Вам также может понравиться
- 17 Weldability of SteelsДокумент40 страниц17 Weldability of SteelsJawed Akhter100% (1)
- Is 1570 1Документ17 страницIs 1570 1Raj K Sharma100% (1)
- Controlling Hydrogen-Induced Cracking: Entering The Weld PoolДокумент3 страницыControlling Hydrogen-Induced Cracking: Entering The Weld PoolHoangОценок пока нет
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsДокумент6 страницOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketОценок пока нет
- Knife Line Attack Welding DefectДокумент15 страницKnife Line Attack Welding DefectMyst Vern100% (1)
- Annealing (Metallurgy) WikiДокумент4 страницыAnnealing (Metallurgy) WikiStephen MontelepreОценок пока нет
- Weld Quality PDFДокумент31 страницаWeld Quality PDFNaceur TurkiОценок пока нет
- NCR AG I 055 With Vendors ReplyДокумент12 страницNCR AG I 055 With Vendors ReplymuhammedemraanОценок пока нет
- Welding and Characterization of 5083 Aluminium Alloy PDFДокумент6 страницWelding and Characterization of 5083 Aluminium Alloy PDFPatricio G. ArrienОценок пока нет
- Minimum Fillet Weld Size Per AWS D1.1 TableДокумент2 страницыMinimum Fillet Weld Size Per AWS D1.1 Tableperdhana2000Оценок пока нет
- Difference Between Weld Layer Versus Bead Versus PassДокумент6 страницDifference Between Weld Layer Versus Bead Versus Passlram70Оценок пока нет
- BohlerThyssen PDFДокумент386 страницBohlerThyssen PDFElMacheteDelHuesoОценок пока нет
- Iiw 1693 05Документ19 страницIiw 1693 05Pradip Goswami100% (1)
- 00 Cover WE Rev2Документ5 страниц00 Cover WE Rev2ariyonodndiОценок пока нет
- Esab Inconel 625 InfoДокумент1 страницаEsab Inconel 625 InforinshadОценок пока нет
- MOTS-12 Welding and NDE of WeldsДокумент1 страницаMOTS-12 Welding and NDE of Weldsryan.sОценок пока нет
- Pickling and Passivation ProcedureДокумент3 страницыPickling and Passivation Procedurearun sОценок пока нет
- Book - Vol.1&2 - BasicsAndQuality - 22junДокумент82 страницыBook - Vol.1&2 - BasicsAndQuality - 22junlth770310Оценок пока нет
- Submerged Arc Welding (Saw)Документ5 страницSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamОценок пока нет
- Gouging ProcedureДокумент11 страницGouging Procedurealizadeh222275% (4)
- SliversДокумент5 страницSliversVarun MishraОценок пока нет
- Structure and PropertiedДокумент43 страницыStructure and PropertiedJalaj GaurОценок пока нет
- How To Perform Tack Welding SuccessfullyДокумент2 страницыHow To Perform Tack Welding SuccessfullyLucaRoldoОценок пока нет
- En Aw-6082 (Aisi1mgmn)Документ1 страницаEn Aw-6082 (Aisi1mgmn)Vanessa Gomes100% (1)
- Lecture 3 High Frequency WeldingДокумент15 страницLecture 3 High Frequency WeldingFaiz Ishak100% (1)
- Lesson 14 WelderQuals - New2Документ80 страницLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureДокумент4 страницыA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16Оценок пока нет
- Hot Dip Coating, CladdingДокумент18 страницHot Dip Coating, Claddingazim turanОценок пока нет
- Gmaw & Fcaw-MsmeДокумент73 страницыGmaw & Fcaw-MsmemilindОценок пока нет
- ISO - TR - 15608 - Welding Guide Line PDFДокумент10 страницISO - TR - 15608 - Welding Guide Line PDFDacher DanielОценок пока нет
- 04-200-R1 Silicon Iron AnodesДокумент2 страницы04-200-R1 Silicon Iron Anodessams1101Оценок пока нет
- Cswip 3 1 Macro PDFДокумент36 страницCswip 3 1 Macro PDFtheОценок пока нет
- Poster DIN EN 1090-1 ENG Final PDFДокумент1 страницаPoster DIN EN 1090-1 ENG Final PDFlth770310Оценок пока нет
- JIS Seamless PipeДокумент8 страницJIS Seamless PipeJay PanalanginОценок пока нет
- Duplex Stainless Steel - Part 1 - TWIДокумент6 страницDuplex Stainless Steel - Part 1 - TWItuanОценок пока нет
- Welding Engineering PDFДокумент5 страницWelding Engineering PDFRupesh KodreОценок пока нет
- Welding TestДокумент4 страницыWelding Testsribalaji22100% (1)
- SherardizingДокумент2 страницыSherardizingRichard HockleyОценок пока нет
