Вам также может понравиться
- TWI ppt-WPE1-Course-Notes PDFДокумент72 страницыTWI ppt-WPE1-Course-Notes PDFA. ΒρατσισταОценок пока нет
- Radiographs Course Reference WIS 20: RadiographyДокумент35 страницRadiographs Course Reference WIS 20: RadiographySankar Muka100% (2)
- Everything You Need to Know About Drill BitsДокумент23 страницыEverything You Need to Know About Drill BitsIndah CharismasariОценок пока нет
- Sheet Metal OperationsДокумент27 страницSheet Metal OperationsbmvinayОценок пока нет
- Cooling Tower ChecklistДокумент2 страницыCooling Tower ChecklistLaiq100% (4)
- Kia Sportage 2005Документ79 страницKia Sportage 2005hubertocОценок пока нет
- The Alternative To PWHT Temper Bead Welding by Walter J SperkoДокумент64 страницыThe Alternative To PWHT Temper Bead Welding by Walter J Sperkosusanweb100% (3)
- TWI CSWIP 3.1 Wis 5 Welding Inspection Weldability: World Centre For Materials Joining TechnologyДокумент53 страницыTWI CSWIP 3.1 Wis 5 Welding Inspection Weldability: World Centre For Materials Joining TechnologyOnur Altuntaş100% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyДокумент46 страницTWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyOnur AltuntaşОценок пока нет
- Tut3 - Bending Moment and Shear Force Diagrams - MemoДокумент12 страницTut3 - Bending Moment and Shear Force Diagrams - MemoDazzle Njabs MbungeleОценок пока нет
- 2023-05-16 Package 21 OC Rev.4Документ123 страницы2023-05-16 Package 21 OC Rev.4pham locОценок пока нет
- Various Welding ProcessДокумент50 страницVarious Welding Processsachin G.Оценок пока нет
- Install Additional LBD Points Pressure TestДокумент25 страницInstall Additional LBD Points Pressure Testnagu100% (1)
- Welding Symbols & Weld PreparationsДокумент54 страницыWelding Symbols & Weld PreparationsAmirtha Thiyagaraajan AlagesanОценок пока нет
- WIS5 Imperfections 2006 PDFДокумент81 страницаWIS5 Imperfections 2006 PDFWatcharapong Puangthaisong100% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection Destructive Tests: World Centre For Materials Joining TechnologyДокумент20 страницTWI CSWIP 3.1 Wis 5 Welding Inspection Destructive Tests: World Centre For Materials Joining TechnologyOnur Altuntaş100% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection Heat Treatment: World Centre For Materials Joining TechnologyДокумент9 страницTWI CSWIP 3.1 Wis 5 Welding Inspection Heat Treatment: World Centre For Materials Joining TechnologyOnur AltuntaşОценок пока нет
- Welding SymbolsДокумент49 страницWelding SymbolsManiОценок пока нет
- BS en 12334-2001Документ14 страницBS en 12334-2001Udit Kumar SarkarОценок пока нет
- 01 - WELDING DEFECTS (Surface) - May 2021Документ28 страниц01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoОценок пока нет
- NDT Penetrant Testing GuideДокумент44 страницыNDT Penetrant Testing Guidejar_2Оценок пока нет
- TWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyДокумент91 страницаTWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyOnur AltuntaşОценок пока нет
- SAFETY Action Plan For 2016Документ6 страницSAFETY Action Plan For 2016naguОценок пока нет
- Welding Inspection: Defects/Repairs Course Reference WIS 5Документ54 страницыWelding Inspection: Defects/Repairs Course Reference WIS 5verall_averusОценок пока нет
- Titanium 101Документ19 страницTitanium 101MOHAN100% (2)
