Вам также может понравиться
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopОт EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Weld Defects and DiscontinuitiesДокумент78 страницWeld Defects and DiscontinuitiesGilbert MendozaОценок пока нет
- Welding Defects - Causes and RemediesДокумент51 страницаWelding Defects - Causes and Remediesmilind94% (18)
- Welding DefectsДокумент68 страницWelding DefectsRahulKumarОценок пока нет
- Welding Defects - PresentationДокумент40 страницWelding Defects - Presentationforgameslive100% (17)
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerДокумент80 страницRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeОценок пока нет
- Welding Defects PresentationДокумент40 страницWelding Defects PresentationGautam KumarОценок пока нет
- Welding Defects - Its Causes and Remedial Actions & Safety in Oxyfuel Gas CuttingДокумент144 страницыWelding Defects - Its Causes and Remedial Actions & Safety in Oxyfuel Gas CuttingSuraj RawatОценок пока нет
- Welding Defects PresentationДокумент41 страницаWelding Defects PresentationAhsan AliОценок пока нет
- Defects and Discontinuities: Boiler and Mechanical PowerДокумент78 страницDefects and Discontinuities: Boiler and Mechanical PowerthejusОценок пока нет
- Day 1Документ47 страницDay 1vinay1999Оценок пока нет
- Lec24 PDFДокумент69 страницLec24 PDFsskiitbОценок пока нет
- Defects AND DiscontinuitiesДокумент49 страницDefects AND DiscontinuitiesMetalAnand ChelliahОценок пока нет
- Defects and Discontinuities: Raymund Talisic QC ManagerДокумент78 страницDefects and Discontinuities: Raymund Talisic QC Managershaako5256Оценок пока нет
- Defects: Deepjyoti Das 213115015Документ11 страницDefects: Deepjyoti Das 213115015Deepjyoti DasОценок пока нет
- RT Defect DetailsДокумент77 страницRT Defect DetailsAnonymous 7ibtVlОценок пока нет
- Definition: Amount A Joint Is Out: of Alignment at The RootДокумент33 страницыDefinition: Amount A Joint Is Out: of Alignment at The Rootkumaraswamy.kОценок пока нет
- Welding DefectsДокумент77 страницWelding DefectsBalakumar100% (1)
- Defects AND DiscontinuitiesДокумент39 страницDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- Weld RepairsДокумент40 страницWeld Repairsவிஷ்ணு ராஜசெல்வன்Оценок пока нет
- Welding Defects - Causes and RemediesДокумент51 страницаWelding Defects - Causes and RemediesMukesh Dak100% (1)
- Weld DefectsДокумент78 страницWeld DefectsKevin CheungОценок пока нет
- Weld DefectsДокумент61 страницаWeld DefectsLokesh Kumar GuptaОценок пока нет
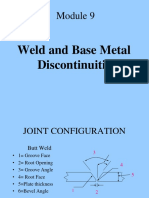
- Weld and Base Metal DiscontinuitiesДокумент74 страницыWeld and Base Metal DiscontinuitiesMohamed Saleh100% (1)
- Weld DefectДокумент78 страницWeld DefectjswldeepОценок пока нет
- Defects PDFДокумент78 страницDefects PDFAhmed MoustafaОценок пока нет
- Defects and Discontinuities: Tim Turner Elizabethtown Technical CollegeДокумент78 страницDefects and Discontinuities: Tim Turner Elizabethtown Technical Collegepurav_patel20079232Оценок пока нет
- 01 Wis5 Defect NewДокумент55 страниц01 Wis5 Defect NewHai Vuu100% (2)
- Various Welding ProcessДокумент50 страницVarious Welding Processsachin G.Оценок пока нет
- Defects and Discontinuities: Esc Defects Training Qa/QcДокумент77 страницDefects and Discontinuities: Esc Defects Training Qa/Qcsribd9128Оценок пока нет
- Welding DefectsДокумент38 страницWelding Defectssajeev27100% (4)
- Weld Defects PresentationДокумент80 страницWeld Defects PresentationRen SalazarОценок пока нет
- KEMPPI Welding Technology Course: R.BanerjeeДокумент78 страницKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaОценок пока нет
- To Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindДокумент30 страницTo Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindNidhi SharmaОценок пока нет
- Weld Defects TrainingДокумент77 страницWeld Defects TrainingQC apollohx100% (1)