- Storing and Redrying Electrodes-Lincoln ElectricДокумент3 страницыStoring and Redrying Electrodes-Lincoln ElectricjasminneeОценок пока нет
- ConsumablesДокумент28 страницConsumablesadeoye_okunoyeОценок пока нет
- Ms For Buttering of Thinning Area - Rev.0 - ReviewedДокумент2 страницыMs For Buttering of Thinning Area - Rev.0 - ReviewedAtuk SafizОценок пока нет
- Geometric Unsharpness FormulaДокумент2 страницыGeometric Unsharpness FormulaJayaneela Prawin0% (1)
- ASTM Welding Tips A410 To A643Документ20 страницASTM Welding Tips A410 To A643MARIO HUAMANОценок пока нет
- RTCC Manual WPS Approval WE-WPS-001Документ7 страницRTCC Manual WPS Approval WE-WPS-001Akansha SharmaОценок пока нет
- P1 A C LHДокумент2 страницыP1 A C LHMohamed Reda HusseinОценок пока нет
- KGP-Flamme Cutting Proce For BEI PDFДокумент4 страницыKGP-Flamme Cutting Proce For BEI PDFoomoomОценок пока нет
- Met 02 Structure of WeldsДокумент45 страницMet 02 Structure of Weldsdayalram100% (1)
- ASTM A131 Steel, Grade DДокумент1 страницаASTM A131 Steel, Grade DjulianmorantesОценок пока нет
- 885F Embrittlement of Duplex Stainless SteelДокумент4 страницы885F Embrittlement of Duplex Stainless Steeljaymin444Оценок пока нет
- BS EN - Qualification CodesДокумент4 страницыBS EN - Qualification CodesBalkishan DyavanapellyОценок пока нет
- Welding TWIДокумент16 страницWelding TWIEngr Arfan Ali DhamrahoОценок пока нет
- Hydro Aluminium - AlSi7Mg0.6Документ2 страницыHydro Aluminium - AlSi7Mg0.6Raj PrasanthОценок пока нет
- Welder NIMI Q 2Документ30 страницWelder NIMI Q 2Mahesh SonarОценок пока нет
- The Role of Niobium in Austenitic and Duplex Stainless SteelsДокумент25 страницThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriОценок пока нет
- GMAW FundamentalsДокумент18 страницGMAW FundamentalsYusup MulyanaОценок пока нет
- Welding Inspector: Weld Repairs Section 16Документ20 страницWelding Inspector: Weld Repairs Section 16manojballaОценок пока нет
- WELDABILITY of SteelДокумент41 страницаWELDABILITY of Steel0502ravi75% (4)
- 17 Weldability of SteelsДокумент54 страницы17 Weldability of SteelsPraviBeetlesОценок пока нет
- 21 Weldability of SteelsДокумент40 страниц21 Weldability of Steelssaeidian100% (2)
- 7310 - 1 - 1974Документ12 страниц7310 - 1 - 19740502raviОценок пока нет
- Icf-Pioneering in A Changing Economic EnvironmentДокумент18 страницIcf-Pioneering in A Changing Economic Environment0502raviОценок пока нет
- E1648-01 Aluminum Fusion WeldsДокумент3 страницыE1648-01 Aluminum Fusion Welds0502raviОценок пока нет
- Weld DefectsДокумент6 страницWeld Defects0502raviОценок пока нет
- Is-16003-2012-Specification and Qualification of WeldingДокумент23 страницыIs-16003-2012-Specification and Qualification of WeldingvijaykumarnОценок пока нет
- CANFAN Airzon BLDC Super Efficient Fans - ICF PeramburДокумент13 страницCANFAN Airzon BLDC Super Efficient Fans - ICF Perambur0502raviОценок пока нет
- WELDABILITY of SteelДокумент41 страницаWELDABILITY of Steel0502ravi100% (1)
- To CNC Machines & RobotsДокумент29 страницTo CNC Machines & Robots0502raviОценок пока нет
- Welding VisualДокумент25 страницWelding Visual0502ravi100% (1)
- I So AwarenessДокумент32 страницыI So Awareness0502raviОценок пока нет
- Fmea 1Документ22 страницыFmea 10502raviОценок пока нет
- BS EN 1011-3-2000 - Recommendations For Arc Welding of Stainless Steels PDFДокумент25 страницBS EN 1011-3-2000 - Recommendations For Arc Welding of Stainless Steels PDF0502ravi100% (1)
- WELDABILITY of SteelДокумент41 страницаWELDABILITY of Steel0502ravi100% (1)
- Time StudyДокумент28 страницTime Study0502raviОценок пока нет
- Welding Defect PhotoДокумент14 страницWelding Defect Photo0502raviОценок пока нет
- Din 6700 2 enДокумент27 страницDin 6700 2 en0502ravi100% (1)
- Wps 15614 TemplateДокумент2 страницыWps 15614 Template0502raviОценок пока нет
- Welding ElectrodesДокумент19 страницWelding ElectrodesVijayan MunuswamyОценок пока нет
- Welding ConsumablesДокумент31 страницаWelding Consumables0502raviОценок пока нет
