Вам также может понравиться
- Soldadura Con CautinДокумент15 страницSoldadura Con CautinHoudini Garcia MotorbreathОценок пока нет
- Eleccion de Cautin PDFДокумент8 страницEleccion de Cautin PDFDavid J. Fuentes MazaОценок пока нет
- Analisis de LlaveДокумент5 страницAnalisis de LlaveFreddy MiguelОценок пока нет
- Soldadura Autogena (Oxiacetilenica) Normas Preventivas y RiesgosДокумент11 страницSoldadura Autogena (Oxiacetilenica) Normas Preventivas y RiesgosRocío Lazo100% (1)
- Practicas de Electronica BasicaДокумент10 страницPracticas de Electronica BasicaLuisa AngamarcaОценок пока нет
- Compuertas LogicasДокумент4 страницыCompuertas LogicasDtn VilОценок пока нет
- Soldadura BlandaДокумент13 страницSoldadura BlandaClaudio CampisiОценок пока нет
- Curso Taller Soldadura EléctricaДокумент21 страницаCurso Taller Soldadura EléctricaJavierRomeroОценок пока нет
- Código de Conducta CFEДокумент34 страницыCódigo de Conducta CFEVictor Manuel Garzon CalvoОценок пока нет
- Procedimiento para Soldar Una Tubería Con TIGДокумент3 страницыProcedimiento para Soldar Una Tubería Con TIGDiego Mamani Almanacin100% (1)
- Soldadura Por OxigasДокумент20 страницSoldadura Por Oxigasingenieria_dcОценок пока нет
- 2.4 Hasta 2.4.2Документ6 страниц2.4 Hasta 2.4.2Elissa PeñaОценок пока нет
- Tesis SoldaduraДокумент17 страницTesis SoldaduraJoan MarquezОценок пока нет
- L000071.21082014 Procedimiento para El Sistema de Inspeccion A Distancia Via Internet para La Inspeccion y Aceptacion de BienesДокумент23 страницыL000071.21082014 Procedimiento para El Sistema de Inspeccion A Distancia Via Internet para La Inspeccion y Aceptacion de BienesRobert JacksonОценок пока нет
- Circuito ImpresoДокумент5 страницCircuito ImpresoEstebanPinedaVelasquez0% (1)
- Ancho de BandaДокумент3 страницыAncho de Bandafyn25mrОценок пока нет
- Instalación Física de RedДокумент81 страницаInstalación Física de RedAngel Jose Caba MateoОценок пока нет
- Diapositivas 116Документ21 страницаDiapositivas 116Andrés NuñezОценок пока нет
- Fpga JCHLДокумент21 страницаFpga JCHLAntony Stip Flores TorresОценок пока нет
- Apagador de Escalera EsquemaДокумент13 страницApagador de Escalera EsquemakyosureОценок пока нет
- Tipos de Diodos LedДокумент4 страницыTipos de Diodos Lederick100% (1)
- Análisis Del Cómic "The Killing Joke"Документ8 страницAnálisis Del Cómic "The Killing Joke"CristianSarmientoОценок пока нет
- Semaforo 555Документ7 страницSemaforo 555Cristian ArmentaОценок пока нет
- Presentacion AlarmasДокумент41 страницаPresentacion Alarmashoracio mesaОценок пока нет
- Carpeta de Electricidad Primer Año Basico 2017Документ29 страницCarpeta de Electricidad Primer Año Basico 2017Javier CanteroОценок пока нет
- Curso Iniciacion SoldaduraДокумент17 страницCurso Iniciacion SoldaduraJesus A. Duarte B.Оценок пока нет
- Símbolos de Transformadores EléctricosДокумент2 страницыSímbolos de Transformadores EléctricosBrain Magdaleno DazaОценок пока нет
- Soldadura OawДокумент26 страницSoldadura OawJhonathan Ever Meneses LopezОценок пока нет
- Filtrado OptimoДокумент42 страницыFiltrado OptimoDavid NasaelОценок пока нет
- Diseno Sistemas Digitales IIДокумент184 страницыDiseno Sistemas Digitales IICarlos ColmenarezОценок пока нет
- Sistemas Estables e InestablesДокумент6 страницSistemas Estables e InestablesEdgar MartinezОценок пока нет
- Normas MotoresДокумент4 страницыNormas MotoresLuis Gabriel Mecon CastilloОценок пока нет
