Вам также может понравиться
- Push Pull PDFДокумент5 страницPush Pull PDFskgolbanОценок пока нет
- Fisica de PlantaДокумент21 страницаFisica de PlantaJulian TelloОценок пока нет
- Chapter 07Документ36 страницChapter 07albgatmty100% (1)
- Material Requirements Planning (MRP) : AssumptionsДокумент6 страницMaterial Requirements Planning (MRP) : Assumptionsqzm74lОценок пока нет
- Basic Factory Dinamics-1Документ33 страницыBasic Factory Dinamics-1Ana Becerra AvilesОценок пока нет
- Lec 10 and 11Документ63 страницыLec 10 and 11Gangadhar TallaОценок пока нет
- Push Pull System Spring 2014Документ25 страницPush Pull System Spring 2014Mohammad OkourОценок пока нет
- Basic Factory DynamicsДокумент96 страницBasic Factory Dynamicseassa khanОценок пока нет
- Basic Factory Dynamics: HAL Case - Science?Документ9 страницBasic Factory Dynamics: HAL Case - Science?Tawatchai LimmontholОценок пока нет
- Basic Factory DynamicsДокумент93 страницыBasic Factory DynamicsFaizanОценок пока нет
- General Principles of Pipelining: Andrew Warfield CS313Документ25 страницGeneral Principles of Pipelining: Andrew Warfield CS313NishanthoraОценок пока нет
- CH 09Документ25 страницCH 09Kocic BalicevacОценок пока нет
- CS461 Real Time SystemsДокумент69 страницCS461 Real Time Systemsprabakaran.rОценок пока нет
- Lecture 13: Trace Scheduling, Conditional Execution, Speculation, Limits of ILPДокумент21 страницаLecture 13: Trace Scheduling, Conditional Execution, Speculation, Limits of ILPBalasubramanian JayaramanОценок пока нет
- WCDMA Mobility Counter and KPIДокумент59 страницWCDMA Mobility Counter and KPIgiorgi nebieridzeОценок пока нет
- 3647 9555 1 PBДокумент130 страниц3647 9555 1 PBJay JaydenОценок пока нет
- Scientech 2323Документ80 страницScientech 2323sarikapravinОценок пока нет
- High Voltage Testing of Hydro GeneratorsДокумент22 страницыHigh Voltage Testing of Hydro Generatorsnir205Оценок пока нет
- Can Node Emulator Using The Vector Can-Tech CanalyzerДокумент17 страницCan Node Emulator Using The Vector Can-Tech Canalyzerranamana100% (1)
- Automatic Control Systems Lecture IntroductionДокумент25 страницAutomatic Control Systems Lecture IntroductionAbdullah Mohammed AlsaadouniОценок пока нет
- Source Book: Factory Physics (Hopp & Spearman, Source Book: Factory Physics (Hopp & Spearman, 2000)Документ32 страницыSource Book: Factory Physics (Hopp & Spearman, Source Book: Factory Physics (Hopp & Spearman, 2000)HilalAldemirОценок пока нет
- Computer-Aided Hazard Identification: Paul Chung (P.w.h.chung@lboro - Ac.uk) Department of Computer ScienceДокумент38 страницComputer-Aided Hazard Identification: Paul Chung (P.w.h.chung@lboro - Ac.uk) Department of Computer Scienceamit64007Оценок пока нет
- Lean Manufacturing Lec 5.1Документ41 страницаLean Manufacturing Lec 5.1Muhammad KhalilОценок пока нет
- Programmable Logic Controller Evolution History and Applications in 40 CharactersДокумент28 страницProgrammable Logic Controller Evolution History and Applications in 40 CharactersPrittam Kumar JenaОценок пока нет
- LeanДокумент19 страницLeanMusical CorruptionОценок пока нет
- Tuning Feedback Controllers for Optimal PerformanceДокумент47 страницTuning Feedback Controllers for Optimal PerformanceWilliam Alejandro Contreras MaestreОценок пока нет