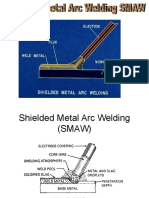
- SmawДокумент11 страницSmaw0502raviОценок пока нет
- Ss WeldingДокумент12 страницSs Welding0502ravi100% (1)
- WPSPQRДокумент11 страницWPSPQR0502raviОценок пока нет
- Stainless Steel DefectsДокумент30 страницStainless Steel Defects0502ravi100% (1)
- GR ExercisesДокумент10 страницGR Exercises0502raviОценок пока нет
- Terms in Welding Standard en 15085Документ6 страницTerms in Welding Standard en 150850502raviОценок пока нет
- Advanced Welding ProcesssДокумент11 страницAdvanced Welding Processs0502ravi100% (1)
- Welding DefectsДокумент47 страницWelding Defects0502raviОценок пока нет
- Iso 3834Документ11 страницIso 38340502ravi100% (1)
- Welding of Stainless SteelsДокумент11 страницWelding of Stainless Steels0502raviОценок пока нет
- Aoh Checklist LT and HT MotorДокумент8 страницAoh Checklist LT and HT MotorElectrical Team100% (1)
- EnhancedДокумент6 страницEnhancedsaurabh Kumar SrivastavОценок пока нет
- Ondura Installation GuideДокумент8 страницOndura Installation GuideiansevillaОценок пока нет
- Cortec India NACE - SZ and CII Sept, 2014Документ70 страницCortec India NACE - SZ and CII Sept, 2014harishkumar.ravichandranОценок пока нет
- Ansi b36 10 1979Документ23 страницыAnsi b36 10 1979Roberto Wallis100% (1)
- Aws C 5.4 Stud Welding PracticesДокумент7 страницAws C 5.4 Stud Welding PracticesJose Aciano Hernandez0% (1)
- PolyPhen Insulation DataДокумент2 страницыPolyPhen Insulation DataDanLorenaОценок пока нет
- Engine Cooling System: SectionДокумент48 страницEngine Cooling System: SectionLuis Alfonso Ortiz ESpinosaОценок пока нет
- Symbol RMДокумент7 страницSymbol RMSiti MaimunahОценок пока нет
- ASTM A681-08 - Standard Specification For Tool Steels AlloyДокумент14 страницASTM A681-08 - Standard Specification For Tool Steels Alloyhand42100% (1)
- Design and Analysis of FRPДокумент4 страницыDesign and Analysis of FRPDanielОценок пока нет
- Protection Boq Scada PackageДокумент2 страницыProtection Boq Scada Packageamhosny64Оценок пока нет
- Cagsawa, Ryan I. (Sce101-10 Problems)Документ7 страницCagsawa, Ryan I. (Sce101-10 Problems)Ryan CagsawaОценок пока нет
- E3-11 Preparation of Metallographic Specimens PDFДокумент12 страницE3-11 Preparation of Metallographic Specimens PDFevelyn50% (2)
- Electrical Properties of Lead Solder AlloyДокумент9 страницElectrical Properties of Lead Solder AlloyVedant PrustyОценок пока нет
- HMT Question PaperДокумент1 страницаHMT Question PaperSanjay GomastaОценок пока нет
- AlucomatДокумент2 страницыAlucomatJhon WijayaОценок пока нет
- Austentite Steel Thermal StabilizationДокумент17 страницAustentite Steel Thermal StabilizationArangamar KumaranОценок пока нет
- Asme IxДокумент98 страницAsme IxNam KhansomboonОценок пока нет
- CR EstimateДокумент307 страницCR EstimateGani AnosaОценок пока нет
- MFL37562519 English PDFДокумент21 страницаMFL37562519 English PDFCărunta-Crista CristinaОценок пока нет
- Blockice6p PDFДокумент6 страницBlockice6p PDFLouie Fajardo AbadОценок пока нет
- Choice of Rail WheelsДокумент4 страницыChoice of Rail WheelsMahmut KarataşОценок пока нет
- Thermal and Concentration Boundary LayersДокумент5 страницThermal and Concentration Boundary LayersRosalyne Artho-PhanОценок пока нет
- UTG-2 (1987) Structural Design of Segmental Block PavementsДокумент55 страницUTG-2 (1987) Structural Design of Segmental Block PavementsATHOLSCHWARZОценок пока нет
- Statement of Working Drawings: Calculation Scheme of SCHSДокумент71 страницаStatement of Working Drawings: Calculation Scheme of SCHSaayushОценок пока нет
- Joint Details of MCWДокумент1 страницаJoint Details of MCWVijay SinghОценок пока нет
- Plate Load Test Procedure DIN 18134Документ9 страницPlate Load Test Procedure DIN 18134Manuel Ligonio100% (1)
- Creative FRP Design GuideДокумент255 страницCreative FRP Design GuideVincenzo Praturlon100% (1)
- 3 1 3-01 08-Occ2-GbДокумент2 страницы3 1 3-01 08-Occ2-GbRa HulОценок пока нет