- 01 - WELDING DEFECTS (Surface) - May 2021Документ28 страниц01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoОценок пока нет
- Xa00152120 Welding Defects February 2011Документ1 страницаXa00152120 Welding Defects February 2011Mehmet Soysal100% (1)
- Wa0006.Документ64 страницыWa0006.yashОценок пока нет
- DefectologyДокумент91 страницаDefectologySivasankaran Raju100% (6)
- L1 - Welding Discontinuities RemediesДокумент38 страницL1 - Welding Discontinuities RemediesLunilyn Ortega100% (1)
- DefectologyДокумент91 страницаDefectologyravindra erabattiОценок пока нет
- Basic Welding TheoryДокумент12 страницBasic Welding TheoryBudimanОценок пока нет
- Welding DefectsДокумент22 страницыWelding DefectsAnil KumarОценок пока нет
- Repair Welds: Mark/Locate Weld: DefectsДокумент23 страницыRepair Welds: Mark/Locate Weld: DefectsJhultran KatipunanОценок пока нет
- NAME 345 Welding Technology Lecture - 12 Welding Defects & DiscontinuitiesДокумент69 страницNAME 345 Welding Technology Lecture - 12 Welding Defects & DiscontinuitiesHR TusherОценок пока нет
- 13 Common Types of Welding Defects PDFДокумент13 страниц13 Common Types of Welding Defects PDFAlexandros KritsotakisОценок пока нет
- Basic WeldingДокумент6 страницBasic WeldingJeffreyBeridaОценок пока нет
- Weld DefectsДокумент80 страницWeld Defectsakhilsyam21100% (1)
- Turning Wood with Carbide Tools: Techniques and Projects for Every Skill LevelОт EverandTurning Wood with Carbide Tools: Techniques and Projects for Every Skill LevelРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderОт EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderРейтинг: 5 из 5 звезд5/5 (2)
- Farm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalОт EverandFarm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalОценок пока нет
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesОт EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesРейтинг: 5 из 5 звезд5/5 (1)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesОт EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesОценок пока нет
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeОт EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeОценок пока нет
- Acrobat Document2 PDFДокумент15 страницAcrobat Document2 PDFKhepa BabaОценок пока нет
- COM-SU-5191 Chevron Onshore Painting Specification PDFДокумент157 страницCOM-SU-5191 Chevron Onshore Painting Specification PDFKhepa Baba100% (1)
- API 571 Corrosion and Materials ProfessionalДокумент2 страницыAPI 571 Corrosion and Materials ProfessionalKhepa BabaОценок пока нет
- Acrobat Document PDFДокумент1 страницаAcrobat Document PDFKhepa BabaОценок пока нет
- COM-SU-5191 Chevron Onshore Painting Specification PDFДокумент157 страницCOM-SU-5191 Chevron Onshore Painting Specification PDFKhepa Baba100% (1)
- Dye Penetrant Test: Lipse Engineering ServicesДокумент9 страницDye Penetrant Test: Lipse Engineering ServicesKhepa BabaОценок пока нет
- Case N-4-11 Special Type 403 Modified Forgings or Bars Section III, Division 1, Class 1 and CSДокумент2 страницыCase N-4-11 Special Type 403 Modified Forgings or Bars Section III, Division 1, Class 1 and CSKhepa BabaОценок пока нет
- Radiographic Examinatio Report: Client: Chevron BD LTD Project: JBGP Acceptance StandardДокумент1 страницаRadiographic Examinatio Report: Client: Chevron BD LTD Project: JBGP Acceptance StandardKhepa BabaОценок пока нет
- Dye Penetrant Test: Lipse Engineering ServicesДокумент9 страницDye Penetrant Test: Lipse Engineering ServicesKhepa BabaОценок пока нет
- Chevron SOP-45, ScaffoldingДокумент40 страницChevron SOP-45, ScaffoldingKhepa Baba50% (2)
- BGDDY6F40115NA891231Документ2 страницыBGDDY6F40115NA891231Khepa BabaОценок пока нет
- Storage Tank Foundation Settlement Quality Control and Inspection Report FormДокумент1 страницаStorage Tank Foundation Settlement Quality Control and Inspection Report FormKhepa BabaОценок пока нет
- Lesson 5 - DistortionДокумент22 страницыLesson 5 - DistortionKhepa BabaОценок пока нет