- Welding Defects GuideДокумент16 страницWelding Defects Guidepozolab0% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection Consumables Identification & ControlДокумент61 страницаTWI CSWIP 3.1 Wis 5 Welding Inspection Consumables Identification & ControlKrishnamoorthi Venkatesan100% (2)
- Welding MetallurgyДокумент37 страницWelding Metallurgyhemant1886100% (4)
- VISUAL WELD INSPECTIONДокумент57 страницVISUAL WELD INSPECTIONQuang Duan Nguyen100% (4)
- Wis10 NDTДокумент99 страницWis10 NDTsiva8000100% (2)
- TWI CSWIP 3.1 Wis 5 Welding Inspection Four Factors: World Centre For Materials Joining TechnologyДокумент7 страницTWI CSWIP 3.1 Wis 5 Welding Inspection Four Factors: World Centre For Materials Joining TechnologyOnur AltuntaşОценок пока нет
- Senior Welding Inspector DutiesДокумент59 страницSenior Welding Inspector Dutiesnagu100% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection Consumables Identification and ControlДокумент24 страницыTWI CSWIP 3.1 Wis 5 Welding Inspection Consumables Identification and ControlOnur Altuntaş100% (1)
- Physics Question Bank Kvpy PDFДокумент97 страницPhysics Question Bank Kvpy PDFaswin sivakumarОценок пока нет
- The Physics of Welding: International Institute of WeldingОт EverandThe Physics of Welding: International Institute of WeldingРейтинг: 1.5 из 5 звезд1.5/5 (2)
- Visual Weld Inspection and Defect Identification GuideДокумент46 страницVisual Weld Inspection and Defect Identification GuideDương PhúcОценок пока нет
- Welding PresentationДокумент65 страницWelding PresentationVasil YordanovОценок пока нет
- Welding DefectsДокумент5 страницWelding DefectsDEEPAKОценок пока нет
- RI DefectsДокумент49 страницRI DefectsMuhammad Zariq100% (2)
- TWI CSWIP 3.2 WIS 10 Senior Welding Inspection Terminology: World Centre For Materials Joining TechnologyДокумент16 страницTWI CSWIP 3.2 WIS 10 Senior Welding Inspection Terminology: World Centre For Materials Joining TechnologyJithuJohnОценок пока нет
- Unfired Pressure VesselДокумент30 страницUnfired Pressure VesselSrinivasan RajenderanОценок пока нет
- TWI CSWIP Visual Inspection of WeldДокумент102 страницыTWI CSWIP Visual Inspection of WeldOnur Altuntaş100% (24)
- Reinforcing Bar CouplersДокумент9 страницReinforcing Bar CouplersAWAKSEORANGОценок пока нет
- TWI CSWIP 3.1 Wis 5 Welding Inspection P Ractical Visual Inspection of WeldsДокумент40 страницTWI CSWIP 3.1 Wis 5 Welding Inspection P Ractical Visual Inspection of Weldsmuthuswamy77Оценок пока нет
- Visual Weld Exam TrainingДокумент64 страницыVisual Weld Exam Trainingcarlos100% (1)
- WIS5 Symbols 05Документ52 страницыWIS5 Symbols 05anon_90890103Оценок пока нет
- Din 7500 enДокумент10 страницDin 7500 enCălin Bălăiţă100% (1)
- 04 WIS5 MechanicalTesting 2006Документ114 страниц04 WIS5 MechanicalTesting 2006mdsajidalam100% (1)
- Codes and Standards: Piping EngineeringДокумент23 страницыCodes and Standards: Piping EngineeringAnnieMalikОценок пока нет
- WIS5 Mechanical Testing - 03Документ57 страницWIS5 Mechanical Testing - 03Sầu ĐờiОценок пока нет
- Twi - Welding Inspection - SteelsДокумент209 страницTwi - Welding Inspection - Steelsenels77Оценок пока нет
- Final ReviewДокумент104 страницыFinal Reviewzhou wangchaoОценок пока нет
- TWI CSWIP 3.1 Wis 5 Welding Inspection Practical Visual Inspection of Pipe WeldsДокумент11 страницTWI CSWIP 3.1 Wis 5 Welding Inspection Practical Visual Inspection of Pipe WeldsJohn DareОценок пока нет
- Cwi Twi 2006Документ333 страницыCwi Twi 2006Lajit SubramanianОценок пока нет
- BpweldtiДокумент36 страницBpweldtiBivashОценок пока нет