- 5 FresadoДокумент26 страниц5 FresadoBastian Aguila VergaraОценок пока нет
- SOLDADURA - ELECTRICA IntensivoДокумент40 страницSOLDADURA - ELECTRICA IntensivoHector BeaujonОценок пока нет
- Metrología de TrazadoДокумент39 страницMetrología de TrazadoAbril O'Neal100% (1)
- CablesДокумент4 страницыCablesYair ZárateОценок пока нет
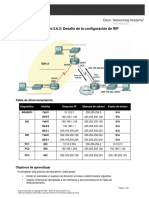
- Diego Ardila Practica de Laboratorio 5 6 2 Desafio de La Configuracion de RIP PDFДокумент7 страницDiego Ardila Practica de Laboratorio 5 6 2 Desafio de La Configuracion de RIP PDFLeonardo Romero JimenezОценок пока нет
- Crackeo de RedesДокумент7 страницCrackeo de Redessamudt199Оценок пока нет
- Trabalho Cad CamДокумент21 страницаTrabalho Cad CamChristopher SalasОценок пока нет
- Desarrollo Dibujo TecnicoДокумент6 страницDesarrollo Dibujo TecnicoElianaОценок пока нет
- Accesorios y Simbologia de ElectricasДокумент9 страницAccesorios y Simbologia de ElectricasRichard Jonathan Condorena LozaОценок пока нет
- Carlos Sanchez Villanueva - Rueda DentadaДокумент22 страницыCarlos Sanchez Villanueva - Rueda DentadaCarlos Sánchez VillanuevaОценок пока нет
- The PolyVision Driver User GuideДокумент70 страницThe PolyVision Driver User GuideRaul Francisco Hernandez MurciaОценок пока нет
- BOBINASДокумент13 страницBOBINASCarlos LinoОценок пока нет
- Examen Curso CNCДокумент1 страницаExamen Curso CNCarieldnaОценок пока нет
- 01-Soldadura TIG - Uniones A Tope 1Документ11 страниц01-Soldadura TIG - Uniones A Tope 1Mario TintaОценок пока нет
- Fabricacion de PCBs PDFДокумент14 страницFabricacion de PCBs PDFDelfin PetenОценок пока нет
- Simbolos ElectricosДокумент137 страницSimbolos ElectricosAlvaro RJОценок пока нет
- Monografia CNCДокумент11 страницMonografia CNCCarlos Fernando LestonОценок пока нет
- Microcontrolador 1Документ17 страницMicrocontrolador 1Franklin Light CortezОценок пока нет
- Tipos de SoldadurasДокумент15 страницTipos de SoldadurasyanehtОценок пока нет
- Tecnicas para Una Buena SoldaduraДокумент41 страницаTecnicas para Una Buena SoldaduraChristian Cordova Villalobos100% (6)
- Semana 10 y 11 Soldadura y Termita - 2Документ62 страницыSemana 10 y 11 Soldadura y Termita - 2APGP CAJAОценок пока нет
- Procedimientos de Conexión en La SoldaduraДокумент2 страницыProcedimientos de Conexión en La SoldaduraE&GОценок пока нет
- 1.-Fundamentos Tipos SoldaduraДокумент39 страниц1.-Fundamentos Tipos SoldaduraDavid CalapujaОценок пока нет
- Proceso de SoldaduraДокумент34 страницыProceso de SoldaduraMERCY KATHERINE DIAZ VARGASОценок пока нет
- Tecnica de SoldadoДокумент6 страницTecnica de SoldadoCristian HidalgoОценок пока нет
- Diapositivas de SoldaduraДокумент32 страницыDiapositivas de SoldaduraBeyker Quispe Aguirre100% (1)
- Los EmpalmesДокумент10 страницLos EmpalmesEstebanОценок пока нет
- HelpDesk Sus Funciones y para Que SirveДокумент9 страницHelpDesk Sus Funciones y para Que Sirvepochomemo100% (1)
- Tecnicas para Soldar y DesoldarДокумент59 страницTecnicas para Soldar y DesoldarMoroxita ColanОценок пока нет
- Arquitectura y Componentes Del PCДокумент17 страницArquitectura y Componentes Del PCLuigi MJОценок пока нет
- Que Es La Domotica, para Que Sirve, Sus Aplicaciones y Sus UsabilidadДокумент23 страницыQue Es La Domotica, para Que Sirve, Sus Aplicaciones y Sus UsabilidadpochomemoОценок пока нет
- Taller de Circuitos y Sus TiposДокумент8 страницTaller de Circuitos y Sus TipospochomemoОценок пока нет
- 1.2.4.4 Packet Tracer - Representing The Network InstructionsДокумент6 страниц1.2.4.4 Packet Tracer - Representing The Network Instructionscarlin8422Оценок пока нет
- Cuadrilateros Verano 2006Документ19 страницCuadrilateros Verano 2006Geometria Chimbotano Manuel LunaОценок пока нет
- Felizia Eduardo - Historia de La Fision NuclearДокумент10 страницFelizia Eduardo - Historia de La Fision NuclearetadeltaalfaОценок пока нет
- Concreto EstructuralДокумент38 страницConcreto EstructuralJohnnyCarbajalGuzman100% (2)
- Resumen Estadística 3Документ102 страницыResumen Estadística 3Tobias LuceroОценок пока нет
- Amor, La Luz de La Conciencia-Lucas CervettiДокумент117 страницAmor, La Luz de La Conciencia-Lucas CervettiGUILLERMO LEON MONTAÑA BORRAYОценок пока нет
- INC 505 17 2 LE Modelo ML ML SДокумент8 страницINC 505 17 2 LE Modelo ML ML SJean P. Peña SuazoОценок пока нет
- Reactivo de BradfordДокумент10 страницReactivo de BradfordJuancho Parra100% (2)
- Tecnologia Del Concreto Semana 1 PDFДокумент33 страницыTecnologia Del Concreto Semana 1 PDFARNALDO JAIME MAMANI TITI100% (1)
- Permeabilidad Del Arbol Urbano A La Radiación Solar (Arboit)Документ16 страницPermeabilidad Del Arbol Urbano A La Radiación Solar (Arboit)Dario BasualdoОценок пока нет
- MagnetoforesisДокумент7 страницMagnetoforesisAngelica Velandia100% (2)
- Potencial Electrico ExamenДокумент2 страницыPotencial Electrico ExamenIsmael Christian Achahui VilcaОценок пока нет
- Wa0002.Документ2 страницыWa0002.wilfrido martinezОценок пока нет
- Difusión de Seguridad - Capacitación Uso y Manejo de ExtintoresДокумент9 страницDifusión de Seguridad - Capacitación Uso y Manejo de ExtintoresAlexis MezasОценок пока нет
- 1.2 Camara de Estación Alimak Raise ClimberДокумент10 страниц1.2 Camara de Estación Alimak Raise ClimberL Francisco MartínezОценок пока нет
- TALLER TEOREMA DE LAPLACE Y BAYES SoloДокумент13 страницTALLER TEOREMA DE LAPLACE Y BAYES SoloDayana FuentesОценок пока нет
- Cap27 MДокумент30 страницCap27 MPeter CharlesОценок пока нет
- Octano y CetanoДокумент3 страницыOctano y CetanoCristian CernaОценок пока нет
- Iii BimestreДокумент55 страницIii BimestreGLADYS PASTOR0% (1)
- Equipo Osart y Celdas ElectroquímicasДокумент17 страницEquipo Osart y Celdas ElectroquímicasJosepepe Bedolla BОценок пока нет
- Ensayo de Corte DirectoДокумент38 страницEnsayo de Corte DirectoDaniel GarciaОценок пока нет
- Cremas deДокумент63 страницыCremas deLyzzi Llerena Meza100% (2)
- Thionyl Chloride MSDS SPДокумент4 страницыThionyl Chloride MSDS SPBrayan GallosoОценок пока нет
- Guía Práctica para Diseño de Encofrados Verticales de MaderaДокумент9 страницGuía Práctica para Diseño de Encofrados Verticales de MaderaJohn MejiaОценок пока нет
- Refrigeración DomesticaДокумент7 страницRefrigeración DomesticajuniorОценок пока нет
- Diagrama-Inyecion A4 2005Документ15 страницDiagrama-Inyecion A4 2005Harvey Lares100% (1)
- Estructuras Sensoriales OctavoДокумент54 страницыEstructuras Sensoriales OctavoLiseth SalgueroОценок пока нет
- ANOVA de Un FactorДокумент25 страницANOVA de Un FactorMiriam IbarraОценок пока нет
- Guia Defisica100Документ2 страницыGuia Defisica100hinata hajimeОценок пока нет
- Correlacion, Causalidad y ProbabilidadДокумент10 страницCorrelacion, Causalidad y Probabilidaddayanhot100% (1)