Вам также может понравиться
- Política de Alérgenos 2010Документ7 страницPolítica de Alérgenos 2010Francisco Javier Vargas Chavez100% (1)
- Calculo CPKДокумент8 страницCalculo CPKeduardog1972Оценок пока нет
- Control de AlérgenosДокумент2 страницыControl de AlérgenosFrancisco Javier Vargas ChavezОценок пока нет
- Como Hacer Gráficos de Velocímetro en ExcelДокумент7 страницComo Hacer Gráficos de Velocímetro en ExcelmamasitalindaОценок пока нет
- Icela Nosa y Haccp 2010Документ25 страницIcela Nosa y Haccp 2010Francisco Javier Vargas ChavezОценок пока нет
- Presentación Estabilizantes para Altex, 281105Документ19 страницPresentación Estabilizantes para Altex, 281105Francisco Javier Vargas ChavezОценок пока нет
- PERITOДокумент1 страницаPERITOFrancisco Javier Vargas ChavezОценок пока нет
- Cambio de CintaДокумент4 страницыCambio de CintaFrancisco Javier Vargas ChavezОценок пока нет
- Cep-Ipm Capacitacion Maestros 2010Документ49 страницCep-Ipm Capacitacion Maestros 2010Francisco Javier Vargas ChavezОценок пока нет
- Agenda CSC directorio procesoДокумент3 страницыAgenda CSC directorio procesoFrancisco Javier Vargas ChavezОценок пока нет
- SEGUROSДокумент2 страницыSEGUROSFrancisco Javier Vargas ChavezОценок пока нет
- VS 4.1 Vuind Ins 180410Документ9 страницVS 4.1 Vuind Ins 180410Francisco Javier Vargas ChavezОценок пока нет
- TroqueДокумент13 страницTroqueFrancisco Javier Vargas ChavezОценок пока нет
- Detectores de MetalesДокумент11 страницDetectores de MetalesFrancisco Javier Vargas ChavezОценок пока нет
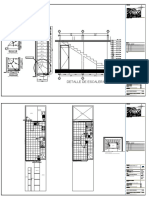
- VS 4.1 Vuind Arq 02 180410Документ5 страницVS 4.1 Vuind Arq 02 180410Francisco Javier Vargas ChavezОценок пока нет
- Guia 004Документ19 страницGuia 004jurek-1100% (1)
- Cep - Ipm Capacitacion Supers Bo 2010Документ62 страницыCep - Ipm Capacitacion Supers Bo 2010Francisco Javier Vargas ChavezОценок пока нет
- Alérgenos y Validación EDCДокумент34 страницыAlérgenos y Validación EDCFrancisco Javier Vargas ChavezОценок пока нет
- PANIFICACIONДокумент14 страницPANIFICACIONFrancisco Javier Vargas ChavezОценок пока нет
- PANIFICACIONДокумент14 страницPANIFICACIONFrancisco Javier Vargas ChavezОценок пока нет
- Tema Horneo 2Документ24 страницыTema Horneo 2Francisco Javier Vargas ChavezОценок пока нет
- ColabДокумент103 страницыColabFrancisco Javier Vargas ChavezОценок пока нет
- Calculo CPKДокумент8 страницCalculo CPKeduardog1972Оценок пока нет
- Introducción ComputacionДокумент171 страницаIntroducción ComputacionFrancisco Javier Vargas ChavezОценок пока нет
- Indicador Prácticas de Altamira BOДокумент1 страницаIndicador Prácticas de Altamira BOFrancisco Javier Vargas ChavezОценок пока нет
- RC TALLER DE METROLOGIA Manual 22mar06Документ10 страницRC TALLER DE METROLOGIA Manual 22mar06Francisco Javier Vargas ChavezОценок пока нет
- Indicadores Plan de Capacitacion Por PlantasДокумент440 страницIndicadores Plan de Capacitacion Por PlantasFrancisco Javier Vargas ChavezОценок пока нет
- Los4mares 160530162317Документ17 страницLos4mares 160530162317Andres Rojas JerezОценок пока нет
- Caso Clínico MTCДокумент8 страницCaso Clínico MTCFrancisco Javier Vargas ChavezОценок пока нет
- Caso Clínico MTCДокумент8 страницCaso Clínico MTCFrancisco Javier Vargas ChavezОценок пока нет
- R 3Документ6 страницR 3Javier GarciaОценок пока нет
- Un Mundo Sin QuejasДокумент2 страницыUn Mundo Sin Quejasmercedesninoh100% (1)
- Primera Práctica Calificada de Mecánica de Fluidos IДокумент7 страницPrimera Práctica Calificada de Mecánica de Fluidos IEdsonCamposОценок пока нет