- Fastener Fair Stuttgart 2017 Show PreviewДокумент81 страницаFastener Fair Stuttgart 2017 Show PreviewAmit PrajapatiОценок пока нет
- Bossard CatalogueДокумент90 страницBossard CataloguerammysiОценок пока нет
- 3 0 Visual Weld InspectorДокумент74 страницы3 0 Visual Weld InspectorVincent Sofia RaphaelОценок пока нет
- Visual Testing of Welds.Документ9 страницVisual Testing of Welds.maheshОценок пока нет
- Destructive Testing Methods for Stud WeldsДокумент2 страницыDestructive Testing Methods for Stud WeldsGerson Suarez CastellonОценок пока нет
- Module 4 Weld Geometry and Welding Symbols-1Документ87 страницModule 4 Weld Geometry and Welding Symbols-1Miki JaksicОценок пока нет
- Basic Weld MetallurgyДокумент34 страницыBasic Weld Metallurgydaha333Оценок пока нет
- Visual Guide To Weld Defects & DiscontinuitiesДокумент44 страницыVisual Guide To Weld Defects & DiscontinuitiesGTPATELОценок пока нет
- Twi Impact TestingДокумент17 страницTwi Impact TestingchungndtОценок пока нет
- WIS10 M.TestДокумент46 страницWIS10 M.TestUmaibalan100% (1)
- Welding NormsДокумент14 страницWelding NormsimupathanОценок пока нет
- 24 Practical Visual InspectionДокумент5 страниц24 Practical Visual InspectionMai Anh TaiОценок пока нет
- TWI CSWIP 3.1 WIS 10 Senior Welding Inspection Welding Symbols & Weld Preparation Section 6Документ55 страницTWI CSWIP 3.1 WIS 10 Senior Welding Inspection Welding Symbols & Weld Preparation Section 6JJОценок пока нет
- Expanded Metal TechnicalДокумент16 страницExpanded Metal TechnicalwolverinestormОценок пока нет
- Stud WeldingДокумент15 страницStud WeldingSairaj JakalОценок пока нет
- Design Part 2 - TWIДокумент9 страницDesign Part 2 - TWIFreddie KooОценок пока нет
- Triten BrochureДокумент8 страницTriten Brochuredragon2065Оценок пока нет
- Manual Técnico de Parafusos - BOSSARDДокумент85 страницManual Técnico de Parafusos - BOSSARDRenato Caldas100% (1)
- M Selvam Fabrication FORMENДокумент4 страницыM Selvam Fabrication FORMENnaguОценок пока нет
- M Selvam Fabrication SupervisorДокумент4 страницыM Selvam Fabrication SupervisornaguОценок пока нет
- Olayan Descon Industrial Company LTD.: Request For Inspection (RFI)Документ1 страницаOlayan Descon Industrial Company LTD.: Request For Inspection (RFI)naguОценок пока нет
- Safety Shahid NotesДокумент46 страницSafety Shahid NotesnaguОценок пока нет
- Sudip Kumar Jana: Application Applied For Pipe FabricatorДокумент2 страницыSudip Kumar Jana: Application Applied For Pipe FabricatornaguОценок пока нет
- Weekly Welding Rejection RateДокумент1 страницаWeekly Welding Rejection Ratenagu100% (3)
- Material Rfi, Test Report-30122016104619 PDFДокумент2 страницыMaterial Rfi, Test Report-30122016104619 PDFnagu100% (1)
- Jana DocumentsДокумент21 страницаJana DocumentsnaguОценок пока нет
- RFI For Welding Inspection EJN00048Документ1 страницаRFI For Welding Inspection EJN00048nagu100% (1)
- Golden Joint 100% PT (Root & Final Weld) FW-01, FW-02, FW-08AДокумент2 страницыGolden Joint 100% PT (Root & Final Weld) FW-01, FW-02, FW-08AnaguОценок пока нет
- Material Rfi & Hydro Test ReportДокумент2 страницыMaterial Rfi & Hydro Test Reportnagu100% (1)
- RT Req - 024Документ40 страницRT Req - 024naguОценок пока нет
- Monthly WWRRДокумент1 страницаMonthly WWRRnaguОценок пока нет
- Gate PassДокумент90 страницGate PassnaguОценок пока нет
- New 2016 NDT Handbook Vol 10 2 PDFДокумент600 страницNew 2016 NDT Handbook Vol 10 2 PDFnagu100% (1)