- Course Objective ExerciseДокумент17 страницCourse Objective ExerciseKhepa BabaОценок пока нет
- Palm Oil Storage Tanks 2.0BДокумент3 страницыPalm Oil Storage Tanks 2.0BDAYOОценок пока нет
- IQWQ-CE1092-QPQAC-00-0004 - 0 -QUALITY CONTROL PROCEDURE FOR FIELD FEBRICATED TANKS罐安装质量控制程序 PDFДокумент15 страницIQWQ-CE1092-QPQAC-00-0004 - 0 -QUALITY CONTROL PROCEDURE FOR FIELD FEBRICATED TANKS罐安装质量控制程序 PDFAli MajeedОценок пока нет
- Pipeline BasicsДокумент123 страницыPipeline BasicsPN100% (6)
- LIT 9075 Robo Catalog 06-12Документ40 страницLIT 9075 Robo Catalog 06-12Ghyslain LeblancОценок пока нет
- Iso 9606 4 1999Документ11 страницIso 9606 4 1999Lino Alves InácioОценок пока нет
- W Section 2 Tig Welding Saf Fro General Catalogue3005009245853932523Документ18 страницW Section 2 Tig Welding Saf Fro General Catalogue3005009245853932523Rolando DaclanОценок пока нет
- Aws C7.2-98Документ116 страницAws C7.2-98venkatesh100% (3)
- STE Product Catalogue 2016 Email Version PDFДокумент34 страницыSTE Product Catalogue 2016 Email Version PDFdorin serbanОценок пока нет
- Selection of Filler Metal For WeldingДокумент21 страницаSelection of Filler Metal For WeldingRegu vlogsОценок пока нет
- Risk Assement For Piling PDFДокумент81 страницаRisk Assement For Piling PDFnagesh1234Оценок пока нет
- Welding TracebillityДокумент15 страницWelding TracebillityDeby Agung PratamaОценок пока нет
- PFI ES-2-2000 Method of Dimension Ing Piping AssembliesДокумент4 страницыPFI ES-2-2000 Method of Dimension Ing Piping Assembliessekharsappa2100% (3)
- Custom Design Valve Products: Flow ControlДокумент8 страницCustom Design Valve Products: Flow ControlCapacitacion TodocatОценок пока нет
- Chemical Equipment Design: Selection of Construction Material For An Ammonia Synthesis Tower (Reactor)Документ20 страницChemical Equipment Design: Selection of Construction Material For An Ammonia Synthesis Tower (Reactor)Tran Thuy Anh B2005647Оценок пока нет
- MRT Phase 2Документ47 страницMRT Phase 2hilmihilmi100% (1)
- Tubeandpipejournal202103 DLДокумент44 страницыTubeandpipejournal202103 DLLeo CarrascoОценок пока нет
- Indra: For ConstructionДокумент25 страницIndra: For Constructionsumit kumarОценок пока нет
- Aluminium Technical DataДокумент27 страницAluminium Technical DataBanhBeoBi1Оценок пока нет
- ASME - Lessens Learned - MT or PT at Weld Joint Preparation and The Outside Peripheral Edge of The Flat Plate After WДокумент17 страницASME - Lessens Learned - MT or PT at Weld Joint Preparation and The Outside Peripheral Edge of The Flat Plate After Wpranav.kunte3312Оценок пока нет
- Comprehensive Analysis of Effects of Ultraviolet Radiation Exposure On Grade 12 SMAW Students During The SMAW ProcessДокумент13 страницComprehensive Analysis of Effects of Ultraviolet Radiation Exposure On Grade 12 SMAW Students During The SMAW ProcessHaru MitsuОценок пока нет
- Nelson Weld StudscplДокумент1 страницаNelson Weld StudscplARTHURS316Оценок пока нет
- Operation of GTAW - 7 Steps - Metallurgy (1) - OcredДокумент17 страницOperation of GTAW - 7 Steps - Metallurgy (1) - OcredMarceloToccoОценок пока нет
- Interface Rob 4000-5000Документ34 страницыInterface Rob 4000-5000Bruno GuedesОценок пока нет
- Unimig-Procraft ManualДокумент13 страницUnimig-Procraft ManualMike SmithОценок пока нет
- MSC SimufacДокумент10 страницMSC SimufacnsureshbabuОценок пока нет
- FCAW Welding Guide PDFДокумент76 страницFCAW Welding Guide PDFAmir Nor0% (1)
- BFE Installation-Operation-Maintenance Manual PDFДокумент48 страницBFE Installation-Operation-Maintenance Manual PDFErcan Yilmaz0% (1)
- Visio-VSM AssignmentДокумент1 страницаVisio-VSM AssignmentKiran IqbalОценок пока нет
- 1&2) Diploma in Manufacturing Engineering - Learn & EarnДокумент72 страницы1&2) Diploma in Manufacturing Engineering - Learn & EarnDarshan GohelОценок пока нет
- SFA Specifications 01Документ14 страницSFA Specifications 01Yasser Abd El FattahОценок пока нет