Вам также может понравиться
- Introduction To Computational Fluid DynamicsДокумент34 страницыIntroduction To Computational Fluid DynamicsKhayrulIslamОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Ise407 Fall2018Документ91 страницаIse407 Fall2018KhayrulIslamОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Introduction To Computational Fluid Dynamics: Lecture 2: CFD DiscretizationДокумент63 страницыIntroduction To Computational Fluid Dynamics: Lecture 2: CFD DiscretizationKhayrulIslamОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- ME 450 - Multiscale and Multiphase Computational Fluid Dynamics (Fall 2020)Документ3 страницыME 450 - Multiscale and Multiphase Computational Fluid Dynamics (Fall 2020)KhayrulIslamОценок пока нет
- Gmail - TOEFL IBT® Test AppointmentДокумент2 страницыGmail - TOEFL IBT® Test AppointmentKhayrulIslamОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Assignment On Video Display Worksation: Submited byДокумент21 страницаAssignment On Video Display Worksation: Submited byKhayrulIslamОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Gjvi MGQKVJ E W×I Weáwß: XVKV Avšír©Vwzk Evwyr Gjvñ2017Документ1 страницаGjvi MGQKVJ E W×I Weáwß: XVKV Avšír©Vwzk Evwyr Gjvñ2017KhayrulIslamОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- L5-Fundamentals of Metal CastingДокумент22 страницыL5-Fundamentals of Metal CastingKhayrulIslamОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Grade CalculationДокумент1 страницаGrade CalculationKhayrulIslamОценок пока нет
- L10-Casting DesignДокумент42 страницыL10-Casting DesignKhayrulIslam100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Computer Graphics: Overview of Graphics SystemsДокумент25 страницComputer Graphics: Overview of Graphics Systemsshibina balakrishnanОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Sti260N6F6 Stp260N6F6: N-Channel 60 V, 0.0024 Ω, 120 A Stripfet™ Vi Deepgate™ Power Mosfet In To-220 And I²Pak PackagesДокумент14 страницSti260N6F6 Stp260N6F6: N-Channel 60 V, 0.0024 Ω, 120 A Stripfet™ Vi Deepgate™ Power Mosfet In To-220 And I²Pak PackagesRyn YahuFОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Presentation5 EV ArchitectureДокумент26 страницPresentation5 EV ArchitectureJAYKUMAR MUKESHBHAI THAKORОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Backup Olt CodigoДокумент5 страницBackup Olt CodigoCarlos GomezОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- TM1 Rules White Paper Best Practice RulesДокумент22 страницыTM1 Rules White Paper Best Practice RulesMax ChenОценок пока нет
- Teaching and Learning Plan (TLP) : S. P. Mandali'S Prin L. N. Welingkar Institute of Management Development & ResearchДокумент6 страницTeaching and Learning Plan (TLP) : S. P. Mandali'S Prin L. N. Welingkar Institute of Management Development & ResearchBhagath VarenyaОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Research and Development at The BENSON Test RigДокумент20 страницResearch and Development at The BENSON Test RigsbktceОценок пока нет
- Case StudyДокумент4 страницыCase Studyadil rangoonОценок пока нет
- Study of Padmanabhapuram Palace TrivandrumДокумент14 страницStudy of Padmanabhapuram Palace Trivandrumcrustybubbles100% (2)
- Customer DemandДокумент42 страницыCustomer Demandtulika_ajwaniОценок пока нет
- Commissioning PFDC DriveДокумент45 страницCommissioning PFDC DriveFonoaudióloga Gisele RezendeОценок пока нет
- Solution Manual For Investment Science by David LuenbergerДокумент94 страницыSolution Manual For Investment Science by David Luenbergerkoenajax96% (28)
- List of Knapsack Problems: 2 Multiple ConstraintsДокумент3 страницыList of Knapsack Problems: 2 Multiple ConstraintssaiОценок пока нет
- Real Time Operating SystemsДокумент15 страницReal Time Operating SystemsSaro VrsОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Assigment Comouter Science BSCДокумент3 страницыAssigment Comouter Science BSCutkarsh9978100% (1)
- Final ProjectДокумент4 страницыFinal ProjectChacho BacoaОценок пока нет
- Baulkham Hills 2012 2U Prelim Yearly & SolutionsДокумент11 страницBaulkham Hills 2012 2U Prelim Yearly & SolutionsYe ZhangОценок пока нет
- A Report On Traffic Volume StudyДокумент33 страницыA Report On Traffic Volume StudyManoj Durairaj100% (1)
- Oracle Goldengate: Oracle Installation and Setup Guide 11 Release 2 (11.2.1.0.0)Документ188 страницOracle Goldengate: Oracle Installation and Setup Guide 11 Release 2 (11.2.1.0.0)kashifmeoОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- D4304-Syllabus-Neural Networks and Fuzzy SystemsДокумент1 страницаD4304-Syllabus-Neural Networks and Fuzzy Systemsshankar15050% (1)
- Essay 1 Weight and BalanceДокумент4 страницыEssay 1 Weight and BalanceHamdan Merchant83% (6)
- Numerical ModelДокумент61 страницаNumerical ModelAlbert AguileraОценок пока нет
- Evaluating of Rutting in Highways & Providing Its Solution in Terms of Stone Matrix Asphalt.Документ7 страницEvaluating of Rutting in Highways & Providing Its Solution in Terms of Stone Matrix Asphalt.IJRASETPublications100% (1)
- Yang Learning Face Age CVPR 2018 PaperДокумент9 страницYang Learning Face Age CVPR 2018 Paperandr234ibateraОценок пока нет
- SAT Practice Book 2009 2010Документ204 страницыSAT Practice Book 2009 2010Fedrick Tharun T100% (1)
- Hazardous Area ClassificationДокумент36 страницHazardous Area Classificationvenkeeku100% (1)
- Partea I .60p I. Read The Text Below and Complete The Following Tasks. Write All Your Answers On The Answer SheetДокумент4 страницыPartea I .60p I. Read The Text Below and Complete The Following Tasks. Write All Your Answers On The Answer SheetaaddniaОценок пока нет
- LCS21 - 35 - Polar PlotsДокумент14 страницLCS21 - 35 - Polar Plotsgosek16375Оценок пока нет
- InfoДокумент18 страницInfoKaran Verm'aОценок пока нет
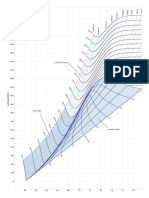
- Mollier Enthalpy Entropy Chart For Steam - US UnitsДокумент1 страницаMollier Enthalpy Entropy Chart For Steam - US Unitslin tongОценок пока нет