root Extractor)Alvaro Quinteros CabreraОценок пока нет
- Instruction Manual: Small-And Laboratory - Rotameters Ragk, RaglДокумент2 страницыInstruction Manual: Small-And Laboratory - Rotameters Ragk, Raglsagar_ovhalОценок пока нет
- PH and ORP Sensors: User's ManualДокумент23 страницыPH and ORP Sensors: User's Manualsagar_ovhalОценок пока нет
- User's Manual: Precautions on the Use of the JUXTA Series JUXTA シリーズご使用上の注意Документ4 страницыUser's Manual: Precautions on the Use of the JUXTA Series JUXTA シリーズご使用上の注意sagar_ovhalОценок пока нет
- Symbol Editor: User's ManualДокумент24 страницыSymbol Editor: User's Manualsagar_ovhalОценок пока нет
- User's Manual: Model 735371 AQ6370 Viewer Installation ManualДокумент2 страницыUser's Manual: Model 735371 AQ6370 Viewer Installation Manualsagar_ovhalОценок пока нет
- User's Manual: Model 709821 Additional Option License For The DLM5000Документ2 страницыUser's Manual: Model 709821 Additional Option License For The DLM5000sagar_ovhalОценок пока нет
- User S Manual: Model 701949 Miniature Passive ProbeДокумент24 страницыUser S Manual: Model 701949 Miniature Passive Probesagar_ovhalОценок пока нет
- User's Guide to the VJQ8 Pulse to Analog ConverterДокумент6 страницUser's Guide to the VJQ8 Pulse to Analog Convertersagar_ovhalОценок пока нет
- Instruction Manual: FAST/TOOLS R10.04 Service Pack 2 Release NotesДокумент18 страницInstruction Manual: FAST/TOOLS R10.04 Service Pack 2 Release Notessagar_ovhalОценок пока нет
- Im33k25b40 01e PDFДокумент4 страницыIm33k25b40 01e PDFsagar_ovhalОценок пока нет
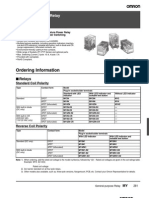
- 110 Omron Datasheet 10910125Документ20 страниц110 Omron Datasheet 10910125rikku9791Оценок пока нет
- User's Manual: DX1000/DX1000N/DX2000 PLC Communication Protocol Communication InterfaceДокумент22 страницыUser's Manual: DX1000/DX1000N/DX2000 PLC Communication Protocol Communication Interfacesagar_ovhalОценок пока нет
- d4gs-n Ds e 7 5 csm1236 PDFДокумент11 страницd4gs-n Ds e 7 5 csm1236 PDFRiski SuhardinataОценок пока нет
- User S Manual: Rota Total Insight Addendum To Instruction Manuals For Phase-Out of Product DVDДокумент1 страницаUser S Manual: Rota Total Insight Addendum To Instruction Manuals For Phase-Out of Product DVDsagar_ovhalОценок пока нет
- Omron Photo Ellectric Sensor PDFДокумент28 страницOmron Photo Ellectric Sensor PDFsagar_ovhalОценок пока нет
- Fluke Electric Motor AnalisisДокумент8 страницFluke Electric Motor AnalisisedgardoboieroОценок пока нет
- EOQДокумент4 страницыEOQHassan Ali100% (2)
- Pert CPM GoodДокумент54 страницыPert CPM GoodHiền Lại Thị DiệuОценок пока нет
- EtiquetteДокумент19 страницEtiquettesagar_ovhalОценок пока нет
- SIS PDS LogicSolver PDFДокумент14 страницSIS PDS LogicSolver PDFsagar_ovhalОценок пока нет
- Working Capital ManagementДокумент20 страницWorking Capital ManagementSoni Parag Bharatbhai0% (1)
- Basic ConceptsДокумент8 страницBasic Conceptsbabajan_4Оценок пока нет
- TP 03: Technique D'optimisation PSOДокумент3 страницыTP 03: Technique D'optimisation PSOCEM Yelle N centreОценок пока нет
- Understanding Process ConditionsДокумент41 страницаUnderstanding Process ConditionsIbrahim Al-HammadiОценок пока нет
- Refinery TankagesДокумент4 страницыRefinery Tankagesmayuresh1101100% (1)
- Full Paper Template IRC 2020Документ3 страницыFull Paper Template IRC 2020Mobina AbdulRaufОценок пока нет