- Evolución Del Derecho Positivo Peruano Código Civil 1852 y Tratado de Lima 1877Документ5 страницEvolución Del Derecho Positivo Peruano Código Civil 1852 y Tratado de Lima 1877raul rodolfo oregon palominoОценок пока нет
- Taller de 09 Religion Octubre-2021Документ3 страницыTaller de 09 Religion Octubre-2021Dylan GuerreroОценок пока нет
- Época Del Salitre y Sociedad FinisecularДокумент23 страницыÉpoca Del Salitre y Sociedad FinisecularNatalia BarjaОценок пока нет
- Charles H. Spurgeon - Comer en Verdad La Carne de CristoДокумент16 страницCharles H. Spurgeon - Comer en Verdad La Carne de CristobetymercadoОценок пока нет
- Baterias Solares Powersafe Power Safe - CodeSolar Cia Ltda Ecuador Sudamerica PDFДокумент1 страницаBaterias Solares Powersafe Power Safe - CodeSolar Cia Ltda Ecuador Sudamerica PDFClemente ContrerasОценок пока нет
- Ficha Tecnica BMW I8 Pure Impulse H Brido - Automatico 2015.Документ2 страницыFicha Tecnica BMW I8 Pure Impulse H Brido - Automatico 2015.Miguel FepОценок пока нет
- CUESTIONARIOS Etica Prof PDFДокумент2 страницыCUESTIONARIOS Etica Prof PDFYue Huǒ MǎОценок пока нет
- 3.4.1 Las Maquinas en La Manufactura FlexibleДокумент5 страниц3.4.1 Las Maquinas en La Manufactura FlexibleMARCO ANTONIO HERNANDEZ FUENTESОценок пока нет
- Uso de Animales en La ExperimentaciónДокумент3 страницыUso de Animales en La ExperimentaciónMelissa RomeroОценок пока нет
- Factor ReumatoideoДокумент6 страницFactor Reumatoideobm canovasОценок пока нет
- Relaciones Fundamentales InformeДокумент17 страницRelaciones Fundamentales InformeJavier CañizaresОценок пока нет
- La Politica Que Viene. Una Lectura de GiДокумент18 страницLa Politica Que Viene. Una Lectura de GivdbvdbОценок пока нет
- Servicio Sismológico Nacional UNAM, MéxicoДокумент1 страницаServicio Sismológico Nacional UNAM, Méxiconuria MOBARОценок пока нет
- Planificación Anual de CS. Sociales. Ciclo 2022.Документ9 страницPlanificación Anual de CS. Sociales. Ciclo 2022.yamila legalОценок пока нет
- EnsayoДокумент4 страницыEnsayoSofía Edith González MontezumaОценок пока нет
- TDR CuchisДокумент3 страницыTDR CuchisRubenQZОценок пока нет
- Respuestas7B PDFДокумент4 страницыRespuestas7B PDFRenato DonosoОценок пока нет
- La Atmósfera PeculiarДокумент1 страницаLa Atmósfera PeculiarVale NievaОценок пока нет
- AlgebraДокумент3 страницыAlgebraAlexita LopezОценок пока нет
- Mis Breve Guía de Identificación de Plagas UrbanasДокумент76 страницMis Breve Guía de Identificación de Plagas UrbanasJosé AyalaОценок пока нет
- Analisis de Sedimentos en La CaptacionДокумент30 страницAnalisis de Sedimentos en La Captacionyude magali lopez arvaloОценок пока нет
- El Sello Del Espíritu SantoДокумент4 страницыEl Sello Del Espíritu Santocarloaldfer777Оценок пока нет
- Trastornos MotoresДокумент23 страницыTrastornos Motoresjose maria castroОценок пока нет
- Reporte de Pps Pisis Marzo 2020Документ27 страницReporte de Pps Pisis Marzo 2020Lina María EstradaОценок пока нет
- Curso Medio Cooperativismo2Документ16 страницCurso Medio Cooperativismo2Liss LoaizaОценок пока нет
- La Democracia en El Gobierno Universitario. Cambios Estatutarios en Universidades Nacionales Argentinas (1989-2013) 1Документ18 страницLa Democracia en El Gobierno Universitario. Cambios Estatutarios en Universidades Nacionales Argentinas (1989-2013) 1barbaraОценок пока нет
- Roadmap Cultura PI13 v2.0Документ5 страницRoadmap Cultura PI13 v2.0Karen Saavedra RevattaОценок пока нет