- Design of State Feedback Controller and Observer Using MatlabДокумент6 страницDesign of State Feedback Controller and Observer Using MatlabYashwant MosesОценок пока нет
- Introduction To KanbanДокумент26 страницIntroduction To KanbanAbhinav GoelОценок пока нет
- Stud CSA Mod 5p2 Arithmetic SuperPipelineДокумент57 страницStud CSA Mod 5p2 Arithmetic SuperPipelinesheenaneesОценок пока нет
- 6.3.6 System Entry Point: Figure 114: The Sequence in A CONWIP Backlog Should Be Easy To Understand (Image Roser)Документ40 страниц6.3.6 System Entry Point: Figure 114: The Sequence in A CONWIP Backlog Should Be Easy To Understand (Image Roser)Đạt Nguyễn TiếnОценок пока нет
- The Basics of Lc-Msms Troubleshooting: Tools, Cases, StrategyДокумент93 страницыThe Basics of Lc-Msms Troubleshooting: Tools, Cases, StrategyLÊ Nhơn ĐứcОценок пока нет
- Just-In-Time and Kanban: Push or Pull?Документ43 страницыJust-In-Time and Kanban: Push or Pull?cristianpetriceanОценок пока нет
- Capwap Signal Matching Software: Analytical. Measured. TrustedДокумент2 страницыCapwap Signal Matching Software: Analytical. Measured. Trusteds pradhanОценок пока нет
- Chapter 7: Runtime Environment: - Run Time Memory OrganizationДокумент18 страницChapter 7: Runtime Environment: - Run Time Memory OrganizationAlex Solomon AОценок пока нет
- While LoopДокумент24 страницыWhile LoopgabujumraОценок пока нет
- Experion PKS - Virtual Process OverviewДокумент21 страницаExperion PKS - Virtual Process OverviewProtheuss01100% (1)
- Generator Hipot TestingДокумент30 страницGenerator Hipot TestingBalu MОценок пока нет
- Research Paper On Op AmpДокумент8 страницResearch Paper On Op Ampfysfs7g3100% (1)
- PolyLab OS System OverviewДокумент93 страницыPolyLab OS System OverviewThuật LêОценок пока нет
- Expt. 1 EEE 4304 Electronics IIДокумент9 страницExpt. 1 EEE 4304 Electronics IISogodok YahyaОценок пока нет
- Basic Data Analysis and Pycbc Tutorial With GoogleДокумент19 страницBasic Data Analysis and Pycbc Tutorial With GoogleaswinОценок пока нет
- CP Fault Opi For Apz 212 60Документ4 страницыCP Fault Opi For Apz 212 60Orlando MondlaneОценок пока нет
- Lab 6Документ8 страницLab 6RachnaОценок пока нет
- Instruction Level Parallelism: PipeliningДокумент6 страницInstruction Level Parallelism: PipeliningkbkkrОценок пока нет
- Chapter 16 - Lean Systems Answers To Questions, Problems, and Case Problems Answers To QuestionsДокумент13 страницChapter 16 - Lean Systems Answers To Questions, Problems, and Case Problems Answers To QuestionsomkarОценок пока нет
- Design of Synchronous Sequential Circuits Using PLAДокумент15 страницDesign of Synchronous Sequential Circuits Using PLAJasper JenyОценок пока нет
- Ca08 2014 PDFДокумент54 страницыCa08 2014 PDFPance CvetkovskiОценок пока нет
- LEGO Simulation OverviewДокумент17 страницLEGO Simulation Overviewleansimulation810667% (6)
- Electric EnginerrДокумент15 страницElectric EnginerrMohammad NamiqОценок пока нет
- Handout Tps-LeanДокумент92 страницыHandout Tps-LeanmanuelОценок пока нет
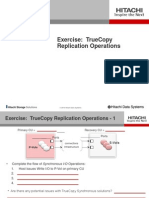
- Exercise: Truecopy Replication Operations: © 2010 Hitachi Data SystemsДокумент6 страницExercise: Truecopy Replication Operations: © 2010 Hitachi Data Systemsgyan1Оценок пока нет
- Programmable Logic Controllers: A Concise ExplorationДокумент33 страницыProgrammable Logic Controllers: A Concise ExplorationmjrsudhakarОценок пока нет
- CHAP1Документ22 страницыCHAP1黃聖傑Оценок пока нет
- Interview QuestionsДокумент155 страницInterview Questionspravallika vysyaraju100% (9)
- Xe 62011 Open MPДокумент46 страницXe 62011 Open MPJulianMoralesОценок пока нет
- Lecture 9: Case Study - MIPS R4000 and Introduction To Advanced PipeliningДокумент23 страницыLecture 9: Case Study - MIPS R4000 and Introduction To Advanced PipeliningNithin KumarОценок пока нет
- Loops and Files: Chapte R4Документ46 страницLoops and Files: Chapte R4Muhamad IhsanОценок пока нет
- Department of Mechanical and Automation Engineering: Maeg3050 Introduction To Control Systems 1st Term, 2021-22Документ107 страницDepartment of Mechanical and Automation Engineering: Maeg3050 Introduction To Control Systems 1st Term, 2021-22R osonОценок пока нет
- Research Paper Operational AmplifierДокумент8 страницResearch Paper Operational Amplifiergz83v005100% (1)
- Fxprimus Trust Fact SheetДокумент2 страницыFxprimus Trust Fact SheetRaymond TanОценок пока нет
- 2015-08-22 09.56.30 GraphicsДокумент1 страница2015-08-22 09.56.30 GraphicsRaymond TanОценок пока нет
- 7508 31099 1 PBДокумент20 страниц7508 31099 1 PBRaymond TanОценок пока нет
- Assignment CaseДокумент2 страницыAssignment CaseRaymond TanОценок пока нет
- VariablesДокумент2 страницыVariablesRaymond TanОценок пока нет
- PVC ConduitДокумент2 страницыPVC ConduitRaymond TanОценок пока нет
- 150 Sample Employee DataДокумент43 страницы150 Sample Employee DataRaymond TanОценок пока нет
- 150 Sample Employee DataДокумент43 страницы150 Sample Employee DataRaymond TanОценок пока нет
- PVC ConduitДокумент2 страницыPVC ConduitRaymond TanОценок пока нет
- CLAD Homework 3 SolutionsДокумент2 страницыCLAD Homework 3 SolutionsRaymond TanОценок пока нет
- Avast inДокумент3 страницыAvast inRaymond TanОценок пока нет
- 7 ElevenДокумент20 страниц7 ElevenRaymond TanОценок пока нет
- Operations Strategy of Apple IncДокумент6 страницOperations Strategy of Apple IncSoumya Ranjan50% (2)
- Southwestern University: 5 SeasonsДокумент5 страницSouthwestern University: 5 SeasonsRaymond TanОценок пока нет
- Global Business Strategy of Coca-ColaДокумент35 страницGlobal Business Strategy of Coca-ColaVasile TotalBiscuit MihaiОценок пока нет
- Operations Strategy of Apple IncДокумент6 страницOperations Strategy of Apple IncSoumya Ranjan50% (2)
- Southwestern University: 5 SeasonsДокумент5 страницSouthwestern University: 5 SeasonsRaymond TanОценок пока нет
- Supplementary CardApp FormДокумент2 страницыSupplementary CardApp FormRaymond TanОценок пока нет
- BBA Fall2020 Operations Management Quiz 1Документ2 страницыBBA Fall2020 Operations Management Quiz 1Redwan Afrid AvinОценок пока нет
- Distinguish Between Production Management and Operation Management. What Is Production Management?Документ17 страницDistinguish Between Production Management and Operation Management. What Is Production Management?Desu Mekonnen100% (1)
- Om Sample Project 2Документ74 страницыOm Sample Project 2Jamsheed0% (1)
- Operations Management: The Input/output Transformation ModelДокумент2 страницыOperations Management: The Input/output Transformation ModelJUAN DIEGO QUINONES VENTESОценок пока нет
- Parametric Modeling in Rail Capacity Planning - ReviewДокумент2 страницыParametric Modeling in Rail Capacity Planning - ReviewLaura MohiuddinОценок пока нет
- Global Operations and Supply Chain Management True/False QuestionsДокумент31 страницаGlobal Operations and Supply Chain Management True/False QuestionsAntoniusОценок пока нет
- Production ManagementДокумент20 страницProduction ManagementJen Aquino ZetaОценок пока нет
- How Hard Rock and Ford Apply OM DecisionsДокумент6 страницHow Hard Rock and Ford Apply OM DecisionsNove Jane Zurita100% (2)
- 09 APICS CSCP Brochure InternationalДокумент4 страницы09 APICS CSCP Brochure InternationalBalaji SaranganОценок пока нет
- Program Director Project Manager in Orlando FL Resume Jorge FigueroaДокумент1 страницаProgram Director Project Manager in Orlando FL Resume Jorge FigueroaJorgeFigueroa2Оценок пока нет
- Service OperationsДокумент18 страницService OperationsCarol Gean Laurente DaelОценок пока нет
- Just in Time Construction MethodДокумент72 страницыJust in Time Construction Methodjaz_pg86% (36)
- 10 OM Decisions Starbucks CoffeeДокумент3 страницы10 OM Decisions Starbucks CoffeeHamza Bin Tahir100% (1)
- Dwnload Full Quality and Performance Excellence 7th Edition Evans Test Bank PDFДокумент35 страницDwnload Full Quality and Performance Excellence 7th Edition Evans Test Bank PDFtetteykaheif100% (5)
- POM Book - 60 PagesДокумент60 страницPOM Book - 60 PagesrubelkkОценок пока нет
- Case Study Levi'sДокумент13 страницCase Study Levi'sJedNur Kusayin33% (3)
- Mitsde INTRO With Gen Corp InformationДокумент5 страницMitsde INTRO With Gen Corp InformationDistance MbaОценок пока нет
- Toyota Production System (TPS)Документ9 страницToyota Production System (TPS)Abdellatif AbidОценок пока нет
- Unit Iii Vehicles Parts, Supply Management and BudgetДокумент3 страницыUnit Iii Vehicles Parts, Supply Management and Budgetdbzdivik100% (1)
- Mba Pom Exam 122019Документ6 страницMba Pom Exam 122019Ped SalvadorОценок пока нет
- Proficiency Certificate Programme in Operations ManagementДокумент4 страницыProficiency Certificate Programme in Operations ManagementIndrajitОценок пока нет
- Stennis BUS227 U1 Review-AssignmentДокумент7 страницStennis BUS227 U1 Review-AssignmentJacobi StennisОценок пока нет
- 2016 Riezebos Leanschools-1Документ13 страниц2016 Riezebos Leanschools-1Bouz IkramОценок пока нет
- Marketing Management: Group# 1Документ20 страницMarketing Management: Group# 1Qurat Ul AinОценок пока нет
- ITB Teknik Industri Dosen Research InterestДокумент3 страницыITB Teknik Industri Dosen Research InterestCitra AstariОценок пока нет
- 7th Sem Syllabus PDFДокумент17 страниц7th Sem Syllabus PDFBala Sudheer BaluОценок пока нет
- End-Module Assignment: University of Bedfordshire Foreign Trade UniversityДокумент17 страницEnd-Module Assignment: University of Bedfordshire Foreign Trade UniversityK59 Tran Thi Thuy AnОценок пока нет
- PDBA Operations Course OutlineДокумент12 страницPDBA Operations Course OutlineQasim AbrahamsОценок пока нет
- Module 1-4Документ3 страницыModule 1-4Euli Mae SomeraОценок пока нет
- Mong Project OutlineДокумент47 страницMong Project OutlineAmir AmirrzzОценок пока нет