- Workplace Stress, A Collective ChallengeДокумент10 страницWorkplace Stress, A Collective ChallengenaguОценок пока нет
- 6309 Mech ITP-ApprovedДокумент5 страниц6309 Mech ITP-ApprovednaguОценок пока нет
- Safety Presentation 1Документ1 страницаSafety Presentation 1naguОценок пока нет
- Workplace Stress, A Collective ChallengeДокумент10 страницWorkplace Stress, A Collective ChallengenaguОценок пока нет
- CSWIP Day 1Документ71 страницаCSWIP Day 1kirubha_karan2000Оценок пока нет
- EHS Observtios For Flare Project DCS On 03 08 16Документ41 страницаEHS Observtios For Flare Project DCS On 03 08 16naguОценок пока нет
- 1-Weld Process Crack Mechanisms. Rev 1Документ110 страниц1-Weld Process Crack Mechanisms. Rev 1naguОценок пока нет
- 3 Type of FailuresДокумент3 страницы3 Type of FailuresAhmed LepdaОценок пока нет
- Piping SymbolsДокумент4 страницыPiping SymbolsnaguОценок пока нет
- 02 Terminology and Weld PreparationsДокумент26 страниц02 Terminology and Weld PreparationsnaguОценок пока нет
- 01 IntroductionДокумент15 страниц01 IntroductionnaguОценок пока нет
- Mechanical Vibration and Oscillation in Transmission LinesДокумент27 страницMechanical Vibration and Oscillation in Transmission LinesChhatrapal SinghОценок пока нет
- Keperluan Document Sebagai Dasar Penerbitan SLOДокумент4 страницыKeperluan Document Sebagai Dasar Penerbitan SLOFaturrakhman KhairanОценок пока нет
- Progress on Equipment OverhaulДокумент4 страницыProgress on Equipment Overhaulaldy albarОценок пока нет
- Sp329a PRIMAAX EX For Mack HDT PDFДокумент6 страницSp329a PRIMAAX EX For Mack HDT PDFJonathan Smith Vargas torresОценок пока нет
- Chemical Engg. 3rd SemДокумент3 страницыChemical Engg. 3rd SemAVERAGEОценок пока нет
- LAB 2 Free N Force VibrationДокумент8 страницLAB 2 Free N Force Vibrationmohdanis53yahoocomОценок пока нет
- Drying solids fundamentals and equipment selectionДокумент30 страницDrying solids fundamentals and equipment selectionArfel Marie FuentesОценок пока нет
- Form Forecast Order Tools Ahass 2020Документ9 страницForm Forecast Order Tools Ahass 2020Ahass Sukomoro MotorОценок пока нет
- Alkylation Complex Start Up Plan: ObjectivesДокумент10 страницAlkylation Complex Start Up Plan: ObjectivesBikas SahaОценок пока нет
- Department of Aerospace Engineering: Chapter-1 Review of Basic Definitions & EquationsДокумент53 страницыDepartment of Aerospace Engineering: Chapter-1 Review of Basic Definitions & EquationsJASHANPREET SINGHОценок пока нет
- Gravity Sewer Acceptance Testing Results Sheet: Sewer Pipeline Pressure TestДокумент1 страницаGravity Sewer Acceptance Testing Results Sheet: Sewer Pipeline Pressure TestLulouch Raiz100% (1)
- 14070733Документ27 страниц14070733layaljamal2Оценок пока нет
- Tutorial 7 MomentumДокумент4 страницыTutorial 7 Momentumapi-3827354Оценок пока нет
- Training Report HPGCLДокумент34 страницыTraining Report HPGCLSidhant BhayanaОценок пока нет
- Thermal Relief Valves: From The Automation List Department..Документ1 страницаThermal Relief Valves: From The Automation List Department..Sofyan HadiОценок пока нет
- Fuel and EmissionsДокумент221 страницаFuel and Emissionsthomas rulduОценок пока нет
- CMT Capitolul 4 - Transmisii Curele DintateДокумент19 страницCMT Capitolul 4 - Transmisii Curele DintateANAОценок пока нет
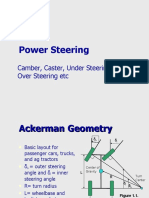
- Power Steering: Camber, Caster, Under Steering, Over Steering EtcДокумент63 страницыPower Steering: Camber, Caster, Under Steering, Over Steering EtcShravan Bunny DuaОценок пока нет