- Hargreaves 2007Документ15 страницHargreaves 2007Sam GonçalvesОценок пока нет
- JACOB ThirdДокумент16 страницJACOB ThirdWendell ReyesОценок пока нет
- Daikin RXS-K - Technical DataДокумент21 страницаDaikin RXS-K - Technical DataPrestoneKОценок пока нет
- Si™ Command Language (SCL) Software Manual: For 1240I 3540I 7080I Bl7080I Blsi7080 Si-100 Si2035 Si3540 Si5580Документ23 страницыSi™ Command Language (SCL) Software Manual: For 1240I 3540I 7080I Bl7080I Blsi7080 Si-100 Si2035 Si3540 Si5580Agenor CarvalhoОценок пока нет
- Iygb Gce: Mathematics MP2 Advanced LevelДокумент7 страницIygb Gce: Mathematics MP2 Advanced Levelsingh cos tanОценок пока нет
- JefimenkoДокумент10 страницJefimenkoBilly M. SpragueОценок пока нет
- Cost Estimation TechniquesДокумент41 страницаCost Estimation TechniquessubashОценок пока нет
- FT 539G Eng 01Документ4 страницыFT 539G Eng 01lmw_arunОценок пока нет
- A Git Cheat Sheet (Git Command Reference) - A Git Cheat Sheet and Command ReferenceДокумент14 страницA Git Cheat Sheet (Git Command Reference) - A Git Cheat Sheet and Command ReferenceMohd AzahariОценок пока нет
- Kollidon 30 Technical InformationДокумент10 страницKollidon 30 Technical InformationhomarearisugawaОценок пока нет
- Structural Steel Design: Design of Tension Members 2: Universal College of ParañaqueДокумент36 страницStructural Steel Design: Design of Tension Members 2: Universal College of ParañaqueFritz LuzonОценок пока нет
- HP 3600 v2 Switch Series - Security Configuration GuideДокумент398 страницHP 3600 v2 Switch Series - Security Configuration GuideAllan BergОценок пока нет
- RBS 2106 V3 Cabinet UpgradeДокумент7 страницRBS 2106 V3 Cabinet Upgradeamos JosephОценок пока нет
- Network of Global Corporate Control. Swiss Federal Institute of Technology in ZurichДокумент36 страницNetwork of Global Corporate Control. Swiss Federal Institute of Technology in Zurichvirtualminded100% (2)
- Arm Assembly Language ProgrammingДокумент170 страницArm Assembly Language ProgrammingAnup Kumar Yadav100% (4)
- Información de Transmisión CVT ToyotaДокумент151 страницаInformación de Transmisión CVT ToyotaMauricio Exequiel Chavez93% (15)
- Decision Model Using ExcelДокумент236 страницDecision Model Using Excelসামিউল ইসলাম রাজু100% (3)
- POWER GENERATION FROM OCEAN WAVESДокумент14 страницPOWER GENERATION FROM OCEAN WAVESChersey DoctorОценок пока нет
- Lubricants For Cement ProductionДокумент21 страницаLubricants For Cement Productiongrameshkreddy2013100% (1)
- Applications of Redox ReactionsДокумент50 страницApplications of Redox ReactionsMlamuli MlarhОценок пока нет
- 16 RMM Spring Edition 2020 Solutions CompressedДокумент83 страницы16 RMM Spring Edition 2020 Solutions CompressedKhokon GayenОценок пока нет
- QAP - LT Panel PDFДокумент8 страницQAP - LT Panel PDFAkshay Ajay100% (2)
- Smart Card/Proximity Based Vehicle Identification & Access Control SystemДокумент4 страницыSmart Card/Proximity Based Vehicle Identification & Access Control SystemkarunamoorthiОценок пока нет
- Introduction To Business Statistics: ProbabilityДокумент2 страницыIntroduction To Business Statistics: ProbabilityNghĩa PhùngОценок пока нет
- Westminster Academy, Islamabad: Physics (0625) Topic Test:Sound WavesДокумент5 страницWestminster Academy, Islamabad: Physics (0625) Topic Test:Sound Wavessaimee77Оценок пока нет
- Lecture 01Документ18 страницLecture 01priyasonu049Оценок